一种空调底盘自动成型模具
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及空调底盘制造技术领域,尤其是涉及一种空调底盘自动成型模具。
背景技术
随着人们生活水平的不断提高,空调已经成为了人们生活的重要组成部分。现阶段的空调的种类多样,用于室内的空调可以分为分体式空调、一体式空调和中央空调。分体式空调包括室内机和室外机,由于室外机长期暴露在露天环境中,而外壳又是室外机来地域露天环境的最重要零件。
底盘是空调室外机外壳的重要组成部分,因为底盘的制作要经历成型、冲孔、折弯等工序。现阶段的技术需要多名工人、多台设备和多道工序才可以使底盘成型。因此,如何快速有效的制造室外机底盘就成为了亟待解决的问题。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种生产效率高、安全性高的空调底盘自动成型模具。
本发明的目的可以通过以下技术方案来实现:
一种空调底盘自动成型模具,包括上托板、上垫脚、上模座、夹板、上脱板、下模板、下模座、下垫脚、下托板和导向单元;所述的上垫脚一端与上托板相连,另一端与上模座相连;所述的夹板与上模座相连;所述的上脱板与夹板相连;所述的下垫脚一端与下托板相连,另一端与下模座相连;所述的下模板安装在下模座上;所述的导向单元一端与上模座相连,另一端与下模座相连,其特征在于,所述的模具还包括安装在上模座上的冲子,所述的下模板内设有用于容置上脱板的凹槽。
优选地,所述的上脱板上设有上凸模和上凹模;所述的下模板上设有与上凸模相匹配的下凹模以及与上凹模相匹配的下凸模。
优选地,所述的冲子包括冲孔件、翻孔件、抽芽件和上半剪冲块。
更加优选地,所述的冲孔件包括圆形孔冲孔件和矩形孔冲孔件。
更加优选地,所述的下模板上设有与冲孔件相对应的冲孔入块;所述的下模板上设有与翻孔件相对应的翻孔入块、翻孔凹模和翻孔内脱块;所述的翻孔凹模安装在翻孔入块上;所述的翻孔内脱块与翻孔入块相连;所述的下模板上设有与上半剪冲块相对应的下半剪冲块和剪冲内脱块,该内脱块与剪冲入块相连。
更加优选地,所述的剪冲内托板和下模板之间设有弹簧。
优选地,所述的导向单元包括垫块、导柱、导套和弹簧;所述的垫块和导套的数量均为两个;所述的两个导套分别与两个垫块相连;所述的导柱的两端分别与两个导套活动连接;所述的弹簧套设在导柱上,并且安装在两个导套之间。
优选地,所述的模具还包括限位单元,该限位单元包括上模座限位块和下模座限位块;所述的上模座限位块和下模座限位块通过螺丝分别与上模座和下模座相连,并且上模座限位块和下模座限位块的位置相对应。
优选地,所述的模具在夹板和下模板之间还设有定位销;所述的定位销一端与夹板固定连接;所述的下模板上设有用于容置定位销的盲孔;在模具运行时,定位销的另一端位于盲孔内。
与现有技术相比,本发明具有以下优点:
一、同时对底盘进行成型、冲孔和折弯操作,提高生产效率:本发明中的底盘成型模具可以同时对底盘进行成型、冲孔和折弯操作,相比于传统的流水线的工作方式,大大提高了生产效率。
二、安全性高:本发明中的底盘成型模具通过在上模座和下模座之间设置限位单元,在模具运行时通过对上模和下模的限位,可以大大降低模具故障概率,提高装置的安全性能。
三、制造成本低:本发明中的底盘成型模具替代传统的流水线工作方式,大大降低了在制造底盘时的人力成本。
四、制造精度高:本发明中的冲子均通过入块与下模板、凹模或者下半剪冲块相连,入块的设置可以起到对冲子的定位和引导作用,可以大大提高底盘成品的制造精度。
附图说明
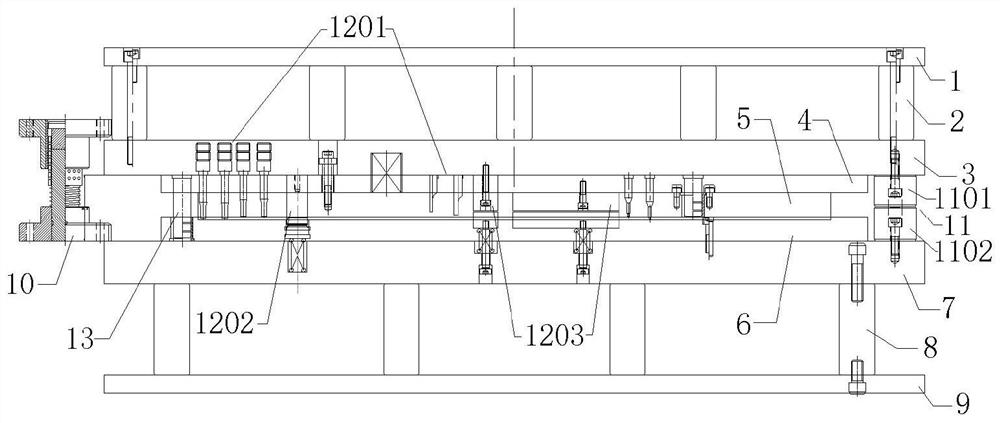
图1为本发明的结构示意图;
图2为本发明中上脱板的结构示意图。
图中标号所示:
1、上托板,2、上垫脚,3、上模座,4、夹板,5、上脱板,6、下模板,7、下模座,8、下垫脚,9、下托板,10、导向单元,11、限位单元,12、冲子,13定位销,1101、上模座限位块,1102、下模座限位块,1201、冲孔件,1202、翻孔件,1203、上半剪冲件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。
本发明涉及一种空调底盘自动成型模具,其结构如图1所示,包括上托板1、上垫脚2、上模座3、夹板4、上脱板5、下模板6、下模座7、下垫脚8、下托板9、导向单元10和安装在上模座3上的冲子,下模板6内设有用于容置上脱板5的凹槽,当上托板5移动至下模板6内就可以完成对底盘的折弯操作。
在上脱板5上设有上凸模和下凹模,下模板6上设有与上凸模相匹配的下凹模以及与上凹模相匹配的下凸模,凹模和凸模的设置可以在模具运行时获得底盘的突起和凹槽形状。
本实施例中的安装在上模座3上的冲子包括冲孔件1201、翻孔件1202、抽芽件和上半剪冲块1203,根据最终需要获得的底盘的形状,在上模座3的相应的位置安装现有的冲子。
本实施例中的冲孔件包括圆形孔冲孔件和矩形孔冲孔件,均安装在上模座3上,与所需圆形孔或矩形孔的位置相对应。
在下模板6上设有与冲孔件相对应的冲孔入块。下模板6上设有与翻孔件相对应的翻孔入块、翻孔凹模和翻孔内脱块,翻孔凹模安装在翻孔入块上;所述的翻孔内脱块与翻孔入块相连。下模板6上还设有与剪冲件相对应的下半剪冲块和剪冲内脱块,该内脱块与剪冲入块相连。通过设置入块,来对冲子进行定位,避免模具出现故障,并提高底盘成品的精度。
本实施例在在剪冲内脱板和下模板6之间设有弹簧,能够保证装置稳定运行。
本实施例中的上脱板5的结构如图2所示,上脱板5和下模板6的结构与实际所需的底盘的结构相匹配,安装在上模座3上的冲子以及安装在下模板6上与冲子相对应的入块和内脱块均为既有的产品,其数量、型号和安装位置可以根据实际需求选取,本发明不做限定。
导向单元10包括垫块、导柱、导套和弹簧,垫块和导套的数量均为两个,两个导套分别与两个垫块相连,导柱的两端分别与两个导套活动连接,弹簧套设在导柱上,并且安装在两个导套之间。
本实施例中的模具还包括限位单元11,该限位单元包括上模座限位块1101和下模座限位块1102,上模座限位块1101和下模座限位块1102通过螺丝分别与上模座3和下模座7相连,并且上模座限位块1101和下模座限位块1102的位置相对应。限位单元的设置,提高了模具工作时的安全性,保证模具安全平稳的运行。
本实施例中的模具在夹板和下模板之间还设有定位销,定位销的一端与夹板固定连接,下模板上设有用于容置定位销的盲孔,在模具运行时,定位销的另一端位于盲孔内。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
- 一种空调底盘自动成型模具
- 一种空调底盘自动成型模具