一种热冲压工艺制备健身器械零部件的方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及热冲压技术领域,具体涉及一种热冲压工艺制备健身器械零部件的方法。
背景技术
健身器械之一哑铃是举重和健身练习的一种辅助器材,因练习时无声响,取名哑铃。目前的哑铃生产工艺主要有三种,一是铸造哑铃:先把生铁熔成铁水后灌注至沙模中成型后,然后再进行表面打磨,最后进行表面处理,如喷涂或电镀;二是水泥哑铃:先吹塑一个塑料壳,然后在塑料壳里面填充混凝土;三是纯钢哑铃:把钢柱切割成所需重量的哑铃片,然后哑铃片再进行表面打磨,最后进行表面处理。
目前的哑铃生产时存在如下问题:1、铸造哑铃:生产工艺复杂,生产过程对水和环境的污染比较严重;2、水泥哑铃:产品体积比较大,产品成型后不够坚固,容易破损;3、纯钢哑铃:生产效率低,生产成本过高。
本申请采用热冲压工艺为解决上述现有制备工艺中存在的技术问题。
发明内容
针对现有技术的不足,本发明公开了一种热冲压工艺制备健身器械零部件的方法,用于解决现有健身器械零部件生产过程复杂成本较高,并且废料率在40%以上,极大的浪费材料浪费,且铃片成型性差的问题。
本发明通过以下技术方案予以实现:
本发明公开一种热冲压工艺制备健身器械零部件的方法,所述方法包括以下步骤:
S101、将毛料加热至预设温度后调整成型;
S102、对调整成型的毛料二次加热,并进行分割,获得雏形零部件;
S103、对所述雏形零部件进行至少一次补温和冲压,获得冲压后的零部件;
S104、对冲压后的零部件进行物化处理,获得成品零部件。
此外,本发明还公开了一种热冲压工艺制备健身器械零部件的方法,所述方法包括以下步骤:
S201、将毛料进行分割,获得雏形零部件;
S202、对所述雏形零部件进行至少一次补温和冲压,获得冲压后的零部件;
S203、对冲压后的零部件进行物化处理,获得成品零部件。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,所述毛料为任意形状的生铁、钢或铝合金。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,分割采用切割或者锯割工艺。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,所述物化处理包括对零部件表面的打磨,酸碱处理以及包塑处理。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,所述零部件为哑铃片,所述哑铃片表面具有不同凹槽的图案。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,所述哑铃片为冲压形成的单面图案或双面图案。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,所述哑铃片冲压时使用的模具为单面或双面。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,对所述雏形零部件进行循环多次补温和冲压,直至获得所需的零部件。
进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,所述健身器械零部件包括片状结构、饼状结构、杆状结构、多边形结构或多面体结构。
本发明的有益效果为:
本发明使用热冲压工艺制备健身器械零部件,在毛料期间对任意形状的毛料加热调整成型,进行分割后进行多次补温和冲压,或者先对毛料进行直接切割,再进行多次补温和冲压直至形成所需的零部件。一方面利用金属热塑性成形的原理,在冲压成形的同时实现对零部件的热处理,提高材料的成形性能;另一方面使用冲压减少了材料的浪费,废料率可低至8%以内,节约资源,环保低碳,并且降低了制造成本。
附图说明
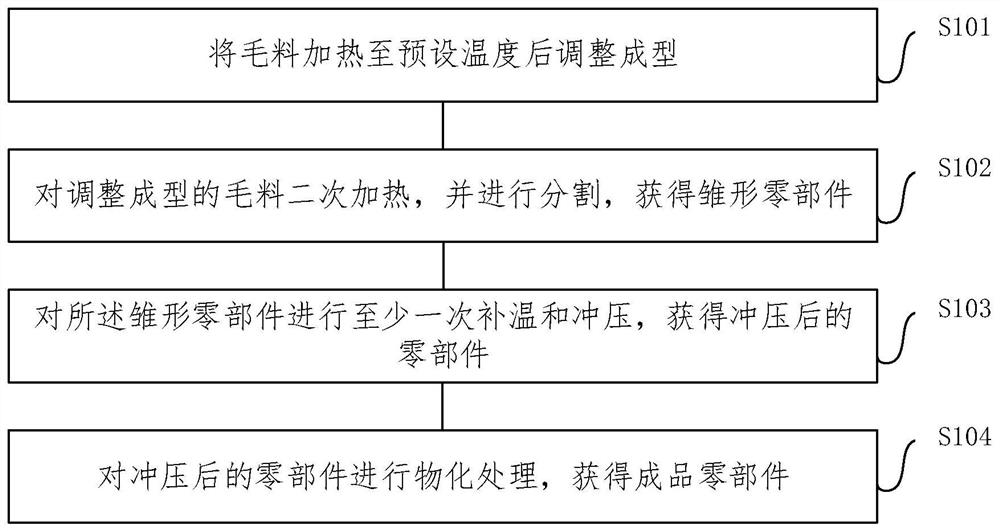
图1为本发明实施例一中热冲压工艺制备健身器械零部件的方法的原理步骤图;
图2为本发明实施例二中热冲压工艺制备健身器械零部件的方法的原理步骤图;
图3为本发明实施例一和二中冲压后零部件的单面结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
本实施例公开如图1所示的一种热冲压工艺制备健身器械零部件的方法,包括以下步骤:
S101、将毛料加热至预设温度后调整成型;
S102、对调整成型的毛料二次加热,并进行分割,获得雏形零部件;
S103、对所述雏形零部件进行至少一次补温和冲压,获得冲压后的零部件;
S104、对冲压后的零部件进行物化处理,获得成品零部件。
其中,在S101中毛料可为铁、钢或者一些合金等,初始毛料可以为任意形状。毛料加热至预设温度后便于调整成型,以做健身器材哑铃片为例,可通过加热后,将毛料调整为圆柱体或者棱柱体,根据哑铃片横截面为圆形还是菱形的不同,调整为不同柱体。
在调整成型后,再次对毛料进行二次加热,将毛料加热到预设的温度,使其完全奥氏体化,以获取良好的塑性,之后对毛料进行分割,分割成多个片状,获得雏形零部件。其中,在所述分割采用切割或者锯割工艺。
通过人工或转移设备将加热后的材料从加热设备中转移到热成型模具,立即对热成型模具中的材料进行冲压成型,并将成型后的健身器械零部件取出。
在哑铃片的制备过程中,根据需要,哑铃片一表面或者两表面需制备出不同图案或凹槽,即所述哑铃片为冲压形成的单面图案或双面图案,如图3所示。为了制备出上述凹槽和图案,进一步的,在所述的热冲压工艺制备健身器械零部件的方法中,所述哑铃片冲压时使用的模具为单面或双面,用于制备出上述图案和凹槽。
在热冲压工艺中,需要对待冲压成型的零部件进行多次补温和冲压,反复冲压和补温可满足强度高,性能好的材质要求,获得更密实的零部件,有利于增加其使用寿命。具体反复次数可根据不同的需求进行自行选择。
在获得冲压后的零部件之后,在本实施例中,还会对零部件的表面进行处理,例如表面打磨,包塑等。处理可采用物化处理,其包括物理处理和化学处理。其中,物理处理包括对零部件表面的打磨,磨边,去糙细化等,还包括对其进行包塑处理。化学处理包括对零部件的酸碱处理,使其适用于不同环境下。例如,利用酸洗或喷丸的方式去除健身器械零部件表面的氧化皮,并使用精密加工设备进行最终精雕处理等。
本实施例使用连续加热炉或者环形加热管使材料温度达到共析温度以上,促使常温下的铁素体和渗碳体再转变回奥氏体,进而使材料获取到良好的塑性。
本实施例中,使用的精密加工设备为线切割、放电加工机、深孔放电加工机、CNC光学投影研磨、工具磨床、万能磨床、NC无芯磨床、平面磨床、内径外径研磨、精密平面磨床、精密成形磨床、大水磨、NC铣床、磨床、加工中心、PVD镀钛机、激光焊接机、炭化水素清洗机或筒式研磨机中的一种或多种。
本实施例中,使用的冲压设备为曲柄压力机、摩擦压力机、液压/气动压机、四柱式万能油压机、四柱油压机或闭式油压机中的任一种。
上述哑铃片以为例,但本领域技术人员需知晓,在本实施例以外的其他实施例中,所述健身器械零部件还可以包括片状结构、饼状结构、杆状结构、多边形结构或多面体结构。即,上述工艺不仅仅适用于哑铃片上,还适用于其他零部件的制备之中。
实施例2
本实施例公开一种热冲压工艺制备健身器械零部件的方法,所述方法包括以下步骤:
S201、将毛料进行分割,获得雏形零部件;
S202、对所述雏形零部件进行至少一次补温和冲压,获得冲压后的零部件;
S203、对冲压后的零部件进行物化处理,获得成品零部件。
本实施例公开的方法与实施例1相比节省了对毛料加热至预设温度后调整成型。这是由于毛料本身即为圆柱体或者棱柱体毛料,可直接进行分割后冲压。从而更节省工艺步骤。
具体的,将分割后的毛料进行落料。即将铁、钢锭、钢柱或铝合金等其他原金属材料放入落料机;奥氏体化,包括加热和保温两个阶段,这一工序的目的在于将材料加热到一个合适的温度,使钢或其他金属板完全奥氏体化,并且具有良好的塑性。加热所使用的设备为专用的连续加热炉或者环形加热管等加热设备。
转移,使将加热后的材料从加热设备中转移到热成型模具中去,在这一道工序中可以使用人工转移或者使用传送带等转移设备,这里必须保证加热后的材料被尽可能快的转移到模具中,一方面是为了防止高温下的材料发生氧化,另一方面是为了确保材料在成型时仍然处于高温状态,以具有良好的塑性。
冲压,在将加热后的材料放进模具之后,要立即对材料进行冲压成型,以免温度下降过多影响材料的成型性能。此处的冲压需要考虑最终成型产品的形状可能需要再次转移到下一个模具进行二次加热再冲压或多次反复加热冲压成型。
表面处理,在成型铃片从模具中取出以后,还需要对其进行一些后续处理,如利用酸洗或喷丸的方式取出铃片表面的氧化皮,以及对铃片进行二次加工,此处的二次加工所指的是基于成本考虑在高温冲压阶段,由于技术限制铃片在形状上有多余的废料。
成品处理,为了确保铃片的精度和表面光洁度,最终铃片需要在加工中心或者数控车床等精密加工设备上进行最终的精雕处理。
现有技术的做法是一大钢板来冲出来,由于形状问题,需要多个部分然后铆钉在一起,需要对每部分都进行处理,因此过程复杂成本较高,并且废料率在40%以上,极大的浪费。本实施例利用金属热塑性成形的原理,在成形的同时实现对毛料的热处理,提高毛料的成形性能,同时使用冲压减少了毛料的浪费(6%-8%的废料率)节约了资源,环保低碳,还可降低制造成本。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种热冲压工艺制备健身器械零部件的方法
- 一种低温热冲压汽车零部件、其热冲压工艺及其制造方法