一种冲孔模具
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及冲孔加工设备领域,更具体地说,它涉及一种冲孔模具。
背景技术
目前不锈钢板材的孔加工通常是通过加工中心进行加工,加工效率慢,刀具损耗快,加工成本高,不适用于大批量的生产加工。
因此需要提出一种新的方案来解决这个问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种冲孔模具,提高了冲孔作业的精度和工作效率,并且降低了生产成本。
本发明的上述技术目的是通过以下技术方案得以实现的:一种冲孔模具,包括定模以及通过导向杆滑动连接在定模上的动模,所述动模的顶部固定连接有模柄,所述定模上位于定模和动模之间固定连接有模座,所述动模上位于动模和模座之间设置有冲头组件,所述冲头组件包括通过螺栓与动模固定连接的冲头固定板、位于冲头固定板和模座之间的压板以及冲头,所述压板通过连接柱与冲头固定板固定连接,所述压板上开设有用于容纳冲头的冲头槽,所述冲头固定连接在位于冲头槽上方的冲头固定板上,所述模座上开设有用于产品成型的冲孔槽,所述冲孔槽与冲头槽连通。
本发明进一步设置为:所述动模上开设有导向槽,所述导向槽内过盈配合有导向套,所述导向杆的一端固定连接在定模上,所述导向杆的另一端滑动连接在导向套内。
通过采用上述技术方案,通过导向杆和导向套的设置,使得动模的滑动更加灵活稳定。
本发明进一步设置为:所述模座通过若干间隔设置的模墩与定模固定连接。
通过采用上述技术方案,通过模墩的设置,冲压过程中,模墩可以分散冲击载荷,提高了模座的稳定性和使用寿命。
本发明进一步设置为:所述压板上固定连接有限位柱,所述模座上开设有限位槽,所述限位柱远离压板的一端滑动连接在限位槽内。
通过采用上述技术方案,限位柱和限位槽的设置,用于防止合模过程中压板发生偏移,造成板材的偏移。
本发明进一步设置为:所述冲头固定板上位于压板的两侧朝向模座固定连接有限位块。
通过采用上述技术方案,限位块的设置用于对动模与定模的滑动行程进行限位,避免由于超程造成模具的损坏。
本发明进一步设置为:所述模座上位于压板的两侧固定连接有定位块。
通过采用上述技术方案,定位块的设置用于加工板材安装时的快速定位。
综上所述,本发明具有以下有益效果:工作过程中,将外部驱动机构与模柄传动连接,将需要加工的板材放置在模座上,并使得板材抵触在定位块上,此时板材需要冲孔加工的位置刚好处于冲孔槽的上方,通过定位块的设置,有效提高了板材放置的精度以及工作效率,接着动模向定模合模,压板压合在板材的表面,冲头对板材进行冲压并伸出至冲孔槽内即可完成板材的冲孔加工,由于压板的设置,冲压过程中,压板始终紧压在板材上,板材不容易偏移,也不容易冲压变形,因此本发明提高了冲孔作业的精度和工作效率,并且降低了生产成本。
附图说明
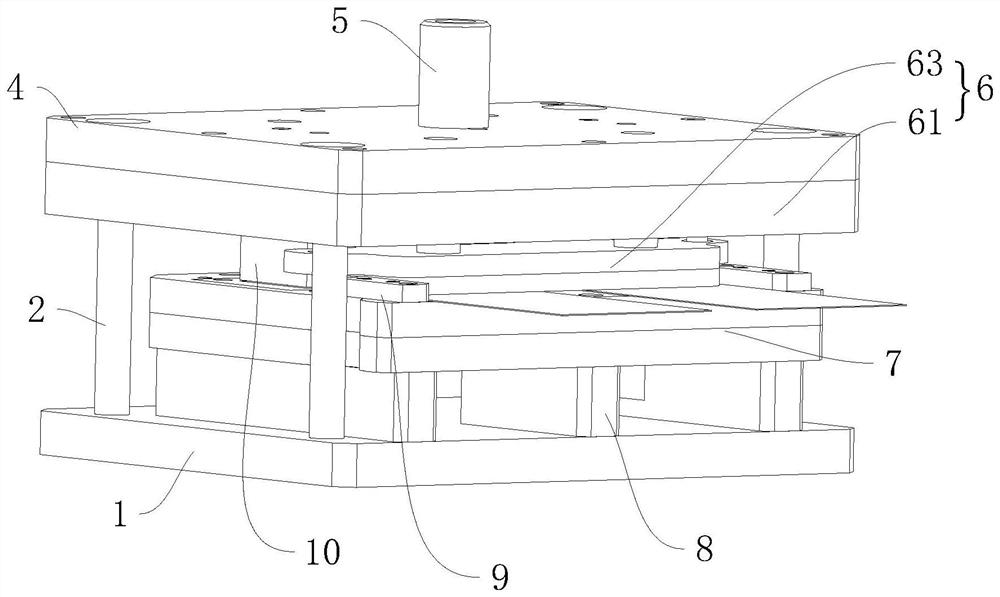
图1为本发明的结构示意图;
图2为本发明中冲头组件的剖视图;
图3为本发明中冲孔槽的结构示意图。
图中:1、定模;2、导向杆;4、动模;5、模柄;6、冲头组件;61、冲头固定板;63、压板;64、冲头;7、模座;71、冲孔槽;8、模墩;9、定位块;10、限位块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1-图3所示,一种冲孔模具,包括定模1以及通过导向杆2滑动连接在定模1上的动模4,动模4的顶部固定连接有模柄5,定模1上位于定模1和动模4之间固定连接有模座7,动模4上位于动模4和模座7之间设置有冲头组件6,冲头组件6包括通过螺栓与动模4固定连接的冲头固定板61、位于冲头固定板61和模座7之间的压板63以及冲头64,压板63通过连接柱与冲头固定板61固定连接,压板63上开设有用于容纳冲头64的冲头槽,冲头64固定连接在位于冲头槽上方的冲头固定板61上,模座7上开设有用于产品成型的冲孔槽71,所述冲孔槽71与冲头槽连通。
在上述基础上,动模4上开设有导向槽,导向槽内过盈配合有导向套,导向杆2的一端固定连接在定模1上,导向杆2的另一端滑动连接在导向套内,通过导向杆2和导向套的设置,使得动模4的滑动更加灵活稳定。
在上述基础上,模座7通过若干间隔设置的模墩8与定模1固定连接,通过模墩8的设置,冲压过程中,模墩8可以分散冲击载荷,提高了模座7的稳定性和使用寿命。
在上述基础上,压板63上固定连接有限位柱,模座7上开设有限位槽,限位柱远离压板63的一端滑动连接在限位槽内,限位柱和限位槽的设置,用于防止合模过程中压板63发生偏移,造成板材的偏移。
在上述基础上,冲头固定板61上位于压板63的两侧朝向模座7固定连接有限位块10,限位块10的设置用于对动模4与定模1的滑动行程进行限位,避免由于超程造成模具的损坏。
在上述基础上,模座7上位于压板63的两侧固定连接有定位块9,定位块9的设置用于加工板材安装时的快速定位。
基本原理:工作过程中,将外部驱动机构与模柄5传动连接,将需要加工的板材放置在模座7上,并使得板材抵触在定位块9上,此时板材需要冲孔加工的位置刚好处于冲孔槽71的上方,通过定位块9的设置,有效提高了板材放置的精度以及工作效率,接着动模4向定模1合模,压板63压合在板材的表面,冲头64对板材进行冲压并伸出至冲孔槽71内即可完成板材的冲孔加工,由于压板63的设置,冲压过程中,压板63始终紧压在板材上,板材不容易偏移,也不容易冲压变形,因此本发明提高了冲孔作业的精度和工作效率,并且降低了生产成本。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 修边侧分离、冲孔侧冲孔翻边、冲孔侧冲孔翻边三工序合模模具
- 一种侧冲孔模具压料机构及侧冲孔模具