一种纸质立体袋的成型机
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及立体袋成型机领域,具体涉及一种纸质立体袋的成型机。
背景技术
我们日常所使用的袋子,一般包括无纺布袋和纸袋两种,无纺布袋由于具有防潮、透气、柔韧、质轻、不肋燃,容易分解,无毒无刺激性,可循环再用等特点,受到人们的欢迎,其制作方式是将成卷的无纺布裁切适合大小的规格,通过一定的制作工艺将其制成,其制作工艺较为复杂,这种无纺布袋适合作广告宣传带,但是,如果将其作为包装袋使用,就需要在无纺布袋上印刷各种精美的图案,由于无纺布袋材质的限制,在袋体上印刷各种精美图案受到各种条件的限制,是非常麻烦的,而作为包装袋用,纸袋看起来要比无纺布袋高档的多,立体感也很强,而且在纸袋上印刷精美图案比无纺布方便的多,如专利号为CN212472596 U公开了一种用于方底包装袋的成型机构,其采用包括切断组件、压痕组件和开底组件,开底组件包括开底传动轴,开底传动轴上左右地设置有开底线夹板,在所述开底传动的下方设置有大毂轮,所述大毂轮的中部设置有中心夹具,在大毂轮上左右地设置有与开底线夹板对应的下咬口组件,沿着所述大毂轮的转动方向依次设置有开袋挡件、粘胶组件和翻折组件;
其具体工作原理为:随着包装袋基材输送至该机构,包装袋基材呈左右两侧向内弯折且被压扁的状态,并被运送至切断组件处进行切断,成为单个包装袋基材,再被送至压痕组件处进行压痕,压出折痕,紧接着,包装袋基材被送至开底组件处进行开袋作业,具体的,包装袋最底端的部分被大毂轮上中心夹具夹住,且第一、下咬口组件均从包装袋基材左右两侧向内弯折的凹陷处向内伸入,开底线夹板将包装袋基材左右侧向内弯折的上端夹持住,下咬口组件将包装袋基材左右侧向内弯折的下端夹持住,随着大毂轮以及开底传动轴转动,使得第一、下咬口组件的距离变大,自然地就可以将包装袋基材前端的袋口拉开,且此时包装袋基材袋口的上沿部分刚好与开袋挡件接触,同时导向轮转动至与调节凸轮挤压配合的角度,并带动开底夹纸座摆动,使得开底线夹板松开包装袋,包装袋在开袋挡件的作用下持续打开并翻折,接着包装袋被送至上胶组件处,上胶块从胶辊处蘸取胶水并将胶水涂蘸在包装袋的合适位置处,紧接着包装袋被送至翻着组件处,随着翻底轴转动,带动翻着臂动作,翻折臂会带动包装袋涂有胶水的一端向内弯折,随着大毂轮的转动,会带着包装袋继续运动至翻折板处,翻折板动作,带动包装袋涂有胶水的另一端向内弯折,实现方底包装袋的自动化成型作业;
但这种机构存在不足之处,即大毂轮上的开底线夹板及下咬口组件的调节方式是人工进行调节的,调节费力且左右两侧需要分别进行调节,左右两侧开底线夹板及下咬口组件调节后离大毂轮的中心距离不可控,造成生产不同宽度、长度的纸质立体袋时对于设备的调试周期长,影响生产效率。
发明内容
本发明所要解决的技术问题在于针对上述现有技术的不足,
提供一种纸质立体袋的成型机。
为实现上述目的,本发明提供了如下技术方案:一种纸质立体袋的成型机,包括依次设置的放卷机构、牵引机构、成型机架及设置于成型机架后方的出袋压合输送机构、设置于出袋压合输送机构输出端的出袋输送线机构,所述成型机架上依次设置进给机构、手提口成型机构、打点断机构、拉断机构、压痕机构及开底组件,开底组件包括开底传动轴,所述开底传动轴上左右地设置有开底线夹板,开底传动轴上连接有夹纸轮,夹纸轮的一端铰接有开底夹纸座,在开底夹纸座的一端紧压地设置有弹簧,开底线夹板设置于开底夹纸座的另一端,开底线夹板可与夹纸轮的外圆周配合压紧,开底夹纸座上连接有导向轮,在导向轮的一侧设置有调节块座,调节块座沿导向轮的移动路径上局部设置有可与导向轮挤压配合的调节凸轮,在所述开底传动轴的下方设置有大毂轮,所述大毂轮的中部设置有中心夹具,在所述大毂轮上左右地设置有与开底线夹板对应的下咬口组件,沿着所述大毂轮的转动方向依次设置有开袋挡件、粘胶组件和翻折组件,其特征在于:同侧开底线夹板、夹纸轮、开底夹纸座均通过同一轴套安装于开底传动轴,所述轴套在开底线夹板的两端均设置与开底线夹板相抵的限位件,所述限位件与轴套固定连接,两开底线夹板相对连接开底传动轴的另一端设有开底线夹板间距调节结构。
采用上述技术方案,本技术方案的设备工作原理为,成卷纸放置在放卷机构上由牵引机构牵引进入成型机架中,包装袋基材经进给机构后呈左右两侧向内弯折且被压扁的状态,并在手提口成型机构的作用下切除一部分形成手提口,然后在打点端机构的作用下打上点断线,经拉断机构拉断成一个个独立的两端开口的袋体,压痕机构将其中一端开口处进行压痕,紧接着,包装袋基材被送至开底组件处进行开袋
作业,具体的,包装袋最底端的部分被大毂轮上中心夹具夹住,且开底线夹板、下咬口组件均从包装袋基材左右两侧向内弯折的凹陷处向内伸入,开底线夹板将包装袋基材左右侧向内弯折的上端夹持住,下咬口组件将包装袋基材左右侧向内弯折的下端夹持住,随着大毂轮以及开底传动轴转动,使得上、下咬口组件的距离变大,自然地就可以将包装袋基材前端的袋口拉开,且此时包装袋基材袋口的上沿部分刚好与开袋挡件接触,同时导向轮转动至与调节凸轮挤压配合的角度,并带动开底夹纸座摆动,使得开底线夹板松开包装袋,包装袋在开袋挡件的作用下持续打开并翻折,接着包装袋被送至上胶组件处,上胶块从胶辊处蘸取胶水并将胶水涂蘸在包装袋的合适位置处,紧接着包装袋被送至翻着组件处,随着翻底轴转动,带动翻着臂动作,翻折臂会带动包装袋涂有胶水的一端向内弯折,随着大毂轮的转动,会带着包装袋继续运动至翻折板处,翻折板动作,带动包装袋涂有胶水的另一端向内弯折,实现纸质立体袋底部成型后经出袋压合输送机构重新压扁再从出袋压合输送机构的输出口进入出袋输送线机构,由工人将出袋输送线机构上的成品进行收取,但现有成型机中的开底组件的开底线夹板之间间距调节复杂或者部分机型是无法进行调节的,本发明通过在成型机架靠近开底线夹板的位置设置开底线夹板调节机构,提升成型机的通用性,实现一台成型机可对不同宽度、尺寸的纸袋的底部进行精准开袋作业。
上述的一种纸质立体袋的成型机可进一步设置为:所述开底线夹板间距调节结构包括有开底线夹板调节螺杆,所述开底线夹板调节螺杆包括中部的调节段、位于调节段一端的螺纹端及位于调节段另一端的非螺纹端,所述非螺纹端套设有开底线夹板调节螺套,所述开底线夹板调节螺套上设有第二螺纹端,所述开底线夹板调节螺套远离调节段的一端设置有与第二螺纹端相连的第二调节段,其中一开底线夹板通过螺纹安装于螺纹端,相对安装于螺纹端的另一开底线夹板通过螺纹安装于第二螺纹端。
采用上述技术方案,转动开低线夹板调节螺杆中部的调节段,带动螺纹端转动,位于螺纹端的开底线夹板就在螺纹端上移动从而使与该端开底线夹板同设置在一个轴套上的其他部件随轴套一起在开底传动轴上移动,转动第二调节段,使得位于第二调节段上的开底线夹板在第二螺纹端移动,从而带动该端的轴套沿开底传动轴移动,实现两个开开底线夹板的间距调节。
上述的一种纸质立体袋的成型机可进一步设置为:所述非螺纹端穿出开底线夹板调节螺套并设置有可分别对开底线夹板调节螺杆及开底线夹板调节螺套进行锁定的锁定机构。
采用上述技术方案,开底线夹板调节螺杆相对设置锁定机构的另一端通过螺纹连接在开地传动轴安装座上,因此只需要对另一端进行锁定即可防止在调节完成后工作过程中轴套产生位移导致开底时扯破纸袋从而产生残缺品,
上述的一种纸质立体袋的成型机可进一步设置为:所述锁定机构包括设置开底线夹板调节螺套外的第一U型夹持板及设置于开底线夹板调节螺杆外的第二U型夹持板,第一、第二U型夹持板一端开口设置,开口处穿设有调节手柄。
采用上述技术方案,通过设置调节手柄及第一、第二U型夹持板,在需要对开底线夹板位置进行调节时松开调节手柄并通过调节段、第二调节段对开底线夹板位置进行调节,调节完成后重新锁紧调节手柄,使得开底线夹板调节螺套及开底线夹板调节螺杆一端被第一、第二U型夹持板限制从而无法转动,提高调节后装置的工作稳定性。
上述的一种纸质立体袋的成型机可进一步设置为:所述大毂轮包括芯轴,所述中心夹具及下咬口组件均沿圆周等距分布于芯轴外周面,所述下咬口组件包括相对设置于芯轴上的左侧下咬口安装板及右侧下咬口安装板,所述左侧下咬口安装板及右侧下咬口安装板上沿圆周等距分布有至少四个下咬口板,所述左侧下咬口安装板及右侧下咬口安装板均通过可沿芯轴轴向滑移的联动套安装于芯轴,所述芯轴一端固定安装有调节手轮,所述芯轴中设有当调节手轮带动芯轴转动时促使左侧下咬口安装板与右侧下咬口安装板通过联动套同时沿芯轴相向或者相背运动的下咬口调节组件。
采用上述技术方案,开底线夹板将包装袋基材左右侧向内弯折的上端夹持住,下咬口组件将包装袋基材左右侧向内弯折的下端夹持住,对开底线夹板间距进行调节后也需要对下咬口组件之间的间距进行调节,调节左侧及右侧下咬口安装板之间的间距就可以起到调节下咬口组件之间的间距,以适配不同宽度的袋体,现有的左侧下咬口安装板及右侧下咬口安装板不能同时进行调节且调节时需要手工用榔头或者其他工具去敲动左侧下咬口安装板或右侧下咬口安装板,费时费力且调试周期长,影响生产效率,本发明通过在芯轴一端安装调节手轮,在芯轴中设置下咬口调节组件通过下咬口调节组件使调节手轮带动芯轴转动的同时调节左侧下咬口安装板及右侧下咬口安装板之间的间距,调节方便且调节后左侧下咬口安装板右侧下咬口安装板离芯轴中心距离保持一致,大大降低停机调试时间,提高了生产效率。
上述的一种纸质立体袋的成型机可进一步设置为:所述下咬口调节组件包括穿设于芯轴中的调节螺杆,所述调节螺杆外套设有螺杆套,螺杆套外周面设有两端螺纹旋向相反的外螺纹,螺杆套靠近左侧下咬口安装板或者靠近右侧下咬口安装板一端的螺纹上安装有调节螺套,所述调节螺套一端通过推力球轴承限位在螺杆套上,所述芯轴在调节螺套相对应位置开设有相对设置的第一调节长槽,所述调节螺套上活动安装有两端均延伸出第一调节长槽的第一联动块,第一联动块两端延伸出第一调节长槽形成第一联动端,所述第一联动端与相邻联动套固定连接,所述调节螺杆相对设置调节螺套的另一端设置第二联动块,芯轴在第二联动块相对应位置设有第二调节长槽,第二联动块两端延伸出第二调节长槽形成第二联动端,第二联动端与相邻联动套固定连接,所述芯轴相对连接调节手轮的另一端安装有调节手轮锁定结构。
采用上述技术方案,通过调节手轮带动芯轴转动,芯轴转动时通过第一联动块带动联动套转动,第一联动块沿调节螺套及第一调节长槽运动对左侧下咬口安装板或右侧下咬口安装板进行调节,当调节螺套转动时将通过螺杆套带动调节螺杆转动,又因螺杆套两端的螺纹旋向相反,即调节手轮正转使得左侧下咬口安装板沿螺杆套向右移动时,右侧下咬口安装板则在螺杆套另一端的螺纹上向左移动,调节手轮反转使得左侧下咬口安装板沿螺杆套向左移动时,右侧下咬口安装板则在螺杆套另一端的螺纹上向右移动,从而实现左侧下咬口安装板、右侧下咬口安装板之间的同时相向或者相背运动,调节简单且左侧、右侧下咬口安装板是同时运动的,因此左侧、右侧下咬口安装板到芯轴中部的距离始终保持相等,调节精度高,缩短停机调试时间,提高生产效率。
上述的一种纸质立体袋的成型机可进一步设置为:所述调节手轮锁定结构包括第一限位手轮,所述调节螺套一端延伸出芯轴形成第一锁定端,所述第一限位手轮通过第一推力球轴承安装于调节螺套上并可沿调节螺套运动至与调节手轮相抵,所述螺杆套一端延伸出第一锁定端形成第二锁定端,第二锁定端上通过第二推力球轴承安装有第二限位手轮,第二限位手轮可沿第二锁定端运动至与第一锁定端相抵,所述调节螺杆一端延伸出第二锁定端形成第三锁定端,第三锁定端安装有可沿调节螺杆运动至与螺杆套相抵的锁定套。
采用上述技术方案,当完成调节后需要锁定时将第一调节手轮转动至与调节手轮相抵、第二调节手轮转动至与调节螺套相抵,并将锁定套与螺杆套相抵完成锁定,防止在调节后各部件在工作过程中调节发生位移,提高装置稳定性。
本发明的有益效果为:通过开底线夹板间距调节结构对两轴套之间的间距进行调节从而调节开底线夹板之间的间距,通过调节手轮同步对左侧下咬口安装板及右侧下咬口安装板进行调节,不仅调节方便且提升制袋机的通用性。
下面结合附图和实施例对本发明作进一步详细说明。
附图说明
图1为本发明实施例的立体示意图。
图2为本发明实施例的成型机架放大示意图。
图3为本发明实施例的大毂轮放大结构示意图。
图4为本发明实施例的开底组件放大结构示意图1。
图5为本发明实施例的开底组件放大结构示意图2。
图6为本发明实施例的开底线夹板间距调节结构分解示意图。
图7为本发明实施例的开底组件正视图。
图8为图7的A-A部剖面结构示意图。
图9为本发明实施例的下咬口组件结构示意图。
图10为本发明实施例下咬口组件的正视图。
图11为图10的B-B部剖面结构示意图。
具体实施方式
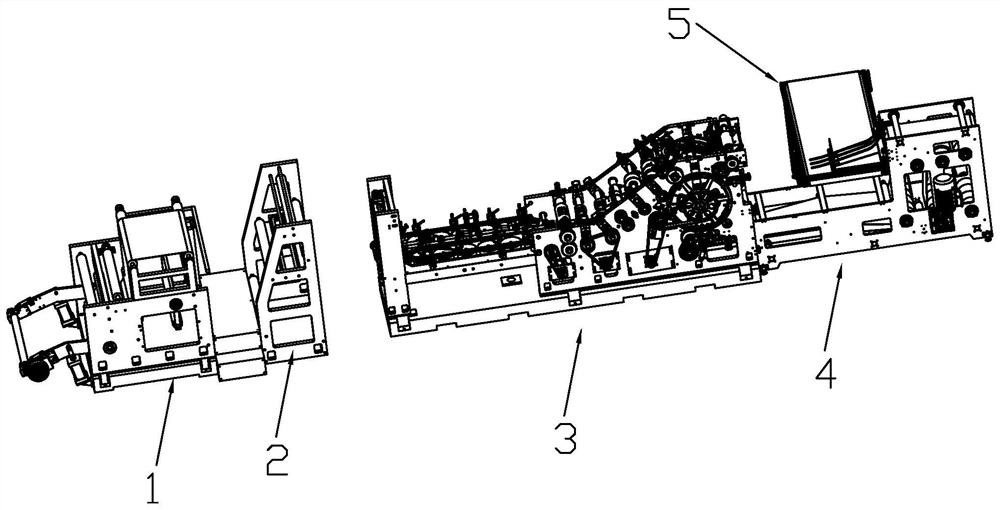
参见图1-图3所示:一种纸质立体袋的成型机,包括依次设置的放卷机构1、牵引机构2、成型机架3及设置于成型机架3后方的出袋压合输送机构4、设置于出袋压合输送机构4输出端的出袋输送线机构5,成型机架3上依次设置进给机构31、手提口成型机构32、打点断机构33、拉断机构34、压痕机构35及开底组件36;
参见图4-图8所示:开底组件36包括开底传动轴361,开底传动轴361上左右地设置有开底线夹板362,开底传动轴361上连接有夹纸轮363,夹纸轮363的一端铰接有开底夹纸座364,在开底夹纸座364的一端紧压地设置有弹簧365,开底线夹板362设置于开底夹纸座364的另一端,开底线夹板362可与夹纸轮363的外圆周配合压紧,开底夹纸座364上连接有导向轮366,在导向轮366的一侧设置有调节块座367,调节块座367沿导向轮366的移动路径上局部设置有可与导向轮366挤压配合的调节凸轮368,开底传动轴361的下方设置有大毂轮306,大毂轮306的中部设置有中心夹具3062,大毂轮306上左右地设置有与开底线夹板362对应的下咬口组件364,沿着大毂轮363的转动方向依次设置有开袋挡件37、粘胶组件38和翻折组件39,同侧开底线夹板362、夹纸轮363、开底夹纸座364均通过同一轴套369安装于开底传动轴361,轴套369在开底线夹板362的两端均设置与开底线夹板362相抵的限位件3691,限位件3691与轴套369固定连接,两开底线夹板362相对连接开底传动轴361的另一端设有开底线夹板间距调节结构,开底线夹板间距调节结构包括有开底线夹板调节螺杆3610,开底线夹板调节螺杆3610包括中部的调节段36101、位于调节段36101一端的螺纹端36102及位于调节段36101另一端的非螺纹端36103,非螺纹端36103套设有开底线夹板调节螺套3611,开底线夹板调节螺套3611上设有第二螺纹端36111,开底线夹板调节螺套3611远离调节段36101的一端设置有与第二螺纹端36111相连的第二调节段36112,其中一开底线夹板362通过螺纹安装于螺纹端36102,相对安装于螺纹端36102的另一开底线夹板362通过螺纹安装于第二螺纹端36111,非螺纹端36103穿出开底线夹板调节螺套3611并设置有可分别对开底线夹板调节螺杆3610及开底线夹板调节螺套3611进行锁定的锁定机构,锁定机构包括设置开底线夹板调节螺套3611外的第一U型夹持板3613及设置于开底线夹板调节螺杆3610外的第二U型夹持板3614,第一U型夹持板3613、第二U型夹持板3614一端开口设置,开口处穿设有调节手柄3615,大毂轮306包括芯轴3061,中心夹具3062及下咬口组件364均沿圆周等距分布于芯轴3061外周面;
参见图9-图11所示:下咬口组件364包括相对设置于芯轴3061上的左侧下咬口安装板3641及右侧下咬口安装板3642,左侧下咬口安装板3641及右侧下咬口安装板3642上沿圆周等距分布四个下咬口板3644,左侧下咬口安装板3641及右侧下咬口安装板3642均通过可沿芯轴3061轴向滑移的联动套3645安装于芯轴3061,芯轴3061一端固定安装有调节手轮3646,芯轴3061中设有当调节手轮3646带动芯轴3061转动时促使左侧下咬口安装板3641与右侧下咬口安装板3642通过联动套3645同时沿芯轴3061相向或者相背运动的下咬口调节组件,下咬口调节组件包括穿设于芯轴3061中的调节螺杆3647,调节螺杆3647外套设有螺杆套36471,螺杆套36471外周面设有两端螺纹旋向相反的外螺纹,螺杆套36471靠近右侧下咬口安装板36432一端的螺纹上安装有调节螺套36472,调节螺套36472一端通过推力球轴承3721限位在螺杆套3671上,芯轴3061在调节螺套36472相对应位置开设有相对设置的第一调节长槽36411,调节螺套36472上活动安装有两端均延伸出调节长槽36411的第一联动块36473,第一联动块36473两端延伸出第一调节长槽36411形成第一联动端364731,第一联动端364731与相邻联动套3645固定连接,调节螺杆3647相对设置调节螺套36472的另一端设置第二联动块36474,芯轴3061在第二联动块36474相对应位置设有第二调节长槽36412,第二联动块36474两端延伸出第二调节长槽36412形成第二联动端364741,第二联动端364741与相邻联动套3645固定连接,芯轴3061相对连接调节手轮3646的另一端安装有调节手轮锁定结构,调节手轮锁定结构包括第一限位手轮36481,调节螺套36472一端延伸出芯轴3061形成第一锁定端364721,第一限位手轮36481通过第一推力球轴承安装于调节螺套36472上并可沿第一锁定端364721运动至与调节手轮3646相抵,螺杆套36471一端延伸出第一锁定端364721形成第二锁定端364711,第二锁定端364711上通过第二推力球轴承安装有第二限位手轮36482,第二限位手轮382可沿第二锁定端364711运动至与第一锁定端364721相抵,调节螺杆3647一端延伸出第二锁定端364711形成第三锁定端364701,第三锁定端364701安装有可沿调节螺杆3647运动至与螺杆套36471相抵的锁定套364702。
- 一种纸质立体袋的成型机
- 纸质立体袋成型机构