大电流屏蔽功率电感生产用外壳磁芯压制成型装置及设备
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及一种大电流屏蔽功率电感生产用外壳磁芯压制成型装置。
背景技术
随着生产力提高,电子产品很快更新换代。电子产品能产生电感作用的元件统称为电感原件,常常直接简称为电感。电感是用绝缘导线(例如漆包线、沙包线等)绕制而成的电磁感应元件,属于常用元件。电感的作用:通直流阻交流这是简单的说法,对交流信号进行隔离,滤波或与电容器,电阻器等组成谐振电路。
可知,电感跟随电流的变化有:当电流变大时,磁场会变强,磁场变化的方向和原磁场方向相同的,根据左手螺旋定则来看,产生的感应电流与原电流方向相反一样的,电感电流减小;当电流变小时,磁场会变弱,磁场变化的方向和原磁场方向相反的,根据左手螺旋定则来看,产生的感应电流与原电流方向相同一样的,电感电流变大。
此外,生产过程中,有的需用到大电流,得到大电流电感。大电流电感具有高稳定性、耐高电流大电流等。因此,大电流电感会对周围的设备造成影响。然而,现有技术并没有其进行有效的磁屏蔽。
发明内容
本发明的目的是针对现有技术缺陷,提供一种大电流屏蔽功率电感生产用外壳磁芯压制成型装置。
为了实现上述本发明的目的,采取如下技术方案:
一种大电流屏蔽功率电感生产用外壳磁芯压制成型装置,支撑框架,具有第一支撑平台与第二支撑平台,所述第一支撑平台、第二支撑平台并行间隔设置;压模驱动件,其安装于所述第一支撑平台;上模件,安装于所述第一支撑平台的底部,并与所述压模驱动件传动连接;及下模件,其相应于所述上模件滑动安装于第二支撑平台。
进一步地,本发明大电流屏蔽功率电感生产用外壳磁芯压制成型装置还包括导向轨、第一定位传感器、第二定位传感器、卸料口、推拉驱动件与控制器;所述下模件的两侧各安装有一导向轨;所述导向轨的一端安装有第二定位传感器,其另一端上安装有第一定位传感器;而所述第二支撑平台上靠近第一定位传感器开设有卸料口;所述推拉驱动件靠近第二定位传感器安装于第二支撑平台,并与下模件传动连接;所述控制器安装于第一支撑平台或第二支撑平台;其中,所述第一定位传感器、第二定位传感器、推拉驱动件、压模驱动件均与控制器电连接。作为本领域的公知常识,本方案使用的控制器及其与之相连的各装置的动作控制属于成熟的单片机技术,可以轻易的从市场上购买得到,经简单调试后即可使用。
进一步地,本发明大电流屏蔽功率电感生产用外壳磁芯压制成型装置还包括脱模驱动件与推压件;所述脱模驱动件相应于所述卸料口安装于所述第一支撑平台;所述推压件安装于所述卸料口的顶部,并与所述脱模驱动件传动连接;其中,所述推拉驱动件与控制器电连接。
进一步地,本发明大电流屏蔽功率电感生产用外壳磁芯压制成型装置还包括输送机;所述卸料口的底部安装有输送机。
进一步地,所述下模件开设有呈敞口的容置空间。
进一步地,所述上模件包括第一压件、第二压件、制孔柱与弧形件;所述第一压件叠加安装于第二压件,并凸出所述第二压件的边缘形成檐结构,并在所述檐结构安装有多根制孔柱;所述第二压件的两端各设有一弧形件。
进一步地,本发明大电流屏蔽功率电感生产用外壳磁芯压制成型装置还包括刮平件;所述刮平件安装于下模件的顶部,滑动刮平下模件内的物料。
进一步地,所述刮平件包括支架、滑块、刮料板、丝杠、丝杠驱动电机与导杆;所述支架的顶部一侧安装有丝杠与丝杠驱动电机,其另一侧安装有导杆,且,所述丝杠驱动电机与丝杠传动连接;所述滑块的一端与丝杠传动连接,其另一端与导杆滑动连接;所述刮料板安装于所述滑块,用于刮平下模件的顶部物料。
进一步地,本发明大电流屏蔽功率电感生产用外壳磁芯压制成型装置还包括第一轴支座与第二轴支座;所述丝杠的一端与支架通过第一轴承座转动连接,其另一端贯穿第二轴支座与丝杠驱动电机传动连接;而所述第二轴支座置于支架的顶部。
进一步地,所述刮料板呈倾斜式安装。
一种设备,使用上述的大电流屏蔽功率电感生产用外壳磁芯压制成型装置。
本发明相对于现有技术所具有的进步:
1.本发明具有能一次性压制成型应用于屏蔽大电流电感的外壳磁芯;下模件的顶部及底部均为敞口结构,第二支撑平台支撑下模件,能实现对下模件的底部封堵,从而下模件能将制备外壳磁芯所用的物料限制于其内;便于压模驱动件带动上模件挤压下模件内的物料压制成外壳磁芯。
2.本发明增加安装导向轨、第一定位传感器、第二定位传感器、卸料口、推拉驱动件与控制器;控制器根据第一定位传感器、第二定位传感器的传送来的数据信号,实现对各部件进行控制工作;第一定位传感器、第二定位传感器组合定位下模件,能便于下模件滑动过程中的准确定位,从而使得上模件与下模件相互匹配工作。
3.本发明采用脱模驱动件与推压件来实现下模件脱模,下模件移动至卸料口时,脱模驱动件带动推压件向下模件移动的同时,挤压下模件内的外壳磁芯脱模;能利于提高脱模效率。
4.本发明在卸料口的下方安装有输送机,输送机将卸料口上掉落的外壳磁芯及时向外输送,避免外壳磁芯堆积于卸料口下方。
5.本发明采用刮平件抹平下模件内所装制备外壳磁芯所用的物料,刮平件包括支架、滑块、刮料板、丝杠、丝杠驱动电机与导杆;支架支撑滑块及刮料板位于下模件的顶部,丝杠驱动电机驱动丝杠转动,丝杠带动滑块沿导杆移动,滑块带动刮料板移动,从而刮料板刮平下模件顶部的物料。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
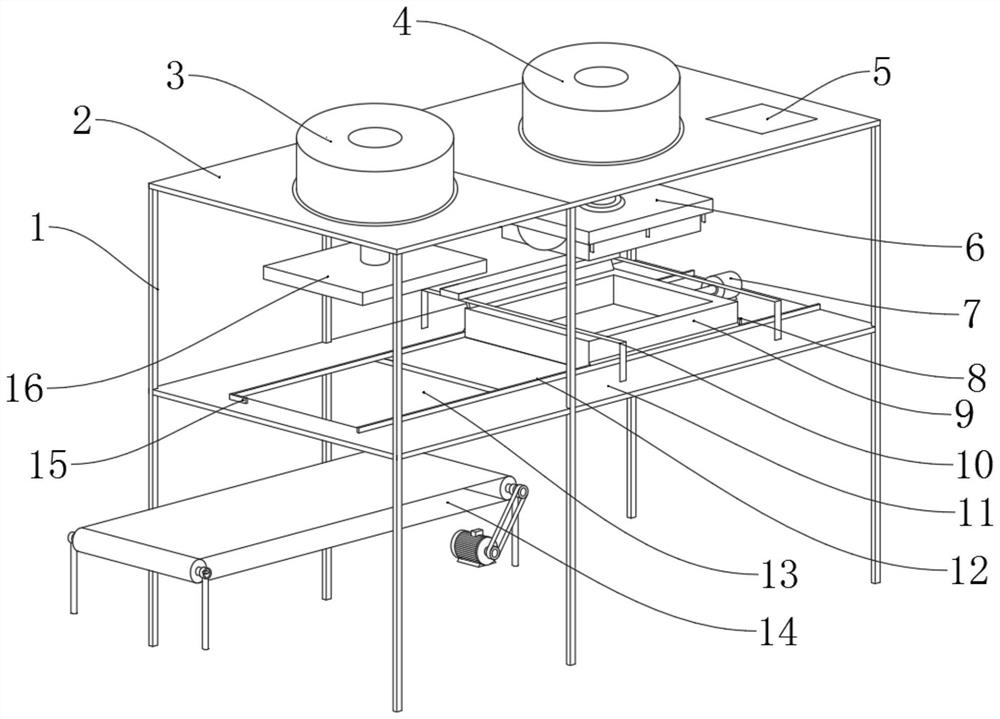
图1为本发明一种大电流屏蔽功率电感生产用外壳磁芯压制成型装置及设备的结构示意图;
图2为本发明中卸料口、下模件及刮平件之间的连接结构示意图;
图3为本发明中上模件与下模件之间的结构示意图;
图4为本发明中下模件内压制成型的外壳磁芯的结构示意图;
图5为本发明中上模件的结构示意图;
图6为图5中制孔柱的结构示意图;
图7为本发明所压制成型的外壳磁芯的结构示意图;
图8为本发明中刮平件的结构示意图;
图中各部件名称及序号:
1-支撑框架,2-第一支撑平台,3-脱模驱动件,4-压模驱动件,5-控制器,6-上模件,61-第一压件,62-制孔柱,63-第二压件,64-弧形件,7-推拉驱动件,8-第二定位传感器,9-下模件,91-容置空间,10-刮平件,101-支架,102-第一轴支座,103-滑块,104-刮料板,105-丝杠,106-第二轴支座,107-丝杠驱动电机,108-导杆,11-第二支撑平台,12-导向轨,13-卸料口,14-输送机,15-第一定位传感器,16-推压件,17-外壳磁芯,171-外壳体,172-线圈容置空间,173-沉孔,174-弧形凹槽。
具体实施方式
为了使本技术领域的人员更好的理解本申请中的技术方案,下面将结合附图和实施例来对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请的一部分实施例,基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
如图1-8所示,一种大电流屏蔽功率电感生产用外壳磁芯压制成型装置,支撑框架1,具有第一支撑平台2与第二支撑平台11,所述第一支撑平台2、第二支撑平台11并行间隔设置;压模驱动件4,其安装于所述第一支撑平台2;上模件6,安装于所述第一支撑平台2的底部,并与所述压模驱动件4传动连接;及下模件9,其相应于所述上模件6滑动安装于第二支撑平台11。
工作方式:
将制备外壳磁芯的物料放入下模件9内,压实并抹平,启动压模驱动件4,压模驱动件4带动上模件6向下模件9移动的同时,上模件6将下模件9内的物料压制成型,即得外壳磁芯17,再将外壳磁芯从下模件9中脱模。
上模件6和下模件9相互配合,从而将下模件9内的物料一次性压制成型。
在一些实施例中,为了便于下模件移动及脱模,增加安装有导向轨12、第一定位传感器15、第二定位传感器8、卸料口13、推拉驱动件7与控制器5。
所述下模件9的两侧各安装有一导向轨12;所述导向轨12的一端安装有第二定位传感器8,其另一端上安装有第一定位传感器15;而所述第二支撑平台12上靠近第一定位传感器15开设有卸料口13;所述推拉驱动件7靠近第二定位传感器8安装于第二支撑平台12,并与下模件9传动连接;所述控制器5安装于第一支撑平台2或第二支撑平台11;其中,所述第一定位传感器15、第二定位传感器8、推拉驱动件7、压模驱动件4均与控制器5电连接。
工作方式:
控制器5设定压模驱动件4的伸缩行程,压模驱动件完成一个伸缩行程,控制器5则控制其他设备进行相应的工作。
将制备外壳磁芯所用的物料放入下模件9,并压实抹平,即可通过控制器5控制压模驱动件4启动工作,压模驱动件4带动上模件6向下模件9移动的同时挤压下模件9内的物料,压模驱动件4带动上模件6移动至设定行程后返程复位,即可在下模件9内得到外壳磁芯。
压模驱动件4复位后,控制器5控制启动推拉驱动件7,推拉驱动件7推动下模件9沿导向轨12移动至触碰第一定位传感器15时,第一定位传感器15向控制器5发生信号指令,控制器5根据该信号指令控制推拉驱动件7暂停工5至10秒,此时,下模件9横跨于卸料口13,即可将下模件9内的压制成型的外壳磁芯脱模卸入卸料口13,外壳磁芯通过卸料口13向下卸出,暂停至设定时间后,控制器5控制推拉驱动件7返程复位,当推拉驱动件7触碰至第二定位传感器8时,第二定位传感器8向控制器5发送信息指令,控制器5根据该信号指令控制推拉驱动件7暂停工作,推拉驱动件7带动下模件9复位。
控制器5设定推拉驱动件7复位后,暂停的时间为40~120秒;暂停至设定时间,控制器5控制压模驱动件4工作,从而依次重复循环工作。
在一些实施例中,为了提高脱模效率,增加安装有脱模驱动件3与推压件16。
所述脱模驱动件3相应于所述卸料口13安装于所述第一支撑平台2;所述推压件16安装于所述卸料口13的顶部,并与所述脱模驱动件3传动连接;其中,所述推拉驱动件3与控制器5电连接。
工作方式:
推拉驱动件7推动下模件9触碰第一定位传感器15后,第一定位传感器15向控制器5发生数据信号,控制器5根据该数据信号控制推拉驱动件7暂停工作、脱模驱动件3工作;脱模驱动件3带动推压件16向下模件9移动的同时,推压件16将外壳磁芯从下模件9内挤压脱模,并通过卸料口13向下卸出。
在一些实施例中,为了便于从卸料口卸出的外壳磁芯向外输送,增加安装有输送机(14)。所述卸料口13的底部安装有输送机14。卸料口13将外壳磁芯卸至输送机14,输送机14经外壳磁芯及时向外输送,避免外壳磁芯堆积于卸料口的下方。
在一些实施例中,给出了下模件的一种结构形式。所述下模件9开设有呈敞口的容置空间91。便于向下模件上放入物料用于压制成型外壳磁芯。
在一些实施例中,给出了上模件的一种结构形式。所述上模件6包括第一压件61、第二压件63、制孔柱62与弧形件64。
所述第一压件61叠加安装于第二压件63,并凸出所述第二压件63的边缘形成檐结构,并在所述檐结构安装有多根制孔柱62;所述第二压件63的两端各设有一弧形件64。
弧形件64挤压下模件9内的物料压制成外壳磁芯的弧形凹槽174。
第二压件63挤压下模件9内的物料压制成外壳磁芯的线圈容置空间172。
制孔柱62与第一压件61和第二压件63共同作用将下模件9内的物料压制成沉孔173。
第一压件61与第二压件63共同压制下模件9内的物料形成外壳体171。
在一些实施例中,为了便于平铺下模件顶部的物料,增加安装有刮平件10;所述刮平件10安装于下模件9的顶部,滑动刮平下模件9内的物料。
在上述实施例中,进一步给出了刮平件的一种结构形式。
所述刮平件10包括支架101、滑块103、刮料板104、丝杠105、丝杠驱动电机107与导杆108。
所述支架101的顶部一侧安装有丝杠105与丝杠驱动电机107,其另一侧安装有导杆108,且,所述丝杠驱动电机107与丝杠105传动连接;所述滑块103的一端与丝杠105传动连接,其另一端与导杆108滑动连接;所述刮料板104安装于所述滑块103,用于刮平下模件9的顶部物料。
工作方式:
将制备外壳磁芯所用的物料放入下模件9内,即可启动丝杠驱动电机107,丝杠驱动电机107驱动丝杠105转动,滑块103的一端与丝杠105传动连接,其另一端与导杆108滑动连接,因此,丝杠105带动滑块103沿导杆108滑动,滑块103带动刮料板104移动,刮料板104移动的过程中对下模件9内的物料顶部进行抹平。
在上述实施例中,进一步增加安装有第一轴支座102与第二轴支座106;所述丝杠105的一端与支架101通过第一轴承座102转动连接,其另一端贯穿第二轴支座106与丝杠驱动电机107传动连接;而所述第二轴支座106置于支架101的顶部。
在一些实施例中,所述刮料板104呈倾斜式安装。便于推平下模件上的顶部物料。
一种设备,使用上述任一实施例所述的大电流屏蔽功率电感生产用外壳磁芯压制成型装置。
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之内。
- 大电流屏蔽功率电感生产用外壳磁芯压制成型装置及设备
- 一种多头多工位的组装式大电流功率电感生产设备