射出成型装置
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及一种射出成型装置。
背景技术
以往,由于可以高效地大批量生产复杂形状的成型品,经常使用射出成型法(射出成型装置)。
射出成型装置构成为具备:合模装置,使可动压盘(可动盘)相对于固定压盘(固定盘)移动,进行固定侧模具1与活动侧模具2的一对模具1、2的开关及合模;及,射出装置3,将熔融树脂等的成型材料,向已合模的一对模具1、2的腔体H内射出(参照图1)。
固定侧模具1具备将成型材料从射出装置3射出至腔体H内所需的射出结构4,此射出结构4大致分为热浇道方式与冷浇道方式这两种。
热浇道方式的射出结构(阀门浇口结构)4,如图5(图1)所示,具备:热浇道喷嘴5,具有连通于腔体H的流路;阀门6,开关热浇道喷嘴5的流路;及,岐管(manifold)(热浇道块)7,具有与热浇道喷嘴5的流路连通的流路;其中,成型材料R从射出装置3被送至岐管7的流路,从岐管7的流路被送至热浇道喷嘴5的流路,从热浇道喷嘴5的流路被送至模具1、2的腔体H。
热浇道喷嘴5构成为,在其周围具备电加热器等的加热部8,能够保持从射出装置3射出的成型材料R的熔融状态。此外,固定侧模具1设置冷却部(制冷剂流路)9,用于对固定侧模具1的内部供应制冷剂,并将射出的成型材料R冷却硬化。
此处,专利文献1中揭示:“一种阀门浇口装置,具备:喷嘴,在前端部形成将熔融树脂朝向腔体吐出的吐出口;及,浇口开关销,相对于前述喷嘴向轴方向移动,以开关浇口;其中,前述前端部中前述吐出口的周围的至少一部分,形成隔热槽。”。
[先行技术文献]
(专利文献)
专利文献1:日本特开2016-87817号公报
发明内容
[发明所要解决的问题]
上述以往的射出成型装置中,如图5、图6A所示,冷却部9与热浇道喷嘴5的加热部8在热浇道喷嘴5的前端侧部分P,成为共存、混合的形式,所述冷却部9向固定侧模具1的内部供应制冷剂,并冷却射出的成型材料R。
由此,如图6B(图5、图6A)所示,难以调整、控制热浇道喷嘴5的前端侧部分P的期望的温度,若此部分P的温度过度降低,则熔渣(树脂块)残留在喷嘴内壁,若温度过度上升,则在喷嘴前端的吐出口10,会发生成型材料R拉伸成丝状的拉丝这种不妥的情形。换句话说,喷嘴前端的部分P由于冷却部9与加热部8共存,拉丝、熔渣产生的韧性(toughness)(温度调节幅度)小,且不明确(显示为图6B中的“?”。
因此,极为期望开发一种手法,能够进行喷嘴前端部分的温度调整、控制,不会发生温度过度降低或过度上升,并维持在适当的温度范围内。
[解决问题的技术手段]
本发明的射出成型装置的一态样,是一种射出成型装置(例如,后述的射出成型装置A),具备用于在已合模的固定侧模具(例如,后述的固定侧模具1)与活动侧模具(例如,后述的活动侧模具2)的腔体(例如,后述的腔体H)内射出成型材料(例如,后述的成型材料R)的热浇道方式的射出结构(例如,后述的射出结构4),并且,具备:热浇道喷嘴(例如,后述的热浇道喷嘴5),在外周侧具有加热部,且具有从后端到前端在轴线方向(例如,后述的轴线O1方向)上延伸并连通于前述腔体的流路;及,阀销(例如,后述的阀销6),以可在前述轴线方向上进退的方式配设在前述热浇道喷嘴的流路内,进行进退的同时,与前端部设置于热浇道喷嘴的前端侧的阀门开关部(例如,后述的阀门开关部13)接触和分离,以开关前述流路;其中,在形成有热浇道喷嘴的前述阀门开关部的阀销接触区间(例如,后述的阀销接触区间M)的外周,设置从外周面朝向前述轴线侧的内侧凹陷,且沿着周向延伸的隔热槽(例如,后述的隔热槽16)。
(发明的效果)
根据本揭示的射出成型装置的一态样,利用设置隔热槽,能够调整、控制热浇道喷嘴的前端部分的温度,不会发生温度过度降低或过度上升,能够适当地消除以下不妥的情形:在喷嘴内壁残留熔渣,或在喷嘴前端的吐出口发生拉丝。
附图说明
图1是示出本发明的一实施方式的射出成型装置的射出结构的截面图。
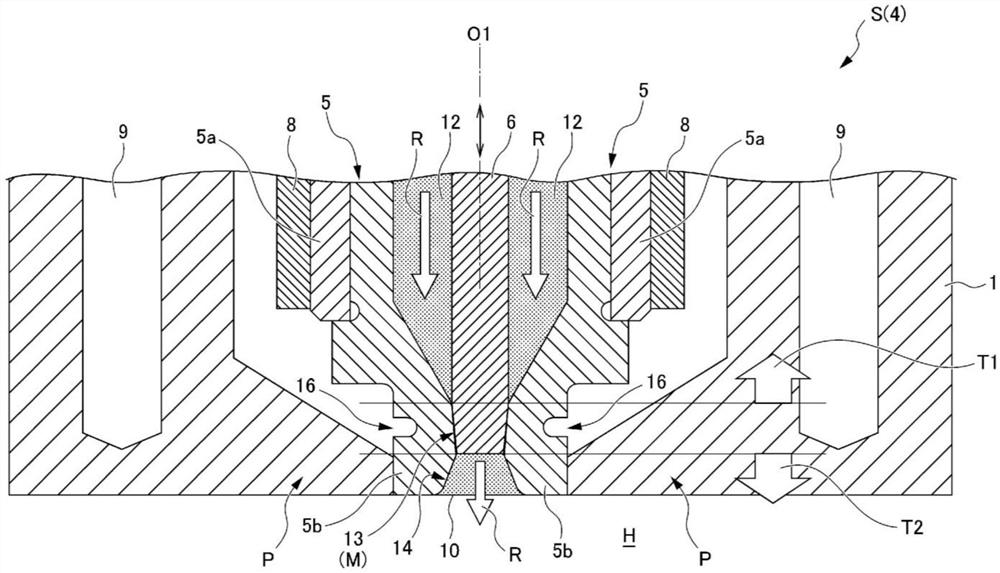
图2是示出图1的符号S部的放大图,是示出本发明的一实施方式的射出成型装置的射出结构(阀门浇口结构)的截面图。
图3是示出图1的符号S部的放大图,是示出本发明的一实施方式的射出成型装置的射出结构(阀门浇口结构)的变更例的截面图。
图4是示出图1的符号S部的放大图,是示出本发明的一实施方式的射出成型装置的射出结构(阀门浇口结构)的变更例的截面图。
图5是示出以往的射出成型装置的射出结构(阀门浇口结构)的变更例的截面图。
图6A是示出以往的射出成型装置的射出结构(阀门浇口结构)的变更例的截面图。
图6B是示出成型材料的温度与拉丝、熔渣的产生的关系的图,是示出图6A的符号P部(热浇道喷嘴的前端侧部分)的适宜的温度控制范围的图。
具体实施方式
以下,参照图1至图5,对本发明的一实施方式的射出成型装置进行说明。此处,本实施方式是关于具备热浇道方式的射出结构的射出成型装置。
本实施方式的射出成型装置A,如图1所示,构成为具备:合模装置,使可动压盘(可动盘)相对于固定压盘(固定盘)移动,以进行固定侧模具1与活动侧模具2的一对模具1、2的开关及合模;射出装置3,将熔融树脂等的成型材料R,向已合模的一对模具1、2的腔体H内射出;及,顶出装置,具有顶出销、顶出用驱动装置等,用于从模具1、2取出成型品。
射出装置3具备:筒状的加热筒,内部同轴配设螺杆;电加热器等的加热部,设置于加热筒的外周,用于熔融成型材料R;射出喷嘴,设置于加热筒的前端侧,用于射出因螺杆的旋转而送出的成型材料R;料斗等的材料供应部,设置于加热筒的后端侧,用于将成型材料R供应至加热筒内。
另一方面,如图1及图2所示,固定侧模具1具备热浇道方式的射出结构(阀门浇口结构)4,用于将成型材料R从射出装置3向腔体H内射出。
热浇道方式的射出结构4,具备:单个或多个热浇道喷嘴5,设置于固定侧模具1,具有连通于腔体H的流路;阀门6,开关热浇道喷嘴5的流路;浇铸道(sprue)11,连接于射出装置3并供应成型材料R;岐管(热浇道块)7,设置于浇铸道11与热浇道喷嘴5之间的固定侧模具1的部分,具有将热浇道喷嘴5的流路与浇铸道11的流路连通的流路;其中,形成一系列成型材料流路12,利用浇铸道11的流路、岐管7的流路与热浇道喷嘴5的流路,从射出装置3向腔体H供应成型材料R。
热浇道喷嘴5和浇铸道11构成为,在其周围具备电加热器等加热部,将从射出装置3射出的成型材料R加热,能够保持所定的熔融状态。
此外,本实施方式的热浇道喷嘴5,具备:喷嘴本体5a,例如,形成为筒状,利用螺杆的旋转成型材料R从后端侧流通至前端;及,顶部喷嘴5b,安装于喷嘴本体5a的前端。
此外,顶部喷嘴5b(热浇道喷嘴5)具备:阀门开关部(节流部)13,将成型材料R的流路缩径为所定的流路面积,利用后述的阀销6的轴线O1方向的进退驱动,阀销6的前端部得到嵌合/解除嵌合解除(接触/分离),而开关流路;及,吐出部14,是从阀门开关部13到前端的吐出口10为止的流路部分,形成为具有期望的射出性能。
热浇道喷嘴5设置在其内部利用驱动源15的驱动而在轴线O1方向上进退的阀销6,构成为阀销6进出的同时密接阀门开关部13的内面,关闭此部分的流路,后退的同时打开阀门开关部13的流路。此外,可以利用阀销6的位置导致的流路的开度来调节成型材料R的射出量、射出速度等。
进一步,固定侧模具1的内部设置冷却部9,所述冷却部9供应制冷剂,并对射出至腔体H内的成型材料R、及从阀开关部13到腔体H为止的部分,进行冷却。
另一方面,本实施方式的射出成型装置A的射出结构4,在形成热浇道方式且阀门浇口方式的顶部喷嘴(喷嘴前端部品)5b的阀门开关部13的轴线O1方向的区间(阀销接触区间)M的外周,设置从外周面朝向轴线O1侧的内侧凹陷,且沿着周向延伸的隔热槽(隔热孔)16。
利用将这种隔热槽16设置在顶部喷嘴5b的阀销接触区间M,可以实现区域(维持高温状态的区域/成型材料保温层)T1与区域(维持低温状态的区域/成型材料冷却层)T2的隔热,并明确这些成型材料保温层T1与成型材料冷却层T2,所述区域T1是想要利用加热部8保持成型材料R的熔融状态的区域,所述区域T2是想要利用冷却部9使成型材料R与成型品一起冷却以使其固化的区域。
因此,本实施方式的射出成型装置A的射出结构4中,固定侧模具1内的成型材料R的流动中,能够利用加热部8,可靠地保持阀销接触区间M前的成型材料R,也就是说,顶部喷嘴5b与阀销6的接触面前的成型材料R的熔融状态,并利用冷却部9,相比阀销接触区间M将腔体H侧的成型材料R在成型步骤中可靠地固化。
借此,根据本实施方式的射出成型装置A的射出结构4,能够实现图6B所示的适宜的成型材料的温度控制,能够有效抑制拉丝、熔渣的产生。
以上,对本发明的射出成型装置的一实施方式进行了说明,但本发明并不限定于上述的实施方式,可以在不脱离其主旨的范围内适当进行变更。
例如,如图3所示,吐出部14的轴线O1方向的长度形成得较大,或如图4所示,为未具备吐出部14的射出结构4等,即便如此,只要在阀销接触区间M(阀门开关部13)的外周,设置从外周面朝向轴线O1侧的内侧凹陷,且沿着周向延伸的隔热槽16即可,这样一来,只要设置隔热槽16,那么其他构成即便不同,仍然能够发挥与本实施方式相同的作用效果。另外,使吐出部14的空间变小、或消失,从而冷却对象的成型材料变少,因此,进一步,冷却与拉丝面(阀销前端)距离基本变近,所以,对其附加隔热槽16后,难以进一步产生拉丝,能够获得更为显著的作用效果。
附图标记
1:固定侧模具
2:活动侧模具
3:射出装置
4:射出结构(阀门浇口结构)
5:热浇道喷嘴
5a:喷嘴本体
5b:顶部喷嘴
6:阀门(阀销)
10:吐出口
12:成型材料流路
13:阀门开关部
14:吐出部
16:隔热槽
A:射出成型装置
H:腔体
M:阀销接触区间
O1:轴线
R:成型材料
T1:成型材料保温层
T2:成型材料冷却层。