一种摇摆式玻璃安瓿瓶生产加热装置
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及玻璃瓶制造技术领域,尤其涉及一种摇摆式玻璃安瓿瓶生产加热装置。
背景技术
安瓿瓶的制造工艺一般采用立式安瓿瓶生产线。多个工位均布在同一个公装置上,公转装置能够带动多个工位沿公转装置的中心作公转,每个工位自身还能够自传。每个工位上均对应设置有上夹头、下夹头和火焰燃烧喷头,升降驱动装置能够驱动下夹头上升,下夹头上升承接并夹紧上夹头传送来的玻璃管,而后,上下夹头分别夹持玻璃管的两端。
工位公转和自转期间,多个工位依次经过多个火焰燃烧喷头,使工位上的上下夹头夹持的玻璃管的加热处旋转加热成可塑状态。为维持加热状态,单个火焰燃烧喷头能够进行摇摆式旋转,以跟对应的一个工位的公转同步。
升降驱动装置驱动下夹头下降,将玻璃管的加热处拉成曲线状的瓶颈,待瓶颈固定成型后;加热玻璃管的瓶颈上方,而后升降驱动装置驱动下夹头下降,拉断瓶颈上方,然后下夹头松开玻璃管,将该玻璃管脱离下夹头,落入接瓶装置中。
然而,相关技术中的每个工位对应设置一个接瓶装置,使得接瓶装置的数量过多,制颈后的玻璃管散落在不同的接瓶装置中,还需要通过一转运装置将所有玻璃管收集汇总;而后,通过另一转运装置将收集汇总的玻璃瓶送入后续处理工位,以进行制瓶口、制瓶底、灌注药液和封瓶口的处理。两个转运装置分别进行汇总转运和后续推送转运,使得整体转运时间增多,生产工作效率降低。
因此,有必要提供一种新的摇摆式玻璃安瓿瓶生产加热装置,以解决上述技术问题。
发明内容
本发明提供一种摇摆式玻璃安瓿瓶生产加热装置,解决了相关技术中的玻璃瓶整体转运耗时过多,且生产效率较低的技术问题。
为解决上述技术问题,本发明提供的摇摆式玻璃安瓿瓶生产加热装置,包括公转装置、加热装置以及多个上夹头、下夹头、升降装置与自转装置,所述公转装置与所述加热装置间隔设置;
所述公转装置包括第一公转盘、第二公转盘、第三公转盘、承接盘、转轴、驱动装置以及多个承接座;所述转轴依次贯穿所述第一公转盘、所述第二公转盘、所述第三公转盘与所述承接盘后,与所述驱动装置连接,所述承接座固设于所述承接盘,多个所述承接座围绕所述承接盘的圆心设置,所述第三公转盘上开设有弧形缺口,所述弧形缺口朝向所述承接座设置;其中,所述上夹头、所述下夹头、所述承接座、所述升降装置与所述自转装置一一对应设置,所述上夹头转动安装于所述第一公转盘,所述下夹头的顶端转动安装于所述第二公转盘,所述自转装置设于所述下夹头的底端;
所述升降装置包括U形块、导杆、螺纹杆、转动电机、第一齿轮、齿条板及收纳管,所述U形块具有一槽口,所述下夹头的底端伸入该槽口内,并与所述U形块抵接,所述导杆的一端贯穿所述U形块,并与所述U形块滑动连接,所述导杆的另一端与所述第三公转盘连接,所述螺纹杆的一端贯穿所述U形块,并与所述U形块螺纹连接,所述螺纹杆的另一端与所述第一齿轮固定连接,所述第一齿轮与所述转动电机的驱动轴连接,所述转动电机固设于所述第三公转盘,所述齿条板与所述第一齿轮啮合,所述收纳管与所述齿条板背离所述转动电机的一端连接,所述收纳管与所述第三公转盘滑动连接,并能够自所述下夹头的下方滑动至所述弧形缺口的上方。
优选地,所述公转装置还包括弧形壁板,所述弧形壁板与所述承接盘连接,且所述弧形壁板位于所述第三公转盘与所述承接盘之间,其中,所述承接座与所述弧形壁板相邻设置。
优选地,所述承接座包括第一座体与第二座体,所述第一座体与所述第二座体间隔设置,其中,所述弧形缺口朝向所述第一座体设置,所述第一座体与所述弧形壁板相邻设置。
优选地,所述第一座体具有一圆弧端,所述弧形缺口朝向所述圆弧端设置。
优选地,所述公转装置还包括底座,所述底座用于支撑所述驱动装置。
优选地,所述弧形缺口位于所述升降装置与所述转轴之间。
优选地,所述升降装置位于所述弧形缺口与所述转轴之间。
优选地,所述齿条板位于所述导杆与所述螺纹杆之间。
优选地,所述收纳管的宽度小于或者等于所述弧形缺口的宽度。
优选地,所述弧形壁板的顶端与所述第三公转盘抵接。
本发明提供的摇摆式玻璃安瓿瓶生产加热装置,通过所述转动电机转动,带动第一齿轮和螺纹杆转动,从而带动所述U形块上下升降运动,以实现下夹头的升降运动;所述第一齿轮的转动还会带动齿条板与收纳管的运动,实现收纳管接收下夹头释放的制颈完成的玻璃管,以及将该玻璃管通过弧形缺口释放至承接盘的承接座上;
本发明提供的摇摆式玻璃安瓿瓶生产加热装置,将完成制颈的玻璃瓶均汇总收集到一个承接盘的承接座上,并且,制颈步骤与收集步骤衔接有序,运行无阻,避免设置多个收瓶装置,省略了从收瓶装置中收集汇总玻璃瓶的转运步骤,省略了从收瓶装置中汇总玻璃瓶的转运装置,一定程度减少机构设置,缩短整体转运玻璃瓶的时间,提高了生产效率。
附图说明
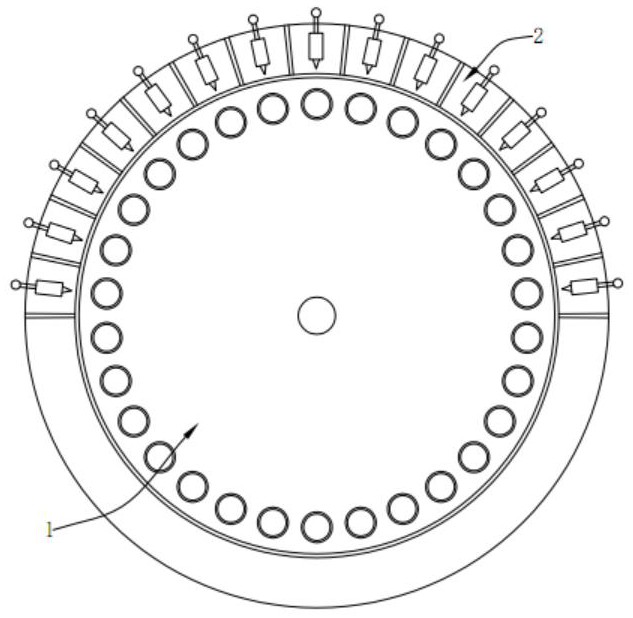
图1为本发明提供的摇摆式玻璃安瓿瓶生产加热装置的俯视图;
图2为图1所示的摇摆式玻璃安瓿瓶生产加热装置的正视图;
图3为图2所示的第三公转盘的结构示意图;
图4为图2所示的承接盘与承接座的装配图;
图5为图2所示的A部放大图;
图6为图5所示的升降装置、承接盘与承接座的一操作原理图;
图7为图5所示的升降装置、承接盘与承接座的另一操作原理图;
图8为图5所示的下夹头的剖视图。
图中标号:
1-公转装置、2-加热装置、3-上夹头、4-下夹头、5-升降装置、6-自转装置;
11-第一公转盘、12-第二公转盘、13-第三公转盘、14-承接盘、15-转轴、16-驱动装置、17-承接座、18-弧形壁板、19-底座;111-弧形缺口;
171-第一座体、172-第二座体;
41-转动筒、42-转动管、43-安装环、44-夹持杆、45-第一弹性件、46-转动齿轮、47-升降块、48-固定件、49-第二弹性件;
411-垂直部、412-第一倾斜部、413-第二倾斜部、414-环绕部;
51-U形块、52-导杆、53-螺纹杆、54-转动电机、55-第一齿轮、56-齿条板、57-收纳管;
21-支撑座、22-火焰喷头;
61-驱动电机、62-第二齿轮。
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供一种摇摆式玻璃安瓿瓶生产加热装置。
请结合参阅图1至图5,在本发明的一实施例中,摇摆式玻璃安瓿瓶生产加热装置,包括公转装置1、加热装置2以及多个上夹头3、下夹头4、升降装置5与自转装置6,所述公转装置1与所述加热装置2间隔设置;
所述公转装置1包括第一公转盘11、第二公转盘12、第三公转盘13、承接盘14、转轴15、驱动装置16以及多个承接座17;所述转轴15依次贯穿所述第一公转盘11、所述第二公转盘12、所述第三公转盘13与所述承接盘14后,与所述驱动装置16连接,所述承接座17固设于所述承接盘14,多个所述承接座17围绕所述承接盘14的圆心设置,所述第三公转盘13上开设有弧形缺口111,所述弧形缺口111朝向所述承接座17设置;其中,所述上夹头3、所述下夹头4、所述承接座17、所述升降装置5与所述自转装置6一一对应设置,所述上夹头3转动安装于所述第一公转盘11,所述下夹头4的顶端转动安装于所述第二公转盘12,所述自转装置6设于所述下夹头4的底端;
所述升降装置5包括U形块51、导杆52、螺纹杆53、转动电机54、第一齿轮55、齿条板56及收纳管57,所述U形块51具有一槽口,所述下夹头4的底端伸入该槽口内,并与所述U形块51抵接,所述导杆52的一端贯穿所述U形块51,并与所述U形块51滑动连接,所述导杆52的另一端与所述第三公转盘13连接,所述螺纹杆53的一端贯穿所述U形块51,并与所述U形块51螺纹连接,所述螺纹杆53的另一端与所述第一齿轮55固定连接,所述第一齿轮55与所述转动电机54的驱动轴连接,所述转动电机54固设于所述第三公转盘13,所述齿条板56与所述第一齿轮55啮合,所述收纳管57与所述齿条板56背离所述转动电机54的一端连接,所述收纳管57与所述第三公转盘13滑动连接,并能够自所述下夹头4下方滑动至所述弧形缺口111的上方。
请再次参阅图2,本实施例中,所述驱动装置16用于驱动所述转轴15转动,以实现所述第一公转盘11、第二公转盘12、第三公转盘13及承接盘14的公转。
本发明提供的摇摆式玻璃安瓿瓶生产加热装置,通过所述转动电机54转动,带动第一齿轮55和螺纹杆53转动,从而带动所述U形块51上下升降运动,以实现下夹头4的升降运动;所述第一齿轮55的转动还会带动齿条板56与收纳管57的运动,实现收纳管57接收下夹头4释放的制颈完成的玻璃管,以及将该玻璃管通过弧形缺口111释放至承接盘14的承接座17上;
本发明提供的摇摆式玻璃安瓿瓶生产加热装置,将完成制颈的玻璃瓶均汇总收集到一个承接盘14的承接座17上,并且,制颈步骤与收集步骤衔接有序,运行无阻,避免设置多个收瓶装置,省略了从收瓶装置中收集汇总玻璃瓶的转运步骤,省略了从收瓶装置中汇总玻璃瓶的转运装置,一定程度减少机构设置,缩短整体转运玻璃瓶的时间,提高了生产效率。
请结合参阅图4和图7,所述公转装置1还包括弧形壁板18,所述弧形壁板18与所述承接盘14连接,且所述弧形壁板18位于所述第三公转盘13与所述承接盘14之间,其中,所述承接座17与所述弧形壁板18相邻设置。所述弧形壁板18的设置,能够避免完成制颈的玻璃管外落至承接盘14外,保障玻璃管的安全输送。并且,弧形壁板18并没有完全围绕所述承接盘14设置,使得承接盘14的侧面具有较大的避让空间,以方便外置的转运装置将承接座17上的玻璃瓶转运至下一个加工工位。
作为本实施例的一种优选的方式,所述弧形壁板18的顶端与所述第三公转盘13抵接。
所述承接座17包括第一座体171与第二座体172,所述第一座体171与所述第二座体172间隔设置,其中,所述弧形缺口111朝向所述第一座体171设置,所述第一座体171与所述弧形壁板18相邻设置;从而优化所述承接座17的结构,节约承接座17的材料成本。
所述第一座体171具有一圆弧端,所述弧形缺口111朝向所述圆弧端设置。所述圆弧端的设置,能够方便对自所述弧形缺口111下落而来的玻璃管定位。
请再次参阅图2,所述公转装置1还包括底座19,所述底座19用于支撑所述驱动装置16。从而保证驱动装置16的稳定设置。
请结合参阅图2和图5,在一实施例中,所述弧形缺口111可以位于所述升降装置5与所述转轴15之间。
可以理解,另一实施例中,所述升降装置5也可以位于所述弧形缺口111与所述转轴15之间。仅需满足升降装置5的正常工作即可。用户可以根据实际生产的空间设置,进行灵活的位置调整。
在一实施例中,所述齿条板56可以位于所述导杆52与所述螺纹杆53之间。在另一实施例中,所述导杆52与所述螺纹杆53可以位于所述第一齿轮55的一侧,所述齿轮板可以位于所述第一齿轮55的另一侧,仅需满足收纳管57接收和转运所述玻璃管即可。
所述收纳管57的宽度小于或者等于所述弧形缺口111的宽度。优选的,所述收纳管57的宽度小于所述弧形缺口111的宽度,以便于收纳管57中的玻璃管更方便的下落。
请再次参阅图5,本实施例中,所述加热装置2包括支撑座21与火焰喷头22,所述支撑座21与所述公转装置1间隔设置,所述火焰喷头22设于所述支撑座21。
本实施例中,进入玻璃管制作瓶颈步骤前,所述上夹头3与所述下夹头4分别夹紧所述玻璃管的两端。当拉断制颈完成的玻璃管后,所述下夹头4释放该玻璃管;当需要再次进入制作瓶颈步骤时,所述上夹头3释放玻璃管,待下夹头4夹紧玻璃管后,又再次夹紧玻璃管。
所述上夹头3可以直接通过控制器或其他电子设备控制夹紧和释放,所述下夹头4可以直接通过升降装置5控制夹紧和释放。
请参阅图8,作为下夹头4的一种优选的方式,下夹头4可以包括转动筒41、转动管42、安装环43、夹持杆44、升降块47、转动齿轮46和第一弹性件45。所述转动筒41转动安装于第二公转盘12;所述转动管42的一端伸入所述转动筒41内;所述安装环43设于所述转动管42的一端;多个所述夹持杆44环绕所述转动管42设置,各所述夹持杆44的一端依次贯穿所述安装环43与所述转动管42,各所述夹持杆44的一端通过第一弹性件45与所述安装环43弹性连接,各所述夹持杆44的另一端与所述转动筒41抵接;所述升降块47固设于所述转动管42的另一端;所述转动管42贯穿所述转动齿轮46,且所述转动齿轮46与所述转动管42滑键连接;其中,所述转动筒41包括依次连接的第一倾斜部412、垂直部411、第二倾斜部413与环绕部414,所述第一倾斜部412与所述第二倾斜部413分别自所述垂直部411的两端,沿背离所述转动管42的方向倾斜延伸而成,所述环绕部414与所述转动管42滑键连接。
所述下夹头4还包括固定件48与第二弹性件49,所述固定件48固设于所述转动管42的外壁,且所述固定件48位于所述安装环43与所述转动齿轮46之间,所述第二弹性件49弹性连接所述固定件48与所述环绕部414。
本实施例中,所述滑接连接是现有技术中键连接的一种形式,具体是指,转动管42的外壁上开设有滑槽,滑槽内设有滑动键,滑动键与所述滑槽滑动连接,滑动键与所述转动管42滑键连接的元件固定连接。连接元件可以驱动或跟随所述转动管42转动,连接元件与转动管42之间可以沿滑槽的延伸方向发生相对滑动。
本实施例中,所述升降块47的一端伸入所述U形块51的槽口内,并与所述U形块51抵接。
所述参阅图7,所述自转装置6包括驱动电机61与第二齿轮62,所述驱动电机61设于所述升降块47的另一端,所述第二齿轮62与所述驱动电机61的驱动轴连接,并与所述转动齿轮46啮合。
请结合参阅图5至图7,本发明提供的摇摆式玻璃安瓿瓶生产加热装置的一种较优工作原理如下:
所述转动电机54逆时针转动,并带动第一齿轮55和螺纹杆53逆时针转动,从而带动所述U形块51向下运动,并带动所述下夹头4向下运动;以最终实现所述下夹头4拉断制作瓶颈完成的玻璃管;
与此同时,所述第一齿轮55的逆时针转动还会带动齿条板56与收纳管57的运动,使得所述收纳管57移动至所述下夹头4的正下方;
当所述下夹头4拉断制作瓶颈完成的玻璃管,所述下夹头4释放该玻璃管时,该玻璃管自下夹头4落入所述收纳管57内;
所述转动电机54顺时针转动,并带动第一齿轮55、螺纹杆53顺时针转动,从而带动所述U形块51向上运动,并带动所述下夹头4向上运动;以承接所述上夹头3输送而来的待制颈的玻璃管;
与此同时,所述第一齿轮55的顺时针转动还会带动齿条板56与收纳管57的运动,收纳管57内的玻璃管跟随收纳管57运动,使得所述收纳管57移动至所述弧形缺口111的正上方,收纳管57内的玻璃管自所述弧形缺口111落入所述承接座17。
重复上述步骤,所述玻璃管制作瓶颈的加工步骤与制颈后的玻璃瓶收集步骤,衔接无阻进行。
落入所述承接座17的玻璃管,可以由外置的转运装置输出至其他处理工位,以进行后续的加工处理。
本发明提供的摇摆式玻璃安瓿瓶生产加热装置,将完成制颈的玻璃瓶均汇总收集到为一个承接盘14的承接座17上,并且,制颈步骤与收集步骤衔接有序,运行无阻,避免设置多个收瓶装置,省略了从收瓶装置中收集汇总玻璃瓶的转运步骤,省略了从收瓶装置中汇总玻璃瓶的转运装置,一定程度减少机构设置,缩短整体转运玻璃瓶的时间,提高了生产效率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种摇摆式玻璃安瓿瓶生产加热装置
- 一种粉末涂料生产的玻璃安瓿瓶生产加热装置