一种易于定位裁切的泡罩包装用铝塑盖膜及其制备方法
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及铝塑盖膜设备技术领域,具体为一种易于定位裁切的泡罩包装用铝塑盖膜及其制备方法。
背景技术
药品作为一种特殊的商品与人们的身体健康和生命息息相关,如何完好地保持药品的性能,其包装起着决定性的作用。药品的质量标准,从包装材料的生产制造、销售保管、药厂包装药品、运输贮存、直到开封使用药品的全过程都有一定的指标规定。随着经济和技术的发展,医药工业迅猛发展,越来越多的药品生产企业通过了GMP认证,企业实力不断加强,药品包装业近年来也显示出勃勃生机。药品其主要作用是保护和改善人类健康,从而决定了药品包装的主要作用是在各种条件下长时间地保证药品的安全性、有效性和稳定性。近年来,因技术进步,人类对健康的关注和环保意识的增强,药品包装向着更安全、更全面和无污染的方向发展。世界药品包装正向多元化、包装材料多样化、着重安全、顺应环保的趋势发展。在材料的使用上,医药用包装趋于采用多层复合薄膜以增强强度。目前,泡罩包装正成为我国包装制品中较为活跃的分支。为了将药剂从封装中取出,将作用力施加于药用铝箔,使药剂穿过铝箔层取出。但是由于这种包装取药方式简单(通过简单的挤压即可取出药物),药物很容易被儿童得到,从而误食药物而中毒。现有的铝塑盖膜性能不稳定且不利于裁切,易产生破裂,存在安全隐患,无法满足使用要求。为此,我们提出一种易于定位裁切的泡罩包装用铝塑盖膜及其制备方法。
发明内容
本发明的目的在于提供一种易于定位裁切的泡罩包装用铝塑盖膜及其制备方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种易于定位裁切的泡罩包装用铝塑盖膜,包括以下结构:铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层、油墨印刷层和光油层。
一种易于定位裁切的泡罩包装用铝塑盖膜制备方法,其特征在于:包括如下步骤:
步骤一:原料准备:以铝箔作为主要原料,依次添加增强材料、热封材料、胶黏剂、聚酯薄膜和油墨材料,以形成相应的铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层、油墨印刷层和光油层。
步骤二:印刷:将油墨印刷层送入到凹版印刷机中进行印刷,在其表面表面上形成印刷层,然后在印刷层上涂覆光油,经过烘干后形成光油层,其印刷速度不大于200m/分,印刷后烘干温度为50-80℃。
步骤三:复合:将聚酯薄膜层的两侧分别涂覆粘合剂,以不超过200m/分的速度连续依次经过两组烘干箱,烘干箱内温度分别设置为55-65℃和75℃-85℃两段区间,进行干燥处理后得到第一胶黏剂层第二胶黏剂层,然后在温度为60-70℃的环境条件下,将聚酯薄膜层与铝箔层以及油墨印刷层热压复合在一起。
步骤四:熟化:将步骤三形成的复合材料放置到熟化室进行熟化,使得相应的铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层、油墨印刷层和光油层均粘合在一起,形成铝塑盖膜主体,熟化温度为50-60℃、熟化时间为2-3天。
步骤五:分切:使用专用的切割工具对步骤四制得的铝塑盖膜主体进行定量切割。
步骤六:包装:将上述步骤制得的成品进行分组包装和运输。
优选的,所述增强层为聚乙烯、聚丙烯、聚酯、聚氯乙烯薄膜增强层中的一种,且所述增强层的厚度为10-25μm。
优选的,所述第一胶黏剂层和第二胶黏剂层的厚度均为1.5-2.5μm。
优选的,所述铝箔层为压延成型的硬质或软质铝箔层,且所述铝箔层厚度为20-30μm。
优选的,所述热封层由LDPE50%和EVA50%互相配混后进行挤出吹膜或挤出流涎形成。
与现有技术相比,本发明的有益效果是:该种易于定位裁切的泡罩包装用铝塑盖膜及其制备方法,选用铝箔作为主要原料,依次添加增强材料、热封材料、胶黏剂、聚酯薄膜和油墨材料,最后制成的铝塑盖膜包括铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层、油墨印刷层和光油层,能够提升盖膜的强度,防止盖膜破裂,节能环保,并且便于定位裁切,方便包装,通过依次印刷、复合、熟化和分切等操作,从而保证了盖膜成品的稳定性。
附图说明
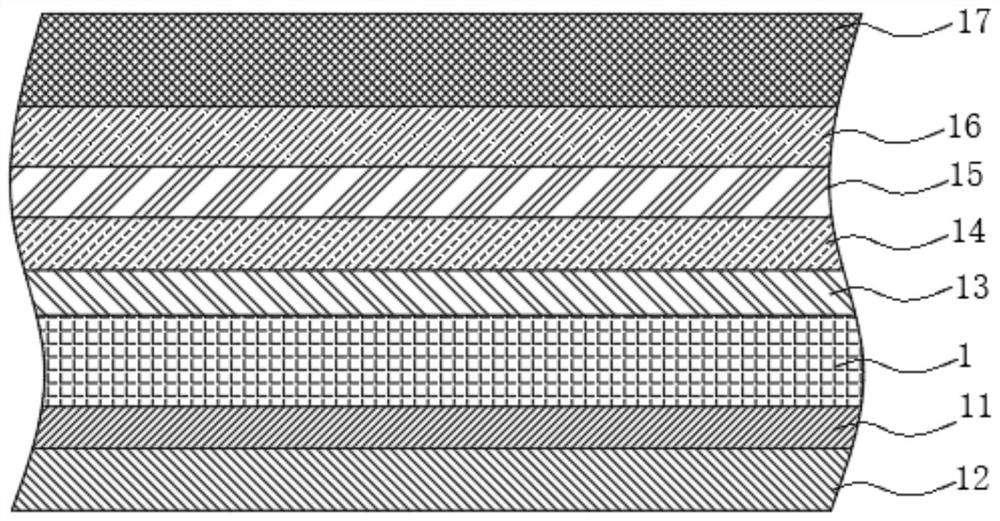
图1为本发明结构示意图;
图2为本发明制备方法示意图。
图中:1铝箔层、11增强层、12热封层、13第一胶黏剂层、14聚酯薄膜层、15第二胶黏剂层、16油墨印刷层、17光油层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-2,本发明提供一种技术方案:一种易于定位裁切的泡罩包装用铝塑盖膜及其制备方法:
实施例一:以铝箔作为主要原料,首先,依次添加增强材料、热封材料、胶黏剂、聚酯薄膜和油墨材料,以形成相应的铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层和油墨印刷层,接着将油墨印刷层送入到凹版印刷机中进行印刷,在其表面表面上形成印刷层,然后在印刷层上涂覆光油,经过烘干后形成光油层,其印刷速度不大于200m/分,印刷后烘干温度为50-80℃,接着将聚酯薄膜层的两侧分别涂覆粘合剂,以不超过200m/分的速度连续依次经过两组烘干箱,烘干箱内温度分别设置为55-65℃和75℃-85℃两段区间,进行干燥处理后得到第一胶黏剂层第二胶黏剂层,然后在温度为60-70℃的环境条件下,将聚酯薄膜层与铝箔层以及油墨印刷层热压复合在一起,随后将以上步骤形成的复合材料放置到熟化室进行熟化,使得相应的铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层、油墨印刷层和光油层均粘合在一起,形成铝塑盖膜主体,熟化温度为50-60℃、熟化时间为2-3天,制备完成后,使用专用的切割工具对步骤四制得的铝塑盖膜主体进行定量切割,并将上述步骤制得的成品进行分组包装和运输。
实施例二:以铝箔作为主要原料,首先,依次添加增强材料、热封材料、胶黏剂、聚酯薄膜和油墨材料,以形成相应的铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层和油墨印刷层,接着将油墨印刷层送入到凹版印刷机中进行印刷,在其表面表面上形成印刷层,然后在印刷层上涂覆光油,经过烘干后形成光油层,其印刷速度不大于300m/分,印刷后烘干温度为50-80℃,接着将聚酯薄膜层的两侧分别涂覆粘合剂,以不超过300m/分的速度连续依次经过两组烘干箱,烘干箱内温度分别设置为70-80℃和80℃-90℃两段区间,进行干燥处理后得到第一胶黏剂层第二胶黏剂层,然后在温度为55-65℃的环境条件下,将聚酯薄膜层与铝箔层以及油墨印刷层热压复合在一起,随后将以上步骤形成的复合材料放置到熟化室进行熟化,使得相应的铝箔层、增强层、热封层、第一胶黏剂层、聚酯薄膜层、第二胶黏剂层、油墨印刷层和光油层均粘合在一起,形成铝塑盖膜主体,熟化温度为60-70℃,熟化时间为1.5-2.5天,制备完成后,使用专用的切割工具对制得的铝塑盖膜主体进行定量切割,并将上述步骤制得的成品进行分组包装和运输。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种易于定位裁切的泡罩包装用铝塑盖膜及其制备方法
- 一种易于光标定位裁切的泡罩包装用铝塑盖膜、制备方法