一种控制原丝上油率的压辊装置
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及PAN基碳纤维原丝制备技术领域,具体涉及一种控制原丝上油率的压辊装置。
背景技术
原丝是PAN碳纤维的原料,其性能将直接影响碳纤维品质。原丝制备过程中上油工序是关键过程,当原丝上油率过高,原丝在预氧化过程中容易发生并丝,灰份增加,焦油、硅粉等副产物增多,导致生产周期缩短,产品品质下降,严重时发生安全生产事故;当原丝上油率过低,油剂不能在纤维表面均匀形成油膜,在预氧化时不能保护原丝,导致纤维烧断,预氧丝通过性变差,预氧化过程中产生毛丝,同时因失去油膜保护,导致皮芯结构产生,严重时碳纤维形成硬刺。
同时,原丝油剂价格昂贵,占据原丝成本的4-7%,有效、均匀控制原丝含油也是节降成本、稳定生产的必要手段,对碳纤维生产意义重大。
现有的原丝上油装置通常采用压缩空气接入气缸控制橡胶辊升降,通过橡胶辊与金属辊挤压控制原丝含油率,此种方式气缸会发生因压缩空气压力过高导致的机械顺滑程度下降、漏气等问题,进而导致控制失稳。
发明内容
本发明的目的在于提供一种控制原丝上油率的压辊装置,以解决现有技术中单独使用气缸控制导致原丝上油率不均的情况。
为达到上述目的,本发明是采用下述技术方案实现的:
一种控制原丝上油率的压辊装置,包括悬臂梁和至少一个固定支架悬梁,所述悬臂梁的底面沿所述悬臂梁长度方向连接有固定支架,所述固定支架的数量和所述固定支架悬梁的数量相同,每根所述固定支架悬梁的中间部和对应位置的所述固定支架的底端转动连接,所述固定支架悬梁沿所述悬臂梁的宽度方向设置;
所述固定支架悬梁上连接有被动橡胶压辊,所述被动橡胶压辊的底部设有主动金属辊;
所述悬臂梁的一侧连接有气缸粗调装置,另一侧连接有微调装置,所述气缸粗调装置的工作端和所述固定支架悬梁的首端相连接,所述微调装置的工作端与固定支架悬梁末端连接。
进一步地,所述固定支架悬梁为一个,所述固定支架悬梁连接在所述被动橡胶压辊的中间部。
进一步地,所述固定支架悬梁为两个,两个所述固定支架悬梁分别连接在所述被动橡胶压辊的两端。
进一步地,所述气缸粗调装置有两组,每组所述气缸粗调装置的输出端和一个所述固定支架悬梁的首端相连接。
进一步地,还包括气缸控制箱,所述气缸控制箱用于控制两组所述气缸粗调装置中的气缸同时工作,所述气缸的气缸活塞杆和所述被动橡胶压辊相连接。
进一步地,所述微调装置有两组,每组所述微调装置可伸缩设置在对应所述固定支架悬梁末端的上方。
进一步地,所述微调装置包括涡轮蜗杆升降机,所述涡轮蜗杆升降机中的螺杆的末端可伸缩连接在所述固定支架悬梁的末端,所述涡轮蜗杆升降机中的调节手柄用于调节所述螺杆升降。
进一步地,所述被动橡胶压辊的两端分别设有连接座,所述固定支架悬梁末端与对应所述连接座上端连接。
进一步地,所述被动橡胶压辊的包胶厚度为10-50mm。
进一步地,所述悬臂梁的一端和所述外部设备相连接,另一端悬空。
根据上述技术方案,本发明的实施例至少具有以下效果:
1、本申请通过设计的气缸粗调装置工作使固定支架悬臂梁上连接的被动橡胶压辊和主动金属辊接触,再通过调节微调装置的工作端的伸出长度,使其和固定支架悬臂梁接触,进而实现调节被动橡胶压辊和主动金属辊接触时产生的形变,确保了被动压辊两端形变的一致性,进而控制油槽内外丝束受力一致,精细控制上油率均匀;
2、本申请的悬臂梁一端和设备相连接,另一端为悬空设计使整个装置为悬臂设计,此种设计使得丝束运行及操作方便,不易发生缠辊或发生缠辊后便于操作人员处理,减少了操作人员误压伤等安全事故;
3、本申请的气缸粗调装置采用气缸调节,控制方便,微调装置采用涡轮蜗杆升降机的形式,手动调节保证了调节的准确和精度;两者配合能够有效的实现对原丝上油的均匀。
附图说明
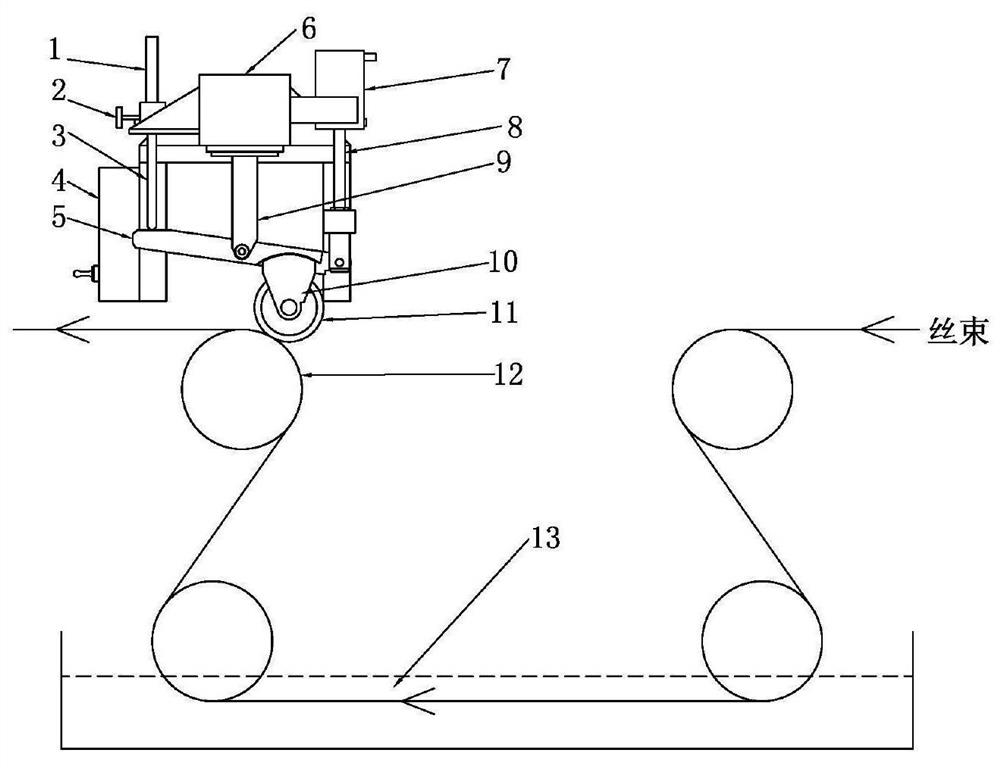
图1为本发明具体实施方式压辊装置的主视图;
图2为本发明具体实施方式压辊装置的左视图;
图3为本发明具体实施方式压辊装置的右视图。
其中:1、涡轮蜗杆升降机;2、调节手柄;3、螺杆;4、气缸控制箱;5、固定支架悬梁;6、悬臂梁;7、气缸;8、气缸活塞杆;9、固定支架;10、连接座;11、被动橡胶压辊;12、主动金属辊;13、油槽。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
需要说明的是,在本发明的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图中所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不能理解为对本发明的限制。本发明描述中使用的术语“前”、“后”、“左”、“右”、“上”、“下”指的是附图中的方向,术语“内”、“外”分别指的是朝向或远离特定部件几何中心的方向。
本方案旨在使用悬臂设计用气缸粗调橡胶辊升降,配合涡轮蜗杆升降机微调控制压入行程,在使用之初,用感压纸对涡轮蜗杆升降机进行校“零”,通过对校“零”后两侧涡轮蜗杆升降机同时调整相同行程,以达到控制橡胶辊达到相同形变,进而达到控制生产线各个纺位上油率均匀。且因采用悬臂设计,降低了生产人员操作风险,提高了生产的安全性。
如图1至图3所示,一种控制原丝上油率的压辊装置,包括悬臂梁6和至少一个固定支架悬梁5,悬臂梁6的底面沿悬臂梁6长度方向连接有固定支架9,固定支架9的数量和固定支架悬梁5的数量相同,每根固定支架悬梁5的中间部和对应位置的固定支架9的底端转动连接,固定支架悬梁5沿悬臂梁6的宽度方向设置;固定支架悬梁5上连接有被动橡胶压辊11,被动橡胶压辊11的底部设有主动金属辊12;悬臂梁6的一侧连接有气缸粗调装置,另一侧连接有微调装置,气缸粗调装置的工作端和固定支架悬梁5的首端相连接,微调装置的工作端与固定支架悬梁5末端连接。
本申请通过设计的气缸粗调装置工作使固定支架悬臂梁上连接的被动橡胶压辊和主动金属辊接触,再通过调节微调装置的工作端的伸出长度,使其和固定支架悬臂梁接触,进而实现调节被动橡胶压辊和主动金属辊接触时产生的形变,确保了被动压辊两端形变的一致性,进而控制油槽内外丝束受力一致,精细控制上油率均匀。
在本申请中,固定支架悬梁5设置有两个,两个固定支架悬梁5分别连接在被动橡胶压辊11的两端,两个固定支架悬梁5能够保证被动橡胶压辊11的连接稳定。在另外一些实施例中,固定支架悬梁5可以设置为一个,此时固定支架悬梁5需要连接在被动橡胶压辊11的中间部,保证被动橡胶压辊11的连接稳定。在另外一些实施例中,固定支架悬梁5可以设置为三个,当固定支架悬梁5为三个时,将其布置在被动橡胶压辊11的两端部和中间部。
在一些实施例中,被动橡胶压辊11的包胶厚度为10-50mm。
在一些是实施例中,被动橡胶压辊11的硬度为HRC:40-80。
具体的,如图1所示,悬臂梁6的右侧设置两组气缸粗调装置,在一些实施例中,气缸粗调装置采用气缸7,两个气缸7分别设置在在悬臂梁6右侧的前后两端,和两个固定支架悬梁5相对应,位于固定支架悬梁5的上方,气缸7的气缸活塞杆8和固定支架悬梁5的右端相连接。
在一些实施例中,为了保证两个气缸7的控制精度,并使两个气缸同时工作,还设置了气缸控制箱4,气缸控制箱4和两个气缸7电性连接,控制两个气缸7工作,气缸7下降带动固定支架悬梁5下降,进而带动固定支架悬梁5底面连接的被动橡胶压辊11下降。
在本申请中,悬臂梁6为一个,此时,悬臂梁6的一端和外部设备相连接,另一端悬空。
在一些实施例中,气缸7的压力为2-10bar。
两组微调装置连接在悬臂梁6的左侧,两组微调装置分别位于两个固定支架悬梁5的上方,微调装置的输出端可伸缩设置。微调装置包括固定在悬臂梁6上的涡轮蜗杆升降机1,涡轮蜗杆升降机1的螺杆3沿铅锤方向设置,通过涡轮蜗杆升降机1上的调节手柄2可调节螺杆3的高度,螺杆3升降和其下方的固定支架悬梁5接触实现对被动橡胶压辊11的调整。
在一些实施例中,涡轮蜗杆升降机1的表显行程为0-120,转动调节手柄2一圈涡轮蜗杆升降机1的表显为一个满行程,此时螺杆3上升或下降1mm。
本申请提供的压辊装置在使用时,首先需要零度校验,具体过程如下:
涡轮蜗杆升降机1的螺杆升至最高处,气缸控制箱4控制被动橡胶压辊11恰好与主动金属辊12接触而使被动橡胶压辊11不发生形变。将涡轮蜗杆升降机1的螺杆3下调至刚好与固定支架悬梁5接触。通过气缸控制箱4使被动橡胶压辊11完全抬起,将感压纸贴在被动橡胶压辊11与主动金属辊12的接触处,将被动橡胶压辊11完全放下,此时压感纸没有变色。控制两套气缸7压力和第一次一致,微调两套涡轮蜗杆升降机1的螺杆3的行程,使两端的感压纸恰好发生显色,气缸控制箱抬起橡胶压辊,取下感压纸,零度校验完成。
校零完成过后,通过气缸控制箱控制被动橡胶压辊使其下降再通过调节两端手柄调节螺杆的高度,保证两端螺杆的移动距离保持一致,完成被动橡胶压辊11的形变调节,保证被动橡胶压辊11整个压辊与主动压辊的形变保持一致,保证原丝上油均匀。
本方案整个压辊装置为悬臂设计,丝束运行及操作方便,不易发生缠辊或操作人员误压伤等安全事故。比单纯的气缸控制橡胶辊,增加了涡轮蜗杆升降机对橡胶辊的微调控制,橡胶压辊通过两端气缸控制升降,通过两端涡轮蜗杆升降装置控制螺杆行程控制橡胶压辊压入行程,确保压辊左右两端压入行程与橡胶压辊形变一致,进而控制油槽内外丝束受力一致,精细控制上油率均匀,受生产速度影响很小;同时有效、均匀控制原丝上油率,还能节降成本、稳定生产。
下面通过两组实施例及一组对比例对本申请进行具体说明。
实施例1
产线速度70m/min;产品种类:T300-3K原丝;纺位数量:36个;气缸压力:3bar;橡胶辊包胶15mm,硬度为HRC=65。通过上述零度校验完成后,丝束通过后,控制气缸压力为3bar,控制放下被动橡胶压辊至被动橡胶压辊的形变量为1mm,后微调两套涡轮蜗杆升降机的螺杆,上升1mm。通过对丝束取样检测,结果显丝束含油率基本一致。
其结果如下表所示:
在本实施例中,原丝含油率最大值:1.10%;原丝含油率最小值:1.00%。
实施例2
产线速度80m/min;产品种类:T700-12K原丝;纺位数:24个;气缸压力:3.2bar;橡胶辊包胶15mm,硬度为HRC=45。通过上述零度校验完成后,丝束通过后,控制气缸压力为3.2bar,控制放下被动橡胶压辊至被动橡胶压辊的形变量为2mm,后微调两套涡轮蜗杆升降机的螺杆,上升2mm。通过对丝束取样检测,结果显示丝束含油率基本一致。
其结果如下表所示:
在本实施例中,原丝含油率最大值:1.30%;最小值:1.20%。
对比例
未增加涡轮蜗杆升降机,只依靠气缸控制橡胶辊。产线速度80m/min;产品种类:T700-12K原丝;纺位数:24个;气缸压力:3.2bar;橡胶辊包胶15mm,硬度为HRC=45。丝束通过后,控制两套气缸压力为3.2bar,控制放下被动橡胶压辊至被动橡胶压辊的形变量为2mm。通过对丝束取样检测,结果显示丝束含油率差异较大。
其结果如下表所示:
原丝含油率最大值:2.00%;最小值:1.08%。
由此可见,采用本申请的压辊装置,原丝含油率均匀程度得到了较大的改善。
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
- 一种控制原丝上油率的压辊装置
- 一种聚丙烯腈基碳纤维原丝上油方法及其装置