一种拉矫液压控制装置
文献发布时间:2023-06-19 13:29:16
技术领域
本发明涉及一种适用于连铸拉矫机的液压控制装置,属于连续铸造技术领域。
背景技术
拉矫机是连铸生产中的重要设备,用于将钢坯引锭杆送入结晶器下口,并将铸坯牵引出结晶器进行渐进矫直。连铸拉矫机承担着引导铸坯和矫直铸坯的作用,是影响铸坯质量的关键因素之一。目前,钢铁冶炼企业中应用较为广泛的拉矫机有整体机架五辊拉矫机和单机架组合式五辊拉矫机,主要由机架、传动装置、压下装置、辊子、冷却及防护装置和润滑系统等组成。拉矫机压下装置多采用液压动力驱动,系统压力要可调,送引锭时使用冷坯压力,拉坯时液压系统自动切换热坯压力。拉矫机每一流的压力控制方式有以下两种:
1、拉坯辊与脱坯辊共用一套调压系统
这种调压系统虽然结构简单,但拉矫辊压力和矫直辊压力不能分开调整,且冷坯和热坯只能获得一种压力,因此其适应能力差,不能用于生产多种断面的铸坯。
2、拉坯辊脱坯辊单独采用比例减压阀调压
比例阀减压阀通过输入的电气信号,能连续地、按比例地对油液的压力等参量进行控制,这种液压系统结构复杂,设备投入高,增加了铸坯的生产成本,而且对液压系统的油质要求很高,油质下降后比例减压阀极易发生故障,从而影响连铸生产的顺利进行。此外,由于这种液压系统所需电气信号的传感器工作在拉矫机现场高温、高湿的恶劣环境中,其工作可靠性差,降低了拉矫机的压力控制的稳定性,也给连铸机的生产造成了不良影响。
发明内容
本发明的目的在于针对现有技术之弊端,提供一种拉矫液压控制装置,在提高设备适应能力的同时,降低铸坯的生产成本。
为实现上述目的,本发明采用如下技术方案:
一种拉矫液压控制装置,构成中包括矫直液压系统和拉坯液压系统,所述矫直液压系统包括矫直调压系统和矫直液压缸控制系统,所述矫直调压系统的输入端与液压站的高压管路连接,输出端接矫直液压缸控制系统;所述拉坯液压系统包括拉坯调压系统和拉坯液压缸控制系统,所述拉坯调压系统的输入端与液压站的高压管路连接,输出端接拉坯液压缸控制系统。
上述拉矫液压控制装置,所述矫直调压系统包括矫直换向阀1、矫直减压阀2、矫直热坯溢流阀6和矫直冷坯溢流阀10,所述矫直减压阀2的进油口接液压站的高压管路,出油口接矫直液压缸控制系统,所述矫直换向阀1的P口接矫直减压阀2的控制油口,T口接泄油管,所述矫直热坯溢流阀6和矫直冷坯溢流阀10反向并联连接后接于矫直换向阀1的A口与B口之间。
上述拉矫液压控制装置,所述拉坯调压系统包括拉坯换向阀11、拉坯减压阀12、拉坯热坯溢流阀16和拉坯冷坯溢流阀20,所述拉坯减压阀12的进油口接液压站的高压管路,出油口接拉坯液压缸控制系统,所述拉坯换向阀11的P口接拉坯减压阀12的控制油口,T口接泄油管,所述拉坯热坯溢流阀16和拉坯冷坯溢流阀20反向并联连接后接于拉坯换向阀11的A口与B口之间。
上述拉矫液压控制装置,所述矫直液压缸控制系统包括矫直液压缸7和矫直二位四通阀9,所述矫直二位四通阀9的P口接矫直减压阀2的出油口,T口接回油管,A口和B口通过油管分别与矫直液压缸7的无杆腔和有杆腔连接。
上述拉矫液压控制装置,所述拉坯液压缸控制系统包括拉坯液压缸17和拉坯二位四通阀19,所述拉坯二位四通阀19的P口接拉坯减压阀12的出油口,T口接回油管,A口和B口通过油管分别与拉坯液压缸17的无杆腔和有杆腔连接。
上述拉矫液压控制装置,所述矫直液压缸7与矫直二位四通阀9之间的油管上设有矫直单向节流阀8,所述拉坯液压缸17与拉坯二位四通阀19之间的油管上设有拉坯单向节流阀18。
上述拉矫液压控制装置,所述矫直二位四通阀9和拉坯二位四通阀19的P口所连接的油管上均设有蓄能器组。
上述拉矫液压控制装置,所述矫直减压阀2的出油口设有矫直单向阀3,所述拉坯减压阀12的出油口设有拉坯单向阀13。
上述拉矫液压控制装置,所述矫直换向阀1、矫直减压阀2、矫直单向阀3、矫直热坯溢流阀6、矫直单向节流阀8、矫直二位四通阀9和矫直冷坯溢流阀10均安装在矫直集成块4上。
上述拉矫液压控制装置,所述拉坯换向阀11、拉坯减压阀12、拉坯单向阀13、拉坯热坯溢流阀16、拉坯单向节流阀18、拉坯二位四通阀19和拉坯冷坯溢流阀20均安装在拉坯集成块14上。
本发明的拉坯液压系统和矫直液压缸控制系统均设有单独的调压系统,使拉矫辊压力和矫直辊压力可以根据铸坯断面和设备状态单独控制,大大提高了设备的适应能力。此外,本发明结构简单,性能可靠,可降低铸坯的生产成本。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
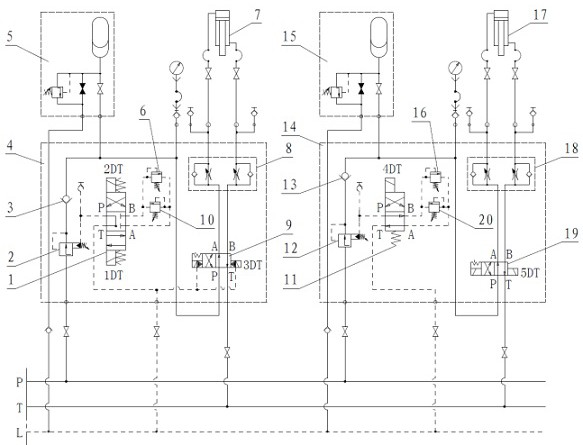
图1是本发明的液压原理图。
图中标记如下:1、矫直换向阀,2、矫直减压阀,3、矫直单向阀,4、矫直集成块,5、矫直蓄能器组,6、矫直热坯溢流阀,7、矫直液压缸,8、矫直单向节流阀,9、矫直二位四通阀,10、矫直冷坯溢流阀,11、拉坯换向阀,12、拉坯减压阀,13、拉坯单向阀,14、拉坯集成块,15、拉坯蓄能器组,16、拉坯热坯溢流阀,17、拉坯液压缸,18、拉坯单向节流阀,19、拉坯二位四通阀,20、拉坯冷坯溢流阀。
具体实施方式
本发明提供了一种拉矫液压控制装置,使拉矫辊和矫直辊压力可以根据生产情况单独调整和设置,液压系统性能稳定可靠、造价成本低。
连铸机一般多机多流,现以第一流为例对本发明进行说明,其他流与第一流一样。
参看图1,本发明主要包括矫直液压系统和拉坯液压系统,其中,矫直液压系统包括矫直蓄能器组5、矫直调压系统和矫直液压缸控制系统,矫直蓄能器组5主要是为矫直液压系统短时间提供大量液压油,以提高矫直液压缸的响应速度。矫直调压系统主要包括矫直换向阀1、矫直减压阀2、矫直热坯溢流阀6和矫直冷坯溢流阀10,从高压管路来的压力油首先进入矫直减压阀2进行调压,调压后的压力油由矫直单向阀3进入矫直蓄能器组5进行贮备。矫直减压阀2的控制油路连接到矫直换向阀1,与矫直换向阀1相连接的还有矫直热坯溢流阀6和矫直冷坯溢流阀10,矫直换向阀1是三位四通电磁换向阀,矫直换向阀1的阀芯处在不同位置时能为矫直液压系统提供不同的压力,一般情况下,矫直减压阀2设置为P0=1MPa,矫直热坯溢流阀6设置压力为P1=3MPa,当矫直换向阀1的电磁铁1DT得电,电磁铁2DT失电时,矫直热坯溢流阀6工作,矫直减压阀2的控制油路上建立起P1=3MPa的压力,此时,矫直调压系统为矫直液压系统提供热坯压力P
热坯压力P
冷坯压力P
零压力P
矫直液压缸控制系统主要包括矫直液压缸7、矫直单向节流阀8和矫直二位四通阀9,压力油管路和回油管路与矫直二位四通阀9相连接,矫直二位四通阀9通过液压管路与矫直单向节流阀8相连接,矫直单向节流阀8通过液压管路与矫直液压缸7有杆腔与无杆腔相连接。
拉坯液压系统主要包括拉坯蓄能器组15、拉坯调压系统和拉坯液压缸控制系统,拉坯蓄能器组15主要是为拉坯液压系统短时间提供大量液压油,以提高拉坯液压缸的响应速度。拉坯调压系统主要包括拉坯换向阀11、拉坯减压阀12、拉坯热坯溢流阀16和拉坯冷坯溢流阀20,从高压管路来的压力油首先进入拉坯减压阀12进行调压,调压后的压力油由拉坯单向阀13进入拉坯蓄能器组15进行贮备。拉坯减压阀12的控制油路连接到拉坯换向阀11,与拉坯换向阀11相连接的还有拉坯热坯溢流阀16和拉坯冷坯溢流阀20,拉坯换向阀11是二位四通电磁换向阀,当拉坯换向阀11的阀芯处在不同的位置时就能为拉坯液压系统提供不同的压力,一般情况下,拉坯减压阀12设置为P0=1MPa,拉坯热坯溢流阀16设置压力为P1=3MPa,当拉坯换向阀11的电磁铁4DT失电时,拉坯热坯溢流阀16工作,拉坯减压阀12的控制油路上建立起P1=3MPa的压力,此时,拉坯调压系统为拉坯液压系统提供的热坯压力:P
热坯压力P
冷坯压力P
拉坯液压缸控制系统主要包括拉坯液压缸17、拉坯单向节流阀18和拉坯二位四通阀19,压力油管路和回油管路与拉坯二位四通阀19相连接,拉坯二位四通阀19通过液压管路与拉坯单向节流阀18相连接,拉坯单向节流阀18通过液压管路与拉坯液压缸17有杆腔与无杆腔相连接。
本发明的工作过程是这样的:
1、送引锭杆
准备状态:
矫直换向阀1的电磁铁1DT失电,电磁铁2DT得电时,矫直冷坯溢流阀10工作,为矫直液压系统提供P
送引锭:
引锭杆在存放装置驱动下,经过矫直辊和拉坯辊下方向结晶器方向送去,当引锭杆送到一定位置时,拉坯二位四通阀19的电磁铁5DT失电,压力油由经拉坯二位四通阀19、拉坯单向节流阀18进入拉坯液压缸17无杆腔,驱动活塞及拉坯辊压下,此时由拉坯辊驱动引锭杆进入结晶器。
2、开始拉钢、脱锭
操作人员操纵拉钢按钮,开始拉钢,引锭杆在拉矫辊的驱动下向引锭存放方向拉出,当引锭杆达到一定位置时,矫直换向阀1的电磁铁1DT失电,电磁铁2DT也失电,矫直调压系统为矫直液压系统提供P
3、拉钢结束,拉矫液压控制装置进入送引锭准备状态。
液压元件及型号:
矫直换向阀1 DG4V-3-6C-VM-U-H7-60
矫直减压阀2 PBJB-LAN
矫直单向阀3 C5GV-815UG
矫直集成 块4 600×400×150
矫直蓄能器组5 ACG-Y-16C-M42×2,皮囊式蓄能器 6.3L
矫直热坯溢流阀6 RBAA-LAN
矫直单向节流阀8 DGMFN-7Y-A2H-B2H-10
矫直二位四通阀9 DG4V-5-6NJ-VM-U-H6-20
矫直冷坯溢流阀10 RBAA-LAN
拉坯换向阀11 DG4V-3-2A-VM-U-H7-60
拉坯减压阀12 PBJB-LAN
拉坯单向阀13 C5GV-815UG
拉坯集成块14 600×400×150
拉坯蓄能器组15 ACG-Y-16C-M42×2,皮囊式蓄能器 6.3L
拉坯热坯溢流阀16 RBAA-LAN
拉坯单向节流阀18 DGMFN-7Y-A2H-B2H-10
拉坯二位四通阀19 DG4V-5-6NJ-VM-U-H6-20
拉坯冷坯溢流阀20 RBAA-LAN
拉坯液压缸17的规格如表1所示:
表1
矫直液压缸7的规格如表2所示:
表2
本发明的优点:
1、本发明的拉矫辊压力和矫直辊压力是互相独立调节的,因此拉矫辊压力和矫直辊压力可以根据生产情况和设备状态单独控制。
2、本发明通过减压阀和换向阀来实现高低压的切换,性能可靠成本低,当需要生产多种断面的铸坯时,方便调节压力值。
- 一种拉矫液压控制装置
- 一种液压拉矫装置