用于在复合物构件中形成孔口的方法和设备
文献发布时间:2023-06-19 11:50:46
技术领域
本主题大体上涉及复合物构件,更特别地涉及陶瓷基质复合物构件,且最特别地涉及用于在陶瓷基质复合物构件中形成孔口的方法和设备。
背景技术
更常见地,非传统的高温复合材料(诸如陶瓷基质复合物(CMC)材料)用于诸如燃气涡轮发动机之类的应用中。与典型的构件(例如,金属构件)相比,由此类材料制造的构件具有更高的温度能力,其可允许改进构件性能和/或增加发动机温度。复合物构件也可提供其它优点,诸如改进强度对重量的比。
在一些应用中,复合物构件中需要孔口或孔。用于在CMC构件中加工孔口或孔的常规的切削、钻削、磨削或其它手段常规地引起30%至40%的加工构件具有缺陷。虽然激光加工可减小有缺陷的构件的量(即,可增加产率),对于加工每个孔口或孔,激光加工是不可行的。例如,一些构件可过大以至于不能与激光工具相配,即,构件或零件不能定位在激光工具中来在期望的位置中加工孔口。作为另一示例,在激光可损害或破坏构件或零件的另一部分的情况下(例如,在凸缘等中需要孔口且激光可损害或破坏除凸缘以外的构件或零件的一部分的情况下),激光加工是不可行的。此外,在一些应用中,激光不能与构件或零件对准来加工孔口或孔,例如,激光通常不能用来加工盲孔,因为激光不能与构件对准来加工孔。
因此,有助于克服这些问题的用于在复合物构件中形成孔口的方法、工艺和设备的改进将是有用的。
发明内容
本发明的方面和优点将在以下描述中部分地阐述,或可从描述中明显,或可通过实施本发明来获悉。
在本主题的一个示例性实施例中,提供一种用于在陶瓷基质复合物(CMC)构件中形成孔口的方法。方法包括:基于孔口的最终尺寸,选择具有某工具尺寸和切削表面的工具;选择用工具切削构件所成的角度;用工具切削构件的后表面,工具的切削表面成该角度定位;使工具相对于构件重新定位;以及切穿孔口至它的最终尺寸。
在本主题的另一示例性实施例中,提供一种用于在陶瓷基质复合物(CMC)构件中形成孔口的方法。孔口在预定位置处和在预定的最终尺寸下在前表面与相反的后表面之间延伸穿过构件。方法包括选择具有某工具尺寸和切削表面的工具;选择用工具切削构件的后表面所成的小于90°的角度,其中构件具有防止工具对后表面成90°角对准的几何形状;在孔口的预定位置处用工具切削构件的后表面至小于构件厚度的深度,工具的切削表面成该角度定位;以及从前表面切穿孔口至预定的最终尺寸。
在本主题的又一示例性实施例中,提供一种用于在陶瓷基质复合物(CMC)构件中形成孔口的方法。方法包括:基于孔口的最终尺寸,选择具有某切削直径和切削表面的空心钻;选择用空心钻切削构件所成的角度;用空心钻切削构件的后表面,空心钻的切削表面成该角度定位;以及从构件的前表面切穿孔口至它的最终尺寸,前表面与后表面相反,空心钻的切削表面垂直于前表面定位。
参照以下描述和所附权利要求书,本发明的这些和其它特征、方面和优点将变得更好理解。结合于该说明书中且构成该说明书的一部分的附图示出本发明的实施例,且与描述一起用来解释本发明的原理。
附图说明
针对本领域普通技术人员的本主题的完整且开放(enabling)的公开内容(包括其最佳模式)在参照附图的说明书中阐述,在附图中:
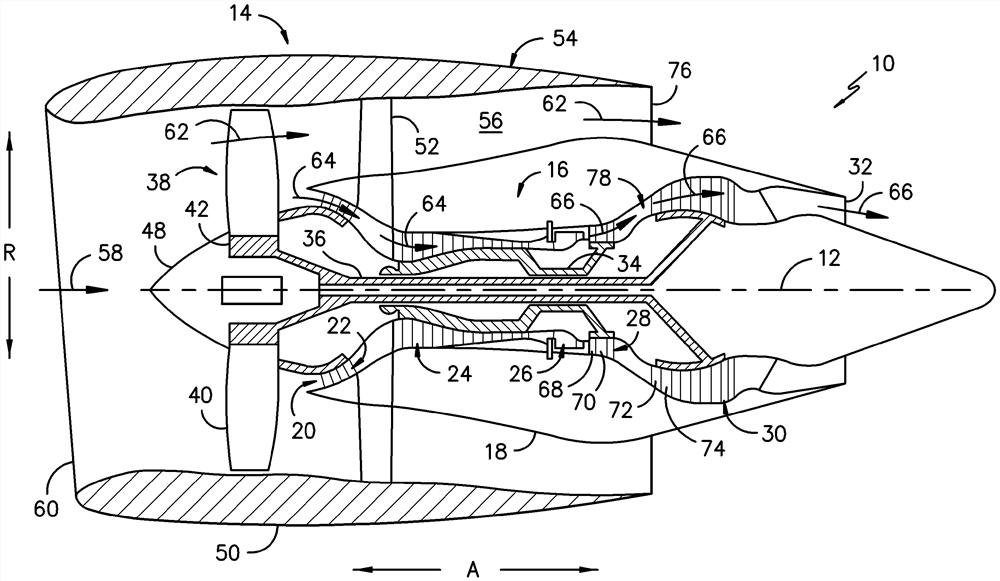
图1提供根据本主题的各种实施例的示例性燃气涡轮发动机的示意性截面图。
图2提供根据本主题的示例性实施例的工具的透视局部截面图,该工具接近复合物构件的后表面来开始在复合物构件中形成孔口。
图3提供根据本主题的示例性实施例的图2的工具的透视局部截面图,该工具接近复合物构件的前表面来完成在复合物构件中形成孔口。
图4提供根据本主题的示例性实施例的图2的复合物构件的一部分的前视图,其示出在复合物构件中形成的两个孔口。
图5提供根据本主题的示例性实施例的示出用于在复合物构件中形成孔口的方法的流程图。
具体实施方式
现在将详细地参照本主题出现的实施例,其一个或多个示例在附图中示出。详细的描述使用数字和字母标记来表示图中的特征。图和描述中相似或类似的标记用来表示本主题的相似或类似的零件。
词语“示例性”在本文中用来意指“用作示例、实例或例示”。本文中描述为“示例性”的任何实施方式不一定要解释为优于其它实施方式是优选或有利的。
如本文中使用的,用语“第一”、“第二”、“第三”等可能够互换地使用以将一个构件与另一个区别,且不意在表示各个构件的位置或重要性。
用语“前”和“后”表示燃气涡轮发动机或车辆内的相对位置,且表示通过燃气涡轮发动机或车辆的正常流体流径。例如,关于燃气涡轮发动机,前表示更接近于发动机入口的位置,且后表示更接近于发动机喷嘴或排气的位置。
用语“上游”和“下游”表示相对于流体通路中的流体流的相对方向。例如,“上游”表示流体流自的方向,且“下游”表示流体流向的方向。
除非本文中以其它方式指定,用语“联接”、“固定”、“附接到”等表示直接联接、固定或附接以及通过一个或多个中间构件或特征来间接联接、固定或附接。
除非上下文以其它方式清楚地指示,单数形式“一个”、“一种”和“该”包括复数对象。
如本文中在说明书和权利要求书各处使用的,近似语言适用于修饰在不引起它所涉及的基本功能上的改变的情况下可允许不同的任何量化表达。因此,由诸如“约”、“大约”和“大致”之类的一个或多个用语所修饰的值不限于所指定的精确值。在至少一些实例中,近似语言可对应于用于测量值的仪器的精度,或用于构造或制造构件和/或系统的方法或机器的精度。例如,近似语言可表示在百分之10的裕度内。
这里以及在说明书和权利要求书各处,除非上下文或语言以其它方式指示,范围限制被组合和互换,此类范围等同(identified)且包括包含于其中的所有子范围。例如,本文中公开的所有范围包括端点,且端点可彼此独立地组合。
现在参照图(其中相同的数字指示在图各处的相同元件),图1为根据本公开内容的示例性实施例的燃气涡轮发动机的示意性截面图。更特别地,对于图1的实施例,燃气涡轮发动机为高旁通涡轮风扇喷气发动机10,本文中称为“涡轮风扇发动机10”。如图1中示出的,涡轮风扇发动机10限定轴向方向A(与提供用于参考的纵向中心线12平行地延伸)和径向方向R。大体上,涡轮风扇10包括风扇区段14和设置在风扇区段14下游的核心涡轮发动机16。
所描绘的示例性核心涡轮发动机16大体上包括大致管状的外壳18,该外壳18限定环形入口20。外壳18包围(成串流关系):压缩机区段,该压缩机区段包括增压器或低压(LP)压缩机22和高压(HP)压缩机24;燃烧区段26;涡轮区段,该涡轮区段包括高压(HP)涡轮28和低压(LP)涡轮30;以及喷气排气喷嘴区段32。高压(HP)轴或转轴34将HP涡轮28传动地连接到HP压缩机24。低压(LP)轴或转轴36将LP涡轮30传动地连接到LP压缩机22。
对于所描绘的实施例,风扇区段14包括风扇38,该风扇38具有以间隔开的方式联接到盘42的多个风扇叶片40。如描绘的,风扇叶片40从盘42大体上沿径向方向R向外延伸。风扇叶片40和盘42可通过LP轴36一起围绕纵向轴线12旋转。在一些实施例中,可包括具有多个齿轮的动力齿轮箱,以用于将LP轴36的旋转速度降低至更高效的旋转风扇速度。
仍参照图1的示例性实施例,盘42由可旋转的前机舱48覆盖,该前机舱48使轮廓空气动力学地设定成促进气流通过多个风扇叶片40。另外,示例性风扇区段14包括环形风扇壳或外机舱50,其周向地包绕风扇38和/或核心涡轮发动机16的至少一部分。应了解的是,机舱50可构造成由多个周向间隔的出口引导静叶52相对于核心涡轮发动机16支承。而且,机舱50的下游区段54可在核心涡轮发动机16的外部部分上延伸,以便限定它们之间的旁通气流通路56。
在涡轮风扇发动机10的操作期间,某体积的空气58通过风扇区段14和/或机舱50的相关联的入口60进入涡轮风扇10。随着该体积的空气58横穿风扇叶片40,如由箭头62指示的空气58的第一部分引导或传送到旁通气流通路56中,且如由箭头64指示的空气58的第二部分引导或传送到LP压缩机22中。常见地,空气的第一部分62与空气的第二部分64之间的比称为旁通比。然后,随着空气的第二部分64传送通过高压(HP)压缩机24且传送到燃烧区段26中,空气的第二部分64的压力增加,在该燃烧区段26处空气的第二部分64与燃料混合且焚烧以提供燃烧气体66。
燃烧气体66传送通过HP涡轮28,在该HP涡轮28处来自燃烧气体66的热能和/或动能的一部分经由联接到外壳18的HP涡轮定子静叶68和联接到HP轴或转轴34的HP涡轮转子叶片70的连续级来获得,从而促使HP轴或转轴34旋转,由此支持HP压缩机24的操作。燃烧气体66然后传送通过LP涡轮30,在该LP涡轮30处热能和动能的第二部分从燃烧气体66经由联接到外壳18的LP涡轮定子静叶72和联接到LP轴或转轴36的LP涡轮转子叶片74的连续级来获得,从而促使LP轴或转轴36旋转,由此支持LP压缩机22的操作和/或风扇38的旋转。
燃烧气体66随后传送通过核心涡轮发动机16的喷气排气喷嘴区段32来提供推进推力。同时,随着空气的第一部分62在它从涡轮风扇10的风扇喷嘴排气区段76排出之前传送通过旁通气流通路56,空气的第一部分62的压力大致增加,还提供推进推力。HP涡轮28、LP涡轮30和喷气排气喷嘴区段32至少部分地限定热气体路径78,该热气体路径78用于使燃烧气体66传送通过核心涡轮发动机16。
在一些实施例中,涡轮风扇发动机10的构件可包括复合材料,诸如陶瓷基质复合物(CMC)材料,其具有高温能力。复合材料大体上包括嵌入基质材料(例如,陶瓷基质材料)中的纤维状增强材料。增强材料用作复合材料的承载成分,而复合材料的基质用来将纤维结合在一起且用作介质,外部施加的应力通过该介质来传送和分配到纤维。
示例性CMC材料可包括碳化硅(SiC)、硅、二氧化硅或氧化铝基质材料和其组合。陶瓷纤维可嵌入基质内,诸如,包括像蓝宝石和碳化硅(例如,Textron的SCS-6)的单丝的氧化稳定增强纤维,以及粗纱和纱线,该粗纱和纱线包括碳化硅(例如,Nippon Carbon的NICALON®、Ube Industries的TYRANNO®和Dow Corning的SYLRAMIC®)、硅酸铝(例如,3M的Nextel 440和480)以及短切晶须和纤维(例如,3M的Nextel 440和SAFFIL®),以及可选的陶瓷颗粒(例如,Si、Al、Zr、Y的氧化物和其组合)和无机填料(例如,叶蜡石、钙硅石、云母、滑石、蓝晶石和蒙脱土)。例如,在某些实施例中,纤维束(其可包括陶瓷耐火材料涂层)形成为增强带,诸如单向增强带。多个带可搁置在一起(例如,作为层片)以形成预制构件。在形成预制件之前或在预制件形成之后,纤维束可用浆料组合物来浸渍。预制件然后可经历热处理,诸如固化或烧尽以在预制件中产生高炭残余物,且随后经历化学处理,诸如用硅熔融渗透,以得到由具有期望的化学组合物的CMC材料形成的构件。在其它实施例中,CMC材料可形成为例如碳纤维布,而不是形成为带。
转到图2-5,提供用于在CMC构件中形成孔口的各种方法。在示例性实施例中,用于在CMC构件100中形成孔口102的方法200包括确定孔口102在构件100上的位置104,如图5中202处示出的。更特别地,位置104是在构件100上孔口102形成处,例如,通过如本文中进一步描述的那样钻削或磨削。如204处示出的,方法200还可包括确定孔口102的最终尺寸d
在示例性实施例中,所选择的工具106的工具尺寸在孔口102的最终尺寸d
如图5中208处描绘的,方法200还可包括选择用工具106切削CMC构件100所成的角度α。方法还可包括为工具106选择切削速度,如图5中210处示出的。切削速度可为工具106的切削表面108操作以切削构件100所处的速度,且切削速度可受工具106限制。例如,可期望以一定的速度操作工具106,例如以缩短制造时间,但特定的工具106可不能够以该一定的速度操作。在示例性实施例中,切削速度在每分钟400表面英尺(SFM)至1500 SFM的范围内。在一些实施例中,切削速度在900 SFM至1100 SFM的范围内。
虽然图5中以特定的顺序描述和示出,将理解的是,方法200的202到210处示出的操作不需要以示出的顺序执行。例如,孔口102的位置104不需要在确定孔口102的最终尺寸d
如212处示出的,在确定或选择诸如孔口尺寸、工具尺寸、工具角度和切削速度之类的参数之后,方法200可包括用工具106切削构件100的后表面110。更特别地,如图2中示出的,工具的切削表面108可成角度α定位,且将了解的是,切削构件100的后表面110包括在孔口102的位置104处切削后表面110。即,在构件100上预定的孔口位置104处切削后表面110。如图2中示出的,工具106可遵循由虚线描绘的路径来接近构件100。此外,如先前描述的,工具106的尺寸选择成使得工具尺寸的尺寸(例如,切削表面108的直径)小于孔口102的最终尺寸d
角度α可相对于后表面110测量,且可不垂直于后表面110,即,小于90°。在一些实施例中,角度相对于构件100的后表面110在5°至80°的范围内。在此外的实施例中,角度相对于构件100的后表面110在10°至60°的范围内。在还其它的实施例中,角度相对于构件100的后表面110在30°至50°的范围内。关于特定构件100的角度α可取决于构件100在孔口位置104处的几何形状以及由构件几何形状所允许以用于工具106切削后表面110的间隙。因此,从一个构件100到另一构件100或从关于第一孔口102的一个位置104到关于第二孔口102的另一位置104,所选择的角度α可不同。
如图5中214处示出的,方法200还可包括切穿孔口102至它的最终尺寸d
在一些实施例中,工具106(例如,工具106的切削表面108)可在工具106切削构件100以形成孔口102时冷却。例如,在图5中212和214处示出的切削操作中的一者或两者期间,方法200可包括使冷却剂C在工具106内沿流径114循环。可邻近切削表面108限定流径114的至少一部分,例如,使得冷却剂C邻近切削表面108流动以冷却切削表面108。另外或备选地,在图5中212和214处示出的切削操作中的一者或两者期间,方法200可包括在切削时用流体F冲洗孔口102。作为示例,在工具106切削构件100的后表面110时,流体F可流入和流出孔口102。流体F可有助于从孔口102去除碎屑(例如,构件100的切削颗粒或碎片)和/或可有助于在工具106切削构件100时冷却工具106。
如上文描述的,工具106的切削速度可在如图5中212处示出的那样用工具106切削后表面110(其随后是如214处示出的那样切穿孔口102,例如从前表面112)之前选择。在一些实施例中,可使用第一切削速度来切削后表面110,且可使用与第一切削速度不同的第二切削速度来完成构件100的切穿以完全限定孔口102。例如,可在切削后表面110时使用第一切削速度,且可在切削前表面112时使用第二切削速度。更特别地,可在切削后表面110时使用具有第一工具尺寸(例如,第一直径)的第一工具106,且可在切削前表面112时使用具有第二工具尺寸(例如,第二直径)的第二工具106。在一个实施例中,第一工具106小于第二工具106,且在切削后表面110时使用的第一切削速度比用来完成构件100切穿的第二切削速度更快。在其它实施例中,相同的切削速度可用于两种切削操作,例如,用于切削后表面110以及前表面112。此外,工具或机器的能力和/或材料的能力可为对切削速度的限制因素。例如,对于具有不同工具尺寸且以相同切削速度(例如,按每分钟表面英尺)操作的第一工具106和第二工具106,具有较小工具尺寸的工具将以较高的RPM(每分钟转数)操作。工具106以较高的RPM操作的能力可为对切削速度的限制因素,例如,可需要选择较慢的切削速度来在工具可容许的范围内降低工具106的RPM。作为另一示例,切削速度可受构件100的材料的能力所限制。在一些实施例中,切削速度可具有1500 SFM(基于材料在该速度下容许切削或磨削而不破损、碎裂、开裂或以其它方式劣化或发展出缺陷的能力)的上限。
可使用任何适当的工具106来切削、磨削、钻削或以其它方式形成孔口102。在示例性实施例中,工具106是空心钻。在此类实施例中,切削表面108可为金刚石浸渍的切削表面,且在还此外的实施例中,空心钻可为金刚石浸渍的钻,其中冷却剂C循环通过钻的中心。空心钻典型地去除材料圆柱;因此,在工具106为空心钻的情况下,工具106可在构件100上的位置104处去除CMC材料圆柱。
在其中工具106为空心钻的实施例中,方法200可包括确定孔口102的位置104和孔口102的最终尺寸d
因此,本主题提供用于在构件(特别是CMC构件)中形成孔或孔口的方法和设备。更特别地,本主题提供用于在CMC构件中形成孔口的方法,该方法包括用成角度定位的切削工具切削CMC构件,以及首先在构件的一个表面上切削CMC构件,以及从构件的相反表面完成切削。从一侧进行此类成角度的切削、磨削或加工(随后是从相反侧完成切削)可有助于减小缺陷,诸如碎裂、开裂或其它类型的材料破损,其典型地源于切削CMC材料。换句话说,成角度刻划(score)CMC构件的后表面可有助于减小可通过CMC材料的切削所出现的缺陷和/或不符合的构件。在一个比较中,传统的直通或不成角度的钻削或切削具有大约50%的首次产率,而使用本文中描述的方法的切削或钻削具有大约85%的首次产率。还可实现可接受构件产率上的其它改进。此外,本文中描述的方法和设备具有用于在加工时减小缺陷且增加零件或构件产率的其它特征。如本文中描述的,用于在CMC构件中形成孔口的方法可包括选择小于孔口的最终或完成尺寸的切削工具尺寸。然后可使用较小尺寸的工具来从构件的一侧开始孔口且从构件的相反侧完成孔口。较小的工具尺寸(连同在相反侧上完成之前在一侧上刻划构件)可有助于减小构件缺陷且增加可接受构件的产率。还可根据本主题的这些和/或其它方面来实现其它优点和益处。
本发明的此外方面由以下条款的主题提供:
1. 一种用于在陶瓷基质复合物(CMC)构件中形成孔口的方法,该方法包括:基于孔口的最终尺寸,选择具有某工具尺寸和切削表面的工具;选择用工具切削构件所成的角度;用工具切削构件的后表面,该工具的切削表面成该角度定位;使工具相对于构件重新定位;以及切穿孔口至它的最终尺寸。
2. 任何前述条款的方法,其中切穿孔口至它的最终尺寸包括从前表面切削构件,该前表面与后表面相反。
3. 任何前述条款的方法,其中从前表面切削构件包括在工具的切削表面垂直于前表面定位的情况下切削构件。
4. 任何前述条款的方法,其中切削构件的后表面包括在孔口的预定位置处切削后表面至小于构件在孔口的预定位置处厚度的深度。
5. 任何前述条款的方法,其中工具选择成具有在孔口的最终尺寸的60%至90%的范围内的工具尺寸。
6. 任何前述条款的方法,其中工具选择成具有在孔口的最终尺寸的65%至80%的范围内的工具尺寸。
7. 任何前述条款的方法,其中角度选择成相对于构件的后表面在5°至80°的范围内。
8. 任何前述条款的方法,其中角度选择成相对于构件的后表面在10°至60°的范围内。
9. 任何前述条款的方法,还包括在切削构件的后表面时用流体冲洗孔口。
10. 任何前述条款的方法,还包括选择用于切削构件的后表面的切削速度,其中切削速度在每分钟400表面英尺(SFM)至1500 SFM的范围内。
11. 任何前述条款的方法,其中切削速度在900 SFM至1100 SFM的范围内。
12. 任何前述条款的方法,其中工具是空心钻,且工具尺寸是切削表面的直径。
13. 任何前述条款的方法,还包括使冷却剂在空心钻内沿流径循环,其中流径的至少一部分邻近切削表面。
14. 任何前述条款的方法,其中工具选择成具有在孔口的最终尺寸的60%至90%的范围内的切削表面的直径,且其中角度选择成相对于后表面在10°至60°的范围内。
15. 任何前述条款的方法,其中构件具有需要空心钻成角度定位以切削后表面的几何形状。
16. 任何前述条款的方法,其中切削构件的后表面包括在孔口的预定位置处切削后表面至小于构件在孔口的预定位置处厚度的深度,且其中切穿孔口至它的最终尺寸包括从与后表面相反的前表面切削构件。
17. 一种用于在陶瓷基质复合物(CMC)构件中形成孔口的方法,该孔口在预定位置处和在预定的最终尺寸下在前表面与相反的后表面之间延伸穿过构件,该方法包括选择具有某工具尺寸和切削表面的工具;选择用工具切削构件的后表面所成的小于90°的角度,其中构件具有防止工具对后表面成90°角对准的几何形状;在孔口的预定位置处用工具切削构件的后表面至小于构件厚度的深度,工具的切削表面成该角度定位;以及从前表面切穿孔口至预定的最终尺寸。
18. 任何前述条款的方法,其中工具选择成具有在孔口的最终尺寸的60%至90%的范围内的工具尺寸,且其中角度选择成相对于构件的后表面在5°至80°的范围内。
19. 任何前述条款的方法,其中以第一切削速度切削后表面,且以与第一切削速度不同的第二切削速度从前表面切削。
20. 一种用于在陶瓷基质复合物(CMC)构件中形成孔口的方法,该方法包括:基于孔口的最终尺寸,选择具有某切削直径和切削表面的空心钻;选择用空心钻切削构件所成的角度;用空心钻切削构件的后表面,空心钻的切削表面成该角度定位;以及从构件的前表面切穿孔口至它的最终尺寸,前表面与后表面相反,空心钻的切削表面垂直于前表面定位。
该书面描述使用示例来公开本发明(包括最佳模式),且还使本领域的任何技术人员能够实施本发明,包括制作和使用任何装置或系统以及执行任何结合的方法。本发明的可申请专利的范围由权利要求书限定,且可包括本领域技术人员想到的其它示例。如果此类其它示例包括不异于权利要求书的字面语言的结构元件,或如果它们包括带有与权利要求书的字面语言非实质性差异的等同结构元件,此类其它示例意在处于权利要求书的范围内。
- 用于在复合物构件中形成孔口的方法和设备
- 用于检测提升构件中的裂缝形成的方法和设备