货架横轴一体式成型系统及成型方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明自行车配件技术领域,涉及货架安装配件,尤其是货架横轴一体式成型系统。
背景技术
随着城市化进程的加快以及人们环保意识的加强,自行车这种交通工具又重新回到了人们的视线,货架是自行车的常用配件,其一般采用纵轴和横轴交叉配合形成“井”字结构。
在制造时,横轴和纵轴分别制出之后再一体进行焊接。其中横轴为“[”形状,即中部凹陷两侧凸起的结构,并且在两侧凸起的位置分别制出用于和连接杆固定的通孔。
目前对于横轴的加工一般包括多道工序,一般包括钢丝调直,之后对于调直的钢丝裁断,再将各段钢丝放置与冲压机床内分别冲孔,最后再对开孔后的钢丝挤压成型。各个步骤相互独立,设计衔接也不够合理,不但工序造成浪费,还需要人工进行运输。
发明内容
本发明的目的在于克服现有技术的不足,提供一种结构合理,集成式结构,由钢丝调直直至出料一并完成的一体式成型系统。
本发明采取的技术方案是:
货架横轴一体式成型系统,其特征在于:包括顺次安装的放线装置、调直装置、冲压装置和裁切装置,该顺序为工序的上游至下游,位于下游的装置的进料侧和前一步装置的出料侧衔接;所述的放线装置包括一个放线辊,该放线辊外部缠绕有钢丝,所述调直装置内包括多组挤压导轮,同组内的挤压导轮之间用于挤压钢丝,在调直装置的出料侧安装有冲压装置,所述冲压装置包括两个刀头,该两刀头在下压状态下能对钢丝沿径向方向将其压扁并冲压开孔,所述裁切装置用于将开孔后的钢丝成型并裁断。
进一步的,在放线装置和调直装置之间安装有导线装置,所述导线装置包括横板和纵板,该横板和纵板首尾连接一体固定,所述横板和纵板相互垂直,横板和纵板内分别安装有多个导线轮,横板和纵板内的多个导线轮分别错位设置,每个导线轮的外周均制有凹槽,各个导线轮的凹槽的水平位置对应,能够引导同一根钢丝顺序穿过。
进一步的,所述调直装置包括一个背板,该背板沿垂直方向安装,所述背板的前端面内安装有多组所述的挤压导轮,每组包括两个挤压导轮,每个挤压导轮的外周表面均制有凹槽,同组内的两个挤压导轮外周相对设置,钢丝由两个导轮的凹槽之间传导挤压,每组内位于上方的挤压导轮的轴心位置通信安装有一固定盘,该固定盘沿径向和一丝杠的端部螺纹配合,所述丝杠的上端部由背板穿出安装有手轮。
进一步的,所述冲压装置包括一个基座,该基座上方悬装有液压缸,液压缸的活塞杆端部安装有升降板,所述基座中部和升降板底面内分别安装有一卡块,该两卡块相对的端面内沿钢丝传导方向制出嵌槽,两个卡块相互接触状态下能将钢丝夹紧限位,所述基座上端位于卡块两侧的对称位置均安装有一冲压座,位于冲压座上方的升降板底面内安装有所述刀头,冲压座位于同侧刀头竖直方向内的正投影位置。
进一步的,所述裁切装置包括基座,该基座上方上方悬装有液压缸,液压缸的活塞杆端部安装有冲压板,冲压板的底部安装有上冲压块,位于所述冲压板的两侧对称安装有下冲压块,在冲压板下压状态下,上冲压块和两侧的下冲压块紧密接触形成剪切力将钢丝裁断。
进一步的,所述上冲压块底部两侧向内凹陷,该凹陷位置和同侧的下冲压块之间形成间隙。
进一步的,所述上冲压块的底部两侧向内凹陷的位置制成下宽上窄的类“梯形”结构,即底面的宽向长度大于底面上方凹陷位置的宽向长度。
应用所述的一体式成型系统的成型方法,包括如下步骤:
步骤1:放线辊周向转动向外放线;
步骤2:钢丝由放线辊的出线侧引导至导线装置内,并在导线轮作用下调整钢丝的轴向位置与调直装置调直位置进线位置对应;
步骤3:钢丝顺次通过多组挤压导轮直至弯曲的钢丝处于轴向调直的状态;
步骤4:钢丝端部进入冲压装置,并穿过卡块之间的位置,此时在液压缸作用下升降板下压将卡块和钢丝后部夹紧,与此同时刀头和冲压座配合配合完成冲孔和压扁;
步骤5:钢丝压扁位置之间的部分传送至裁切装置的两个下冲压块之间,此时在液压缸作用下上冲压板下移将两个压扁位置之间下压形成类“[”形状,并通过上、下冲压板形成的剪切力将成品和钢丝连接的端部裁断。
本发明的优点和积极效果是:
本发明中,对于原有的自行车货架的后轴制作工艺进行优化,并根据优化的工艺设计了相应的各类装置,各类装置相互配合形成一套完整的加工系统。该系统通过放线装置,调直装置,冲压装置和裁切装置进行配合形成一套完成的加工流程。
本发明中,在调直装置和放线装置之间安装的导线装置,可在调直之前对由放线装置导出的弯曲导线进行预调整,使钢丝端部的轴向位置与进入调直装置的位置对应,有效避免的放线过程的抖动和错位,防止钢丝端部由调直装置脱落。
本发明中,调直装置采用多组挤压导轮进行配合,通过两个挤压导轮之间的凹槽可将钢丝又径向方向进行挤压,继而完成调直。
本发明中,所述的冲压装置包括基座和液压缸,液压缸控制升降板向基座方向往复移动。所述基座和升降板内安装的卡块用于将钢丝进行夹持限位,冲压座和刀头对位设置,冲压座用于将卡块两侧的钢丝位置向下压扁,并最终通过刀头在压扁位置的中部制出通孔。
本发明中,压扁制孔后的钢丝并未裁断依然一体连接向工序下游移动,最终在裁切装置作用下进行成型,裁切和出料。上冲压块底部两侧向内凹陷,在其与钢丝接触后中部将钢丝下压,钢丝两端则位于凹槽内向上摆转成型。成型部分的钢丝和传送部分的钢丝的连接位置位于上、下冲压块之间,并通过上、下冲压块的错位移动形成剪切力将其裁断,之后在自重作用下滑落出料即可。
本发明中,新设计的加工流程相较于传统的工序进行了优化,将裁切工序后移,冲压和冲孔合并,使得钢丝从放线阶段直至产品出料均可一体完成,不但加工流程更为合理,衔接也更为紧密无需在加工过程中进行运输,大大节省人工,有效提升加工效率。
附图说明
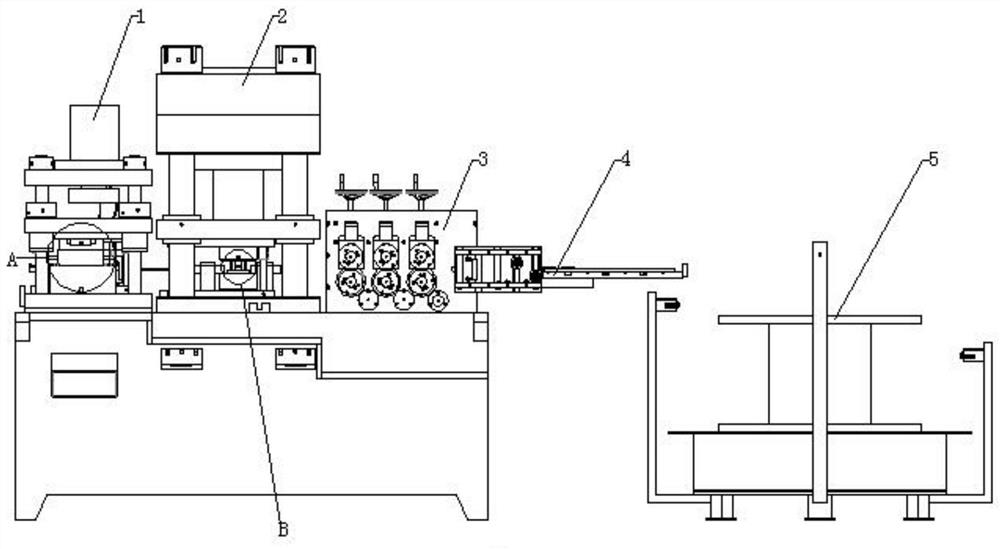
图1为本发明的结构示意图;
图2为图1中A部的局部放大图;
图3为图2中C部的局部放大图;
图4为图1中B部的局部放大图;
图5为调直装置部分的结构示意图。
具体实施方式
下面结合实施例,对本发明进一步说明,下述实施例是说明性的,不是限定性的,不能以下述实施例来限定本发明的保护范围。
货架横轴一体式成型系统,本发明的创新在于,包括顺次安装的放线装置5、调直装置3、冲压装置2和裁切装置1,该顺序为工序的上游至下游,位于下游的装置的进料侧和前一步装置的出料侧衔接;所述的放线装置包括一个放线辊,该放线辊外部缠绕有钢丝,所述调直装置内包括多组挤压导轮,同组内的挤压导轮之间用于挤压钢丝,在调直装置的出料侧安装有冲压装置,所述冲压装置包括两个刀头,该两刀头在下压状态下能对钢丝沿径向方向将其压扁并冲压开孔,所述裁切装置用于将开孔后的钢丝成型并裁断。
本实施例中,所述放线辊可采用电机为其提供动力主动输出,也可在钢丝出线侧安装牵引装置进行被动输出。
本实施例中,所述调直装置包括一个背板32,该背板沿垂直方向安装,所述背板的前端面内安装有多组所述的挤压导轮,每组包括两个挤压导轮,每个挤压导轮的外周表面均制有凹槽,同组内的两个挤压导轮外周相对设置,钢丝由两个导轮的凹槽之间传导挤压,每组内位于上方的挤压导轮为移动导轮34的轴心位置通信安装有一固定盘,该固定盘沿径向和一丝杠的端部螺纹配合,所述丝杠的上端部由背板穿出安装有手轮31,位于下方的挤压导轮为固定导轮33。
本实施例中,在调直装置和放线装置之间加装有导线装置4,所述导线装置包括横板43和纵板41,该横板和纵板一体固定相互垂直,所述横板和纵板内分别安装有多个导线轮42,横板和纵板内的多个导线轮分别错位设置。每个导线轮的外周均制有凹槽,各个导线轮的凹槽内均可引导一根共同的钢丝顺序穿过。
本实施例中,所述冲压装置包括一个基座,该基座上方悬装有液压缸,液压缸的活塞杆端部安装有升降板21,所述基座中部和升降板底面内分别安装有一卡块22,该两卡块相对的端面内沿钢丝传导方向制出嵌槽,两个卡块相互接触状态下能将钢丝夹紧限位,所述基座上端位于卡块两侧的对称位置均安装有一冲压座24,位于冲压座上方的升降板底面内安装有所述刀头23,冲压座位于同侧刀头竖直方向内的正投影位置。
本实施例中,所述裁切装置包括基座,该基座上方上方悬装有液压缸,液压缸的活塞杆端部安装有冲压板11,冲压板的底部安装有上冲压块12,位于所述冲压板的两侧对称安装有下冲压块13,在冲压板下压状态下,上冲压块和两侧的下冲压块紧密接触形成剪切力将钢丝裁断。
本实施例中,所述上冲压块底部两侧向内凹陷,该凹陷位置14和同侧的下冲压块之间形成间隙。
本实施例中,所述上冲压块的底部两侧向内凹陷的位置制成下宽上窄的类“梯形”结构,即底面15的宽向长度大于底面上方凹陷位置的宽向长度。
本发明的使用过程是:
本发明使用时包括如下步骤:
步骤1:放线辊周向转动向外放线;
步骤2:钢丝由放线辊的出线侧引导至导线装置内,并在导线轮作用下调整钢丝的轴向位置与调直装置调直位置进线位置对应;
步骤3:钢丝顺次通过多组挤压导轮直至弯曲的钢丝处于轴向调直的状态;
步骤4:钢丝端部进入冲压装置,并穿过卡块之间的位置,此时在液压缸作用下升降板下压将卡块和钢丝后部夹紧,与此同时刀头和冲压座配合配合完成冲孔和压扁;
步骤5:钢丝压扁位置之间的部分传送至裁切装置的两个下冲压块之间,此时在液压缸作用下上冲压板下移将两个压扁位置之间下压形成“[”形状,并通过上、下冲压板形成的剪切力将成品和钢丝连接的端部裁断。
本发明中,对于原有的自行车货架的后轴制作工艺进行优化,并根据优化的工艺设计了相应的各类装置,各类装置相互配合形成一套完整的加工系统。该系统通过放线装置,调直装置,冲压装置和裁切装置进行配合形成一套完成的加工流程。
本发明中,在调直装置和放线装置之间安装的导线装置,可在调直之前对由放线装置导出的弯曲导线进行预调整,使钢丝端部的轴向位置与进入调直装置的位置对应,有效避免的放线过程的抖动和错位,防止钢丝端部由调直装置脱落。
本发明中,调直装置采用多组挤压导轮进行配合,通过两个挤压导轮之间的凹槽可将钢丝又径向方向进行挤压,继而完成调直。
本发明中,所述的冲压装置包括基座和液压缸,液压缸控制升降板向基座方向往复移动。所述基座和升降板内安装的卡块用于将钢丝进行夹持限位,冲压座和刀头对位设置,冲压座用于将卡块两侧的钢丝位置向下压扁,并最终通过刀头在压扁位置的中部制出通孔。
本发明中,压扁制孔后的钢丝并未裁断依然一体连接向工序下游移动,最终在裁切装置作用下进行成型,裁切和出料。上冲压块底部两侧向内凹陷,在其与钢丝接触后中部将钢丝下压,钢丝两端则位于凹槽内向上摆转成型。成型部分的钢丝和传送部分的钢丝的连接位置位于上、下冲压块之间,并通过上、下冲压块的错位移动形成剪切力将其裁断,之后在自重作用下滑落出料即可。
本发明中,新设计的加工流程相较于传统的工序进行了优化,将裁切工序后移,冲压和冲孔合并,使得钢丝从放线阶段直至产品出料均可一体完成,不但加工流程更为合理,衔接也更为紧密无需在加工过程中进行运输,大大节省人工,有效提升加工效率。
- 货架横轴一体式成型系统及成型方法
- 货架横轴一体式成型系统