一种偏光片的生产工艺方法
文献发布时间:2023-06-19 12:08:44
技术领域
本申请属于偏光片制备技术领域,更具体地说,是涉及一种偏光片的生产工艺方法。
背景技术
目前,在偏光片生产技术领域中,通常由上料机构实现卷料上料,卷料在上料的过程中,先由多个喷码机构同时对料材的多个位置进行喷码;然后,经喷码后的料材由画线机构进行画线后并移送至裁切机;最后,裁切机根据目标产品的尺寸大小,选用合适的刀片对料材进行分切;即偏光片的主要制备步骤为:上料-喷码-画线-裁切。
然而,上述偏光片的制备方法存在以下不足之处:1、通过先喷码后裁切的工序,为了保证喷码效率,需要喷码机构的数量较多,成本高;2、通过刀片实现对物料的裁切,裁切出来的片材存在较多毛刺,需要后续磨边去毛刺,工序复杂,成品质量差;而且,刀片裁切仅适用于规则的偏光片,对于需要打孔或开槽的异型偏光片来说,裁切效率低;3、偏光片多由人工根据经验进行质量检测,效率低且产品良率低。
发明内容
本申请实施例的目的在于提供一种偏光片的生产工艺方法,以解决相关技术中存在的:通过先喷码后裁切的工序,喷码机构数量多,成本高;通过刀片对物料进行裁切,毛刺多,成品质量差;而且,对于需要打孔或开槽的异型偏光片来说,裁切效率低;偏光片多由人工根据经验进行质量检测,效率低且产品良率低的问题。
为实现上述目的,本申请实施例采用的技术方案是:
提供一种偏光片的生产工艺方法,包括,
上料:通过上料机构对卷料进行上料;
裁切:激光裁切机构接收所述上料机构输送来的料材,并通过激光将所述料材裁切成多个目标尺寸大小的片材;
喷码:通过喷码机构对各所述片材进行喷码;
检测:通过多个检测机构对各所述片材进行检测。
在一个实施例中,于所述裁切步骤中:所述激光裁切机构的载台上安装有多个支撑底座,各所述支撑底座上安装有多个切割治具,多个所述切割治具呈多排多列分布于相应所述支撑底座上,相邻两个所述切割治具之间间隔设置;将所述上料机构输送来的料材置于多个所述支撑底座上,通过所述激光将各所述支撑底座上的料材裁切为多个目标尺寸大小的片材。
在一个实施例中,所述偏光片的生产工艺方法还包括,
清洗:通过清洗机构对各所述片材进行清洗;
其中,所述清洗步骤位于所述裁切步骤与所述喷码步骤之间。
在一个实施例中,于所述清洗步骤中:所述清洗机构对各所述片材的两面进行清洗。
在一个实施例中,所述清洗步骤包括:
取料:通过取料机构将各所述片材移取至第一清洗平台上;
一次擦洗:通过第一擦洗机构对各所述片材的上表面进行擦洗;
翻转:通过翻转机构将经一次擦洗后的各所述片材翻转180度;
移料:通过移料机构将翻转后的各所述片材移取至第二清洗平台上;
二次擦洗:通过第二擦洗机构对各所述片材的下表面进行擦洗。
在一个实施例中,所述清洗步骤还包括,
纠偏:通过纠偏机构对经二次擦洗后的各所述片材进行位置纠正。
在一个实施例中,所述清洗步骤还包括,
除尘:通过除尘机构对经清洗后的各所述片材进行除尘处理。
在一个实施例中,于所述检测步骤中:通过废材收料机构将经多个所述检测机构检测不合格的片材回收。
在一个实施例中,所述偏光片的生产工艺方法还包括,
收料:通过收料机构将所述片材存储于料盒中;
其中,所述收料步骤位于所述检测步骤之后。
在一个实施例中,所述偏光片的生产工艺方法还包括,
包装:通过包装机构将各所述料盒中的多个所述片材进行包装;
其中,所述包装步骤位于所述收料步骤之后。
本申请实施例中的上述一个或多个技术方案,至少具有如下技术效果之一:
(1)本申请采用先切割后喷码的制备工艺,先通过激光裁切机构将料材切割为多个片材,后通过喷码机构对各片材进行喷码,从而可减少喷码机构的数量,进而降低成本。
(2)激光裁切机构通过激光对卷料进行切割,相对于刀片切割来说,激光切割的毛刺少,产品质量好;而且,激光切割对于需要打孔或开槽的异型偏光片的制备效率高。
(3)通过上料机构可实现卷料的自动上料作业;通过多个检测机构可对各片材进行质量检测,相较于传统通过人工根据经验检测来说,效率高且产品良率高。
(4)通过上料机构、激光裁切机构、喷码机构和多个检测机构的集成,偏光片的生产可实现全自动化作业,效率高,人工成本低。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例或示范性技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
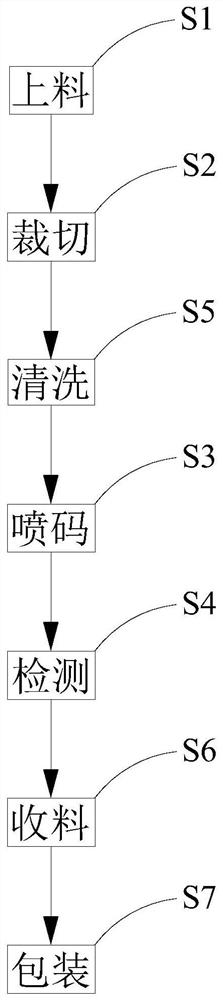
图1为本申请实施例提供的偏光片的生产工艺流程图;
图2为本申请实施例提供的清洗步骤的工艺流程图;
图3为本申请实施例提供的偏光片的生产设备示意图。
其中,图中各附图主要标记:
1-上料机构;2-激光裁切机构;3-喷码机构;4-检测机构;5-清洗机构;51-取料机构;52-第一擦洗机构;53-翻转机构;54-移料机构;55-第二擦洗机构;56-纠偏机构;57-除尘机构;6-收料机构;7-包装机构。
具体实施方式
为了使本申请所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
在本申请的描述中,需要理解的是,术语“中心”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
在整个说明书中参考“一个实施例”或“实施例”意味着结合实施例描述的特定特征,结构或特性包括在本申请的至少一个实施例中。因此,“在一个实施例中”或“在一些实施例中”的短语出现在整个说明书的各个地方,并非所有的指代都是相同的实施例。此外,在一个或多个实施例中,可以以任何合适的方式组合特定的特征,结构或特性。
请参阅图1和图3,现对本申请实施例提供的一种偏光片的生产工艺方法进行说明。该偏光片的生产工艺方法包括以下步骤:
上料S1:通过上料机构1对卷料进行上料。具体地,上料机构1可包括上料架、安装于上料架上的辊轴和用于驱动辊轴转动的上料驱动电机,上料驱动电机安装于上料架上,上料驱动电机与辊轴相连,卷料可套设于辊轴上。通过上料驱动电机驱动辊轴的转动,进而带动卷料转动以实现放料作业。其中,上料机构1的放卷张力、放卷速度、放卷长度等,都可以根据实际需要进行调节,在此不作唯一限定。
上料机构1在上料的过程中,会存在卷料走偏的现象,可通过EPC(Edge PositionControl,边缘位置控制)纠偏装置进行位置纠正,从而确保裁切位置准确。具体地,EPC纠偏装置有光电感应和超声波感应两种方式。当卷料边缘远离EPC感应器时,EPC反馈信号给控制系统并控制对应的气缸工作将上料机构1上的导辊锁紧,让卷料往EPC感应器方向回转;反之,控制系统控制气缸停止以松开卷料,让卷料远离EPC感应器。
上料机构1可通过上下压辊的转动行程来对卷料的输出长度进行计量,然后,控制器根据设定的裁切长度对放卷长度进行控制。
裁切S2:激光裁切机构2接收上料机构1输送来的料材,并通过激光将料材裁切成多个目标尺寸大小的片材。具体地,激光裁切机构2可包括用于支撑料材的载台、多个激光头、用于驱动多个激光头移动的激光头驱动单元和用于吸取多个片材的片材移取单元;激光头驱动单元安装于载台上,多个激光头安装于激光头驱动单元上,片材移取单元安装于载台上;激光头驱动单元和片材移取单元可分别由控制系统控制。多个激光头可由同一激光头驱动单元同步驱动移动,或者,各激光头可分别由单独的激光头驱动单元驱动移动等,在此不作唯一限定。上料机构1输送来的料材置于载台上,激光头驱动单元按照拟设定的行程驱动多个激光头移动,进而将料材裁切为多个目标尺寸大小的片材。随后,片材移取单元将多个片材移送至下一工位。
载台上安装有多个支撑底座,各支撑底座上安装有多个切割治具,多个切割治具呈多排多列分布于支撑底座上,相邻两个切割治具之间间隔形成切割道,以供激光进行裁切。各切割治具上开设有多个吸附孔,从而可将料材紧贴于切割治具上。通过支撑底座对多个切割治具的支撑,可实现整体裁切;而且,仅需对各支撑底座进行更换,就能对多个切割治具进行快速更换,操作方便快捷,可重复使用。其中,支撑底座的数量、切割治具的数量和激光头的数量都可以根据实际需要进行调节,在此都不作唯一限定。
料材经多个激光头裁切后的废料可由废料回收机构进行回收。具体地,废料回收机构可包括回收架、安装于回收架上的辊轴和用于驱动辊轴转动的回收驱动电机;回收驱动电机安装于回收架上,回收驱动电机与辊轴相连。此结构,当回收驱动电机驱动辊轴转动时,废料可盘卷于辊轴上。废料回收机构和上料机构1可分别设于激光裁切机构2的两侧,从而可实现一边上料,另一边收废料的同步作业,进而可提高效率。
当需要进行激光裁切时,上料机构1和废料回收机构均停止工作。位于载台两端的两个压紧机构下降,从而可将裁切区域内的料材的两端夹紧固定并保持张紧。此结构,通过两个压紧机构可提高裁切的精确性与可靠性,保证裁切后的各片材的尺寸大小一致。当激光裁切机构2裁切完毕后,上料机构1和废料回收机构同步工作,将裁切完毕后的废料移送至废料回收机构上进行盘卷回收,上料机构1将未裁切的料材上料至裁切区域内,并重复上述作业步骤,如此获得尺寸大小一致的多个片材。
喷码S3:通过喷码机构3对各片材进行喷码。具体地,激光裁切机构2与喷码机构3之间通过传送带连接,激光裁切机构2中的片材移取单元可将吸附的片材放置于传送带上,并通过传送带依次传输至喷码机构3。其中,片材移取单元包括多个吸嘴和用于驱动多个吸嘴移动的吸嘴驱动单元,多个吸嘴分别安装于吸嘴驱动单元上;各吸嘴都由电磁阀控制开合。当电磁阀控制吸嘴打开时,各吸嘴可将片材吸附;当电磁阀控制吸嘴关闭时,各吸嘴可将片材放置于传送带上。多个吸嘴可呈多排多列分布于吸嘴驱动单元上。在释放片材的过程中,吸嘴驱动单元将多个吸嘴移动至传送带的正上方,从第一行开始同时打开位于1、3、5、7、9…列的电磁阀,相应的片材自由掉落至传送带上;然后,同时打开位于2、4、6、8、10…列的电磁阀,相应的片材自由掉落至传送带上。随后,通过吸嘴驱动单元驱动多个吸嘴水平移动,使第二行吸嘴正对于传送带,并按照上述作业将多个片材释放于传送带上。此结构,通过控制每一行的奇数列或偶数列的电磁阀的同步开合,能保证片材等间距分布于传送带上,并依次通过后续的喷码机构3,实现精确喷码。
喷码机构3的前端安装有光电感应器,当各片材通过传送带依次经过光电感应器时,光电感应器向喷码机构3发出检测到片材的信号,以触发喷码机构3对片材喷印油墨。喷码机构3的数量可为一个,可设于传送带的正上方或正下方,以实现对各片材的单面喷码;或者,喷码机构3的数量可为两个,可分别设于传送带的正上方和正下方,以实现对各片材的双面喷码。喷码的作用是将每个产品的正反面标记清楚,便于后续使用。在其它实施例中,喷码机构3的数量及安装位置等都可以根据实际需要进行调节,在此都不作唯一限定。
检测S4:通过多个检测机构4对各片材进行检测。具体地,多个检测机构4通过传送带实现接驳。各片材通过传送带依次经过多个检测机构4,多个检测机构4可对各片材的内部品质进行检测,如偏光片正反、喷码、打痕/刺伤、折痕、气泡/白边/撞角/掉胶、孔洞、内污等。
在相邻两个检测机构4之间设置有废材收料机构,各废材收料机构可包括连接相邻两个传送带的接驳带和用于驱动接驳带的一端升降的接驳带驱动气缸。当检测机构4检测到片材不符合要求时,位于该检测机构4后端的废材收料机构工作,接驳带驱动气缸驱动接驳带远离该检测机构4的一端下降,由上游传送带输送来的不合格的片材经该接驳带转移至回收箱中,实现片材的回收。随后,接驳带驱动气缸驱动接驳带上升以恢复接驳带与传送带的接驳状态,以供合格的片材经过。如此重复作业,可将有缺陷的片材剔除,进而提高产品的良率。
本申请采用先切割后喷码的制备工艺,先通过激光裁切机构2将料材切割为多个片材,后通过喷码机构3对各片材进行喷码,从而可减少喷码机构3的数量,进而降低成本。激光裁切机构2通过激光对卷料进行切割,相对于刀片切割来说,激光切割的毛刺少,产品质量好;而且,激光切割对于需要打孔或开槽的异型偏光片的制备效率高。通过上料机构1可实现卷料的自动上料作业;通过多个检测机构4可对各片材进行质量检测,进而提高产品良率。通过上料机构1、激光裁切机构2、喷码机构3和多个检测机构4的集成,偏光片的生产可实现全自动化作业,效率高,人工成本低。
在一个实施例中,请参阅图1和图3,作为本申请实施例提供的偏光片的生产工艺方法的一种具体实施方式,该偏光片的生产工艺方法还包括位于裁切S2步骤与喷码S3步骤之间的清洗S5步骤,具体是通过清洗机构5对各片材进行清洗。此结构,通过对各片材的清洗,一方面,便于后续多个检测机构4对片材进行内部缺陷的细化检测,提高检测的准确性和可靠性;另一方面,提高片材的洁净度,便于使用。
在一个实施例中,作为本申请实施例提供的偏光片的生产工艺方法的一种具体实施方式,于清洗S5步骤中:清洗机构5对各片材的两面进行清洗。具体地,请参阅图2和图3,该清洗S5步骤具体可包括以下步骤:
取料S51:通过取料机构51将各片材移取至第一清洗平台上。具体地,多个片材可通过人工盛放于储料仓中,或者,储料仓可与上述传送带接驳,实现自动上料。取料机构51可包括用于吸取片材的吸盘和用于驱动吸盘移动吸盘驱动单元,吸盘安装于吸盘驱动单元上。在吸盘驱动单元的驱动作用下,位于储料仓中的片材可被移动至第一清洗平台上。当取料机构51在拾取每一片材时,会通过分料机构将多个堆叠的片材分离,并结合取片感应器对拾取的片材的厚度进行测定,来确保取料机构51每次拾取一个片材。第一清洗平台上通过多个真空吸附孔将片材紧紧吸附。
一次擦洗S52:通过第一擦洗机构52对各片材的上表面进行擦洗。具体地,第一擦洗机构52可包括无尘布、用于带动无尘布转动的多个滚轴和用于驱动各所述滚轴转动的滚轴驱动单元;无尘布上添加有清洗溶剂。第一擦洗机构52自动下降至第一清洗平台上并与片材接触,通过滚轴驱动单元和多个滚轴驱动无尘布转动,从而实现对各片材之上表面的擦洗。
翻转S53:通过翻转机构53将经一次擦洗后的各片材翻转180度。具体地,翻转机构53通过多个吸盘将位于第一清洗平台上的多个片材吸取,然后,翻转机构53翻转180度,使吸盘位于片材的正下方。
移料S54:通过移料机构54将翻转后的各片材移取至第二清洗平台上。具体地,移料机构54通过多个吸盘移动至各片材的正上方,各吸盘工作将片材吸取,同时,翻转机构53上的多个吸盘停止工作,多个片材由翻转机构53转移至移料机构54上,并通过移料机构54转移至第二清洗平台上。
二次擦洗S55:通过第二擦洗机构55对各片材的下表面进行擦洗。具体地,第二擦洗机构55的具体结构可与第一擦洗机构52的结构相同,在此不再一一赘述。或者,第一擦洗机构52和第二擦洗机构55可为同一擦洗机构,进而可减少设备数量,降低成本。经第二擦洗机构55擦洗后的片材通过移料机构54传送至传送带上,并流入下一个工序。片材经两次擦洗后,表面洁净度提高。
在一个实施例中,请参阅图2和图3,作为本申请实施例提供的偏光片的生产工艺方法的一种具体实施方式,该清洗S5步骤还包括:
纠偏S56:通过纠偏机构56对经二次擦洗后的各片材进行位置纠正。
此结构,通过纠偏机构56可对经二次擦洗后的片材的位置进行纠正,便于后续检测机构4对各片材的检测,有助于提高检测精度,进而提高产品良率。
在一个实施例中,请参阅图2和图3,作为本申请实施例提供的偏光片的生产工艺方法的一种具体实施方式,该清洗S5步骤还包括:
除尘S57:通过除尘机构57对经清洗后的各片材进行除尘处理。具体地,在清洗过程中采用外罩实现完全封闭,整个清洗过程中,片材处于一个密闭的环境中,避免外部环境对片材造成污染。外罩的正上方安装有高效过滤器,下方安装有抽气风管;过滤的洁净空气从上往下吹,后从下抽风,形成稳定的气流,既保证了局部区域的洁净度等级,又可将清洗溶剂的异味排出。
在一个实施例中,请参阅图1和图3,作为本申请实施例提供的偏光片的生产工艺方法的一种具体实施方式,该偏光片的生产工艺方法还包括:
收料S6:通过收料机构6将片材存储于料盒中,该收料S6步骤位于检测S4步骤之后。具体地,在传送带的后端设置有多个料盒和用于驱动多个料盒移动的料盒驱动单元,多个料盒的移动方向与传送带的传输方向垂直。当一个料盒收满片材时,料盒驱动单元驱动多个料盒沿垂直于传送带的传输方向移动一个料盒的位移量,使下一个空的料盒与传送带接驳,进而可实现不停机收料作业,效率高。
在传送带出料端的位置处安装有计数感应器,计数感应器每感应到一个片材则计数一次。各料盒的侧面安装有一个料仓,料仓中安装有与片材的尺寸大小相同、颜色为白色的盖板,当料盒每收集到设定数量的片材后,机械手取一片盖板盖于堆叠的片材的顶部,从而可将每叠片材隔开。每放一次盖板后,计数感应器重新计数。
在一些实施例中,经多个检测机构4检测合格后的片材也可由机械手臂直接抓取并分次放置于传输皮带上,并由传输皮带与料盒接驳以实现片材的收料作业。
在一个实施例中,请参阅图1和图3,作为本申请实施例提供的偏光片的生产工艺方法的一种具体实施方式,该偏光片的生产工艺方法还包括:
包装S7:通过包装机构7将各料盒中的多个片材进行包装,该包装S7步骤位于收料S6步骤之后。具体地,包装机构7可根据包装盒能够容纳片材的数量对每个料盒进行计数设定,并将每个料盒中堆叠后的多个片材移取至包装盒中,实现自动包装作业。
应理解,上述实施例中各步骤的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本申请实施例的实施过程构成任何限定。
以上所述仅为本申请的可选实施例而已,并不用以限制本申请,凡在本申请的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本申请的保护范围之内。
- 一种偏光片的生产工艺方法
- 一种显示屏用偏光片的加工工艺方法