一种硬脆材料的多能场协同加工装置和方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及激光辅助加工和超声辅助加工技术领域,尤其涉及一种硬脆材料的多能场协同加工装置和方法。
背景技术
随着航空航天、空间技术、精密制造等行业的迅速发展,出现了高温合金、钛合金、复合材料和工程陶瓷等先进的工程材料。这些材料虽然有着许多优异的性能,但其机械加工性较低,导致加工成本高,加工后表面质量不好,生产效率低。近年来出现的加热辅助切削技术是解决硬脆材料的有效方法,通过提高局部温度改变被去除材料的性能,降低材料的硬度和强度,从而改善材料的可加工性。通过匀场激光对工件的待加工表面进行预加热,使加工区域的材料软化,改善材料的切削加工性能。但是对软化后的表面进行传统的机械加工容易使已加工表面产生较大的变形,使冷却后的表面产生内应力,对工件的表面质量产生影响。
发明内容
本发明所要解决的技术问题是针对背景技术中所涉及到的缺陷,提供一种硬脆材料的多能场协同加工装置和方法。
本发明为解决上述技术问题采用以下技术方案:
一种硬脆材料的多能场协同加工装置,包含刀柄、拉钉、无线电能传输盘、推力轴承、激光夹持件、匀场激光发射器、微型电机和输出齿轮;
所述刀柄包含壳体、法兰盘、压电换能器、双头螺柱和变幅杆;
所述压电换能器包含预紧螺栓、上梁体、压电陶瓷模块和下梁体;
所述上梁体、下梁体为横截面形状相同的正棱柱或圆柱体,均竖直设置,其中,下梁体上端面的中心设有和所述预紧螺栓相匹配的第一螺纹盲孔,下端面的中心设有和所述双头螺柱相匹配的第二螺纹盲孔;上梁体上端面的中心设有和所述预紧螺栓相匹配的通孔;
所述压电陶瓷模块包含2M个单分区压电陶瓷片和2M个电极片,M为大于等于1的自然数;所述单分区压电陶瓷片呈正多边形或圆形,中心设有供预紧螺栓穿过的通孔,沿着厚度方向极化;所述电极片的形状和所述单分区压电陶瓷片相同;所述2M个电极片和2M个单分区压电陶瓷片依次交替层叠,使得2M个电极片和2M个单分区压电陶瓷片同轴且相邻单分区压电陶瓷片之间有电极片分隔;相邻单分区压电陶瓷片的极化方向相反;
所述预紧螺栓的螺柱依次穿过所述上梁体的通孔、压电陶瓷模块中2M个单分区压电陶瓷片和2M个电极片中心的通孔后和下梁体的第一螺纹盲孔螺纹相连,将2M个单分区压电陶瓷片和2M个电极片压紧;
所述变幅杆竖直设置,包含连接部和渐变部,其中,所述连接部为和所述下梁体横截面形状相同的正棱柱或圆柱体,其上端面中心设有和所述双头螺栓相匹配的第三螺纹盲孔;所述渐变部为轴对称柱体,其由上至下横截面逐渐变小,且渐变部上端面和连接部下端面形状相同、对应固连,渐变部下端面设有用于安装刀具的安装孔;
所述双头螺柱一端通过第二螺纹盲孔和所述下梁体的下端面相连,另一端通过第三螺纹盲孔和所述变幅杆连接部的上端面相连,使得变幅杆和压电换能器同轴固连;
所述壳体包含固定部和承载部,其中,所述固定部为轴对称柱体,承载部为两端封闭的空心圆柱体;所述固定部、承载部均竖直设置,承载部的上端面和固定部的下端面同轴固连,承载部的下端面中心设有和所述变幅杆连接部相匹配的通孔;所述压电换能器设置在承载部内,变幅杆的连接部通过法兰盘和承载部下端面的通孔固连,使得变幅杆的渐变部伸出承载部外且和承载部同轴;
所述壳体固定部的上端面通过所述拉钉和机床主轴同轴固连;
所述无线电能传输盘套在所述壳体外,其中,无线电能传输盘的上盘和外界固定,用于接入外界高频电流;无线电能传输盘的下盘和所述壳体的承载部同轴固连,并通过导线穿入承载部内和压电陶瓷模块电气相连,用于供电给所述压电陶瓷模块;
所述推力轴承套在所述无线电能传输盘的上盘外,和所述无线电能传输盘同轴,其中,推力轴承的下片和无线电能传输盘上盘的外壁同轴固连,推力轴承上片的外壁上周向设有渐开线齿轮;
所述微型电机固定在所述所述无线电能传输盘的上盘上,其输出轴和所述输出齿轮同轴固连;所述输出齿轮和推力轴承上片外壁上的渐开线齿轮啮合;
所述匀场激光发射器通过所述激光夹持件和所述推力轴承的上片固连,用于朝渐变部下端刀具的加工方向射出匀场激光对待加工表面进行预加热;
所述微型电机用于驱动推力轴承的上片转动、进而调整匀场激光发射器的照射方向。
作为本发明一种硬脆材料的多能场协同加工装置进一步的优化方案,所述推力轴承上片外壁上渐开线齿轮的齿数Z
所述输出齿轮的齿数Z
作为本发明一种硬脆材料的多能场协同加工装置进一步的优化方案,m取1。
作为本发明一种硬脆材料的多能场协同加工装置进一步的优化方案,所述推力轴承、激光夹持件均采用铝合金制成,以降低无线电能传输盘上盘的载荷。
本发明还公开了一种该硬脆材料的多能场协同的加工方法,包括以下步骤:
步骤1),控制微型电机工作,驱动推力轴承的上片转动、进而调整匀场激光发射器的照射方向,使其朝向渐变部下端刀具的加工方向;
步骤2),控制匀场激光发射器工作,射出匀场激光对待加工表面进行预加热;
步骤3),控制无线电能传输盘的上盘接入外界高频电流,驱动压电换能器工作,使得刀具处于上下振动的谐振状态;
步骤4),驱动机床主轴进行加工。
本发明采用以上技术方案与现有技术相比,具有以下技术效果:
激光能场和和超声能场复合辅助铣削加工,先将待加工表面用激光照射,使待加工表面的硬度降低,提高其机械加工性。然后通过超声换能变幅装置使刀具产生高频的振动,间歇性的去除材料。与激光辅助铣削加工相比,超声振动辅助作用的加入降低了切削力,提高机械加工的效率,降低刀具的磨损。同时超声振动作用的加入还可以减小材料的变形,降低材料毛刺的高度。以微型电机控制匀场激光发射器的方位代替手动调整,可以解决复杂走刀轨迹时要不断手动调整方位的问题,且方便实现自动化。
附图说明
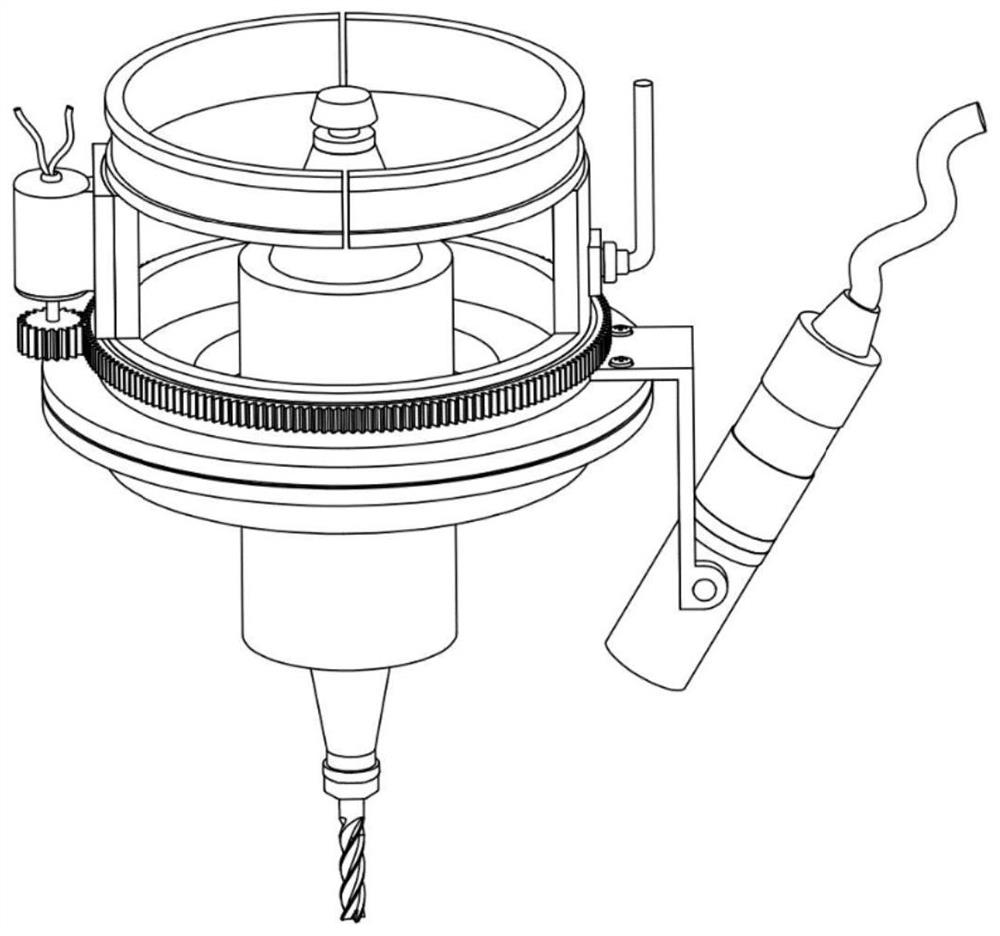
图1为一种硬脆材料的多能场协同加工装置的立体结构图;
图2为一种硬脆材料的多能场协同加工装置的平面示意图;
图3为一种硬脆材料的多能场协同加工装置的刀柄内部构造的示意图;
图4为走刀轨迹上刀具和激光照射区域的位置关系图。
图中,1-匀场激光发射器,2-激光夹持件,3-航空插头,4-无线传输盘的上盘,5-微型电机,6-输出齿轮,7-推力轴承的上片,8-推力轴承的下片,9-无线传输盘的下盘,10-刀柄,11-刀具,12-拉钉,13-预紧螺栓,14-压电换能器,15-变幅杆,16-双头螺柱。
具体实施方式
下面结合附图对本发明的技术方案做进一步的详细说明:
本发明可以以许多不同的形式实现,而不应当认为限于这里所述的实施例。相反,提供这些实施例以便使本公开透彻且完整,并且将向本领域技术人员充分表达本发明的范围。在附图中,为了清楚起见放大了组件。
应当理解,尽管这里可以使用术语第一、第二、第三等描述各个元件、组件和/或部分,但这些元件、组件和/或部分不受这些术语限制。这些术语仅仅用于将元件、组件和/或部分相互区分开来。因此,下面讨论的第一元件、组件和/或部分在不背离本发明教学的前提下可以成为第二元件、组件或部分。
超声辅助加工是通过超高频率的振动间歇性的去除材料,可以有效减小材料的变形,提高已加工表面的表面质量,同时降低刀具的磨损,提高加工效率。本发明通过将激光和超声的作用复合辅助加工硬脆材料,可以集两者的优点与一身,不但提高了硬脆材料的加工效率,而且提高了已加工表面的表面质量,进一步提高了刀具耐用度。
如图1、图2所示,本发明公开了一种硬脆材料的多能场协同加工装置,包含刀柄、拉钉、无线电能传输盘、推力轴承、激光夹持件、匀场激光发射器、微型电机和输出齿轮;
如图3所示,所述刀柄包含壳体、法兰盘、压电换能器、双头螺柱和变幅杆;
所述压电换能器包含预紧螺栓、上梁体、压电陶瓷模块和下梁体;
所述上梁体、下梁体为横截面形状相同的正棱柱或圆柱体,均竖直设置,其中,下梁体上端面的中心设有和所述预紧螺栓相匹配的第一螺纹盲孔,下端面的中心设有和所述双头螺柱相匹配的第二螺纹盲孔;上梁体上端面的中心设有和所述预紧螺栓相匹配的通孔;
所述压电陶瓷模块包含2M个单分区压电陶瓷片和2M个电极片,M为大于等于1的自然数;所述单分区压电陶瓷片呈正多边形或圆形,中心设有供预紧螺栓穿过的通孔,沿着厚度方向极化;所述电极片的形状和所述单分区压电陶瓷片相同;所述2M个电极片和2M个单分区压电陶瓷片依次交替层叠,使得2M个电极片和2M个单分区压电陶瓷片同轴且相邻单分区压电陶瓷片之间有电极片分隔;相邻单分区压电陶瓷片的极化方向相反;
所述预紧螺栓的螺柱依次穿过所述上梁体的通孔、压电陶瓷模块中2M个单分区压电陶瓷片和2M个电极片中心的通孔后和下梁体的第一螺纹盲孔螺纹相连,将2M个单分区压电陶瓷片和2M个电极片压紧;
所述变幅杆竖直设置,包含连接部和渐变部,其中,所述连接部为和所述下梁体横截面形状相同的正棱柱或圆柱体,其上端面中心设有和所述双头螺栓相匹配的第三螺纹盲孔;所述渐变部为轴对称柱体,其由上至下横截面逐渐变小,且渐变部上端面和连接部下端面形状相同、对应固连,渐变部下端面设有用于安装刀具的安装孔;
所述双头螺柱一端通过第二螺纹盲孔和所述下梁体的下端面相连,另一端通过第三螺纹盲孔和所述变幅杆连接部的上端面相连,使得变幅杆和压电换能器同轴固连;
所述壳体包含固定部和承载部,其中,所述固定部为轴对称柱体,承载部为两端封闭的空心圆柱体;所述固定部、承载部均竖直设置,承载部的上端面和固定部的下端面同轴固连,承载部的下端面中心设有和所述变幅杆连接部相匹配的通孔;所述压电换能器设置在承载部内,变幅杆的连接部通过法兰盘和承载部下端面的通孔固连,使得变幅杆的渐变部伸出承载部外且和承载部同轴;
所述壳体固定部的上端面通过所述拉钉和机床主轴同轴固连;
所述无线电能传输盘套在所述壳体外,其中,无线电能传输盘的上盘和外界固定,用于接入外界高频电流,具体可以如图2采用航空插头接入;无线电能传输盘的下盘和所述壳体的承载部同轴固连,并通过导线穿入承载部内和压电陶瓷模块电气相连,用于供电给所述压电陶瓷模块;
所述推力轴承套在所述无线电能传输盘的上盘外,和所述无线电能传输盘同轴,其中,推力轴承的下片和无线电能传输盘上盘的外壁同轴固连,推力轴承上片的外壁上周向设有渐开线齿轮;
所述微型电机固定在所述所述无线电能传输盘的上盘上,其输出轴和所述输出齿轮同轴固连;所述输出齿轮和推力轴承上片外壁上的渐开线齿轮啮合;
所述匀场激光发射器通过所述激光夹持件和所述推力轴承的上片固连,用于朝渐变部下端刀具的加工方向射出匀场激光对待加工表面进行预加热;
所述微型电机用于驱动推力轴承的上片转动、进而调整匀场激光发射器的照射方向。
所述推力轴承上片外壁上渐开线齿轮的齿数Z
所述输出齿轮的齿数Z
所述推力轴承、激光夹持件均采用铝合金制成,以降低无线电能传输盘上盘的载荷。
本发明还公开了一种该硬脆材料的多能场协同的加工方法,包括以下步骤:
步骤1),控制微型电机工作,驱动推力轴承的上片转动、进而调整匀场激光发射器的照射方向,使其朝向渐变部下端刀具的加工方向,如图4所示;
步骤2),控制匀场激光发射器工作,射出匀场激光对待加工表面进行预加热;
步骤3),控制无线电能传输盘的上盘接入外界高频电流,驱动压电换能器工作,使得刀具处于上下振动的谐振状态;
步骤4),驱动机床主轴进行加工。
匀场激光发射器的角度需要预先调整好,使激光束照射区域中心与刀具中心保持一定的距离。此距离L可由铣刀直径D
本发明通过激光能场和和超声能场复合辅助铣削加工,先将待加工表面用激光照射,使待加工表面的硬度降低,提高其机械加工性。然后通过超声换能变幅装置使刀具产生高频的振动,间歇性的去除材料。与激光辅助铣削加工相比,超声振动辅助作用的加入降低了切削力,提高机械加工的效率,降低刀具的磨损。同时超声振动作用的加入还可以减小材料的变形,降低材料毛刺的高度。以微型电机控制匀场激光发射器的方位代替手动调整,可以解决复杂走刀轨迹时要不断手动调整方位的问题,且方便实现自动化。
本技术领域技术人员可以理解的是,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。