一种激光熔覆合金不锈钢刀及其制备方法
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及刀具制备技术领域,尤其涉及一种激光熔覆合金不锈钢刀及其制备方法。
背景技术
不锈钢是不锈耐酸钢的简称,是耐空气、蒸汽、水等弱腐蚀介质或具有不锈性的钢种。不锈钢主要类型包括铁素体不锈钢、奥氏体不锈钢、奥氏体-铁素体双相不锈钢等,具有耐腐蚀、耐热等特性。其耐蚀性随含碳量的增加而降低,大多数不锈钢的含碳量均较低,最大不超过1.2%。
由于不锈钢的优良特性,因此不锈钢是制备刀具的理想材料,而现有的利用不锈钢制备的刀具还是会存在一些缺陷,由于一般所采用的锻造方式,使得不锈钢刀具的表层甚至内部都会出现一些裂纹,而这样的裂纹在后续的使用的过程中会逐渐变大,从而影响后期正常使用,而且一般的锻造方式会让刀具的表层残留大量的气泡和其他灰尘等杂质。
发明内容
基于背景技术存在的技术问题,本发明提出了一种激光熔覆合金不锈钢刀及其制备方法。
本发明提出的一种激光熔覆合金不锈钢刀及其制备方法,包括以下步骤:
步骤一:材料准备,准备好需要制备的材料,其中材料包括铁、碳、铬、硅、锰、硼、钛、镍、钇和稀土金属粉末,其中各种金属材料的比重为铁占总分量的57.02%、碳占总分量的0.95%、铬占总分量的18.76%、硅占总分量的6.20%、锰占总分量的1.90%、硼占总分量的8.10%、钛占总分量的1.95%、镍占总分量的1.50%、钇占总分量的1.52%和稀土占总分量的2.10%;
步骤二:粉末处理,将准备好的金属粉末全部倒入送粉器的内部,并且将粉末进行混合搅拌处理,使得粉末能够搅拌均匀,并且在搅拌均匀之后,利用加热原件对金属粉末进行加热处理,从而方便后期熔覆直接使用;
步骤三:基材表面预处理,将需要熔覆的机体进行预处理操作,使得机体内部赶紧,并且将机体底部的熔池进行定位、清洁处理,确保熔池的位置水平且内部赶紧,从而能够确保熔覆后的刀具质量达到所需标准;
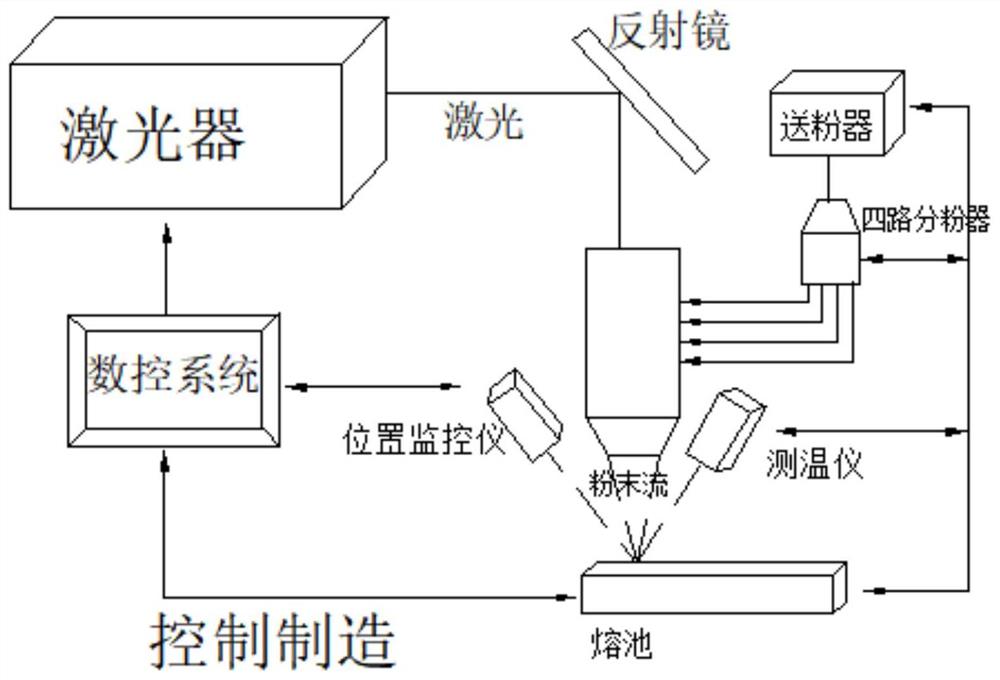
步骤四:送料激光熔化,将熔覆机体连接外部电源,此时机体内部的6轴运动控制数控系统会控制激光器发射激光,之后激光发射器发射的激光会被发射镜进行反射给同轴熔覆头,而同轴熔覆头所发射的激光照射在熔池内部,此时打开送粉器的阀门开关,送粉器连通的四路分粉器会将搅拌均匀且加热后的金属粉末送至环形送粉头处,而环形送粉头会将金属粉末吹出,然后被激光熔覆在熔池内部完成定型处理,此时再结合测温仪和位置监控仪器的观察和反馈结果,6轴运动控制数控系统会控制XYZ的运动模组进行移动,从而完成对刀具的熔覆制备;
步骤五:后热处理,当刀具完成熔覆制备后,由于其温度较高,为了完成其定型处理,后续需要对其进行后热降温处理,让刀具的温度降至40℃-100℃的范围内,待刀具温度降低至所需温度后,对刀具的表面进行打磨、抛光处理。
优选地,所述步骤四中的工艺参数为,激光功率2KW、扫描速度1000HZ、光斑直径4mm、熔覆速度180-250mm/min、送粉速度20-30g/min、保护气流5-15L/min、粉末粒径100-270μm。
优选地,所述步骤四中通过高能密度的激光束对刀具刃口加热至1100度形成熔池,且四路分粉器会形成粉末流进行送料。
优选地,所述备选的金属粉末采用球形粉末颗粒进行制备。
优选地,所述混合所制备的合金粉其流动性为27s/50g、松装密度为4.75g/㎝
优选地,所述待刀具熔覆完毕之后,利用酸性溶液对刀具进行清洗,从而去除刀具表层氧化层,酸洗完毕之后将刀具进行夹持固定,并且利用打磨抛光设备对刀具的表面进行打磨处理,打磨完毕之后利用开刃设备对刀具的刀口进行开刃处理,且多出的刀刃高度为3-4mm。
优选地,所述待刀具开刃打磨完毕之后,选取合适的刀柄材料,并且利用全方位一体成型注塑方式,将刀柄的四周注塑成型,从而防止刀柄的末端存在缝隙,导致细菌的滋生,并且在刀柄与外壳的连接处还设有固定螺丝进行二次加固,且固定螺丝的外部也填充有刀柄材料。
优选地,所述四路送粉器发射的粉末流与激光的同轴熔覆头形成夹角,且粉末流与激光的夹角为30°-60°。
本发明的有益效果:
1、本发明所采用的是同步式激光熔覆的制造工艺,这种制造工艺由于半导体激光的发射波长与固体激光工作物质的吸收峰相吻合,从而使得光转换效率很高,并且不会做出过多热量的浪费,能够极大的方便后续的降温处理,当熔覆速度过高,合金粉末不能完全融化,未起到优质熔覆的效果,熔覆速度太低,熔池存在时间过长,粉末过烧,合金元素损失,同时基体的热输入量大,会增加变形量,而本发明由于激光功率控制在2KW的范围,加之熔覆速度与送粉速度的相互协调配合,可以使得所制备的刀具表面气孔大大降低,且熔覆层无夹渣;
2、本发明在以铁元素为基础元素的基础上,通过不断的调配所制备的原料配比,加入九种以上元素的进行制备,并且不同元素的质量配比也是通过反复调质得出,这样制得的刀具在兼顾硬度和耐腐蚀性能的同时,其耐磨损性能也得到了极大的提高。
附图说明
图1为本发明提出的一种激光熔覆合金不锈钢刀及其制备方法的流程结构示意图;
图2为本发明提出的实施列2完成激光熔覆后的结构示意图;
图3为本发明提出的实施例1完成激光熔覆后的结构示意图;
图4为本发明提出的激光熔覆合金不锈钢刀浅表层结构校正静置示意图;
图5本发明提出的激光熔覆合金不锈钢刀表层结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
实施例1,参照图1-5,一种激光熔覆合金不锈钢刀及其制备方法,包括以下步骤:
步骤一:材料准备,准备好需要制备的材料,其中材料包括铁、碳、铬、硅、锰、硼、钛、镍、钇和稀土金属粉末,其中各种金属材料的比重为铁占总分量的57.02%、碳占总分量的0.95%、铬占总分量的18.76%、硅占总分量的6.20%、锰占总分量的1.90%、硼占总分量的8.10%、钛占总分量的1.95%、镍占总分量的1.50%、钇占总分量的1.52%和稀土占总分量的2.10%,所述备选的金属粉末采用球形粉末颗粒进行制备;
步骤二:粉末处理,将准备好的金属粉末全部倒入送粉器的内部,并且将粉末进行混合搅拌处理,使得粉末能够搅拌均匀,并且在搅拌均匀之后,利用加热原件对金属粉末进行加热处理,从而方便后期熔覆直接使用,所述混合所制备的合金粉其流动性为27s/50g、松装密度为4.75g/㎝
步骤三:基材表面预处理,将需要熔覆的机体进行预处理操作,使得机体内部赶紧,并且将机体底部的熔池进行定位、清洁处理,确保熔池的位置水平且内部赶紧,从而能够确保熔覆后的刀具质量达到所需标准;
步骤四:送料激光熔化,将熔覆机体连接外部电源,此时机体内部的6轴运动控制数控系统会控制激光器发射激光,之后激光发射器发射的激光会被发射镜进行反射给同轴熔覆头,而同轴熔覆头所发射的激光照射在熔池内部,此时打开送粉器的阀门开关,送粉器连通的四路分粉器会将搅拌均匀且加热后的金属粉末送至环形送粉头处,而环形送粉头会将金属粉末吹出,然后被激光熔覆在熔池内部完成定型处理,此时再结合测温仪和位置监控仪器的观察和反馈结果,6轴运动控制数控系统会控制XYZ的运动模组进行移动,从而完成对刀具的熔覆制备,所述四路送粉器发射的粉末流与激光的同轴熔覆头形成夹角,且粉末流与激光的夹角为30°,所述步骤四中的工艺参数为,激光功率2.5KW、扫描速度900HZ、光斑直径5mm、熔覆速度180mm/min、送粉速度20g/min、保护气流5L/min、粉末粒径100μm,所述步骤四中通过高能密度的激光束对刀具刃口加热至1300度形成熔池,且四路分粉器会形成粉末流进行送料;
步骤五:后热处理,当刀具完成熔覆制备后,由于其温度较高,为了完成其定型处理,后续需要对其进行后热降温处理,让刀具的温度降至40℃的范围内,待刀具温度降低至所需温度后,对刀具的表面进行打磨、抛光处理,所述待刀具熔覆完毕之后,利用酸性溶液对刀具进行清洗,从而去除刀具表层氧化层,酸洗完毕之后将刀具进行夹持固定,并且利用打磨抛光设备对刀具的表面进行打磨处理,打磨完毕之后利用开刃设备对刀具的刀口进行开刃处理,且多出的刀刃高度为3-4mm,,所述待刀具开刃打磨完毕之后,选取合适的刀柄材料,并且利用全方位一体成型注塑方式,将刀柄的四周注塑成型,从而防止刀柄的末端存在缝隙,导致细菌的滋生,并且在刀柄与外壳的连接处还设有固定螺丝进行二次加固,且固定螺丝的外部也填充有刀柄材料。
实施例2,参照图1-5,一种激光熔覆合金不锈钢刀及其制备方法,包括以下步骤:
步骤一:材料准备,准备好需要制备的材料,其中材料包括铁、碳、铬、硅、锰、硼、钛、镍、钇和稀土金属粉末,其中各种金属材料的比重为铁占总分量的57.02%、碳占总分量的0.95%、铬占总分量的18.76%、硅占总分量的6.20%、锰占总分量的1.90%、硼占总分量的8.10%、钛占总分量的1.95%、镍占总分量的1.50%、钇占总分量的1.52%和稀土占总分量的2.10%,所述备选的金属粉末采用球形粉末颗粒进行制备;
步骤二:粉末处理,将准备好的金属粉末全部倒入送粉器的内部,并且将粉末进行混合搅拌处理,使得粉末能够搅拌均匀,并且在搅拌均匀之后,利用加热原件对金属粉末进行加热处理,从而方便后期熔覆直接使用,所述混合所制备的合金粉其流动性为27s/50g、松装密度为4.75g/㎝
步骤三:基材表面预处理,将需要熔覆的机体进行预处理操作,使得机体内部赶紧,并且将机体底部的熔池进行定位、清洁处理,确保熔池的位置水平且内部赶紧,从而能够确保熔覆后的刀具质量达到所需标准;
步骤四:送料激光熔化,将熔覆机体连接外部电源,此时机体内部的6轴运动控制数控系统会控制激光器发射激光,之后激光发射器发射的激光会被发射镜进行反射给同轴熔覆头,而同轴熔覆头所发射的激光照射在熔池内部,此时打开送粉器的阀门开关,送粉器连通的四路分粉器会将搅拌均匀且加热后的金属粉末送至环形送粉头处,而环形送粉头会将金属粉末吹出,然后被激光熔覆在熔池内部完成定型处理,此时再结合测温仪和位置监控仪器的观察和反馈结果,6轴运动控制数控系统会控制XYZ的运动模组进行移动,从而完成对刀具的熔覆制备,所述四路送粉器发射的粉末流与激光的同轴熔覆头形成夹角,且粉末流与激光的夹角为45°,所述步骤四中的工艺参数为,激光功率2KW、扫描速度1000HZ、光斑直径4mm、熔覆速度210mm/min、送粉速度25g/min、保护气流10L/min、粉末粒径190μm,所述步骤四中通过高能密度的激光束对刀具刃口加热至1100度形成熔池,且四路分粉器会形成粉末流进行送料;
步骤五:后热处理,当刀具完成熔覆制备后,由于其温度较高,为了完成其定型处理,后续需要对其进行后热降温处理,让刀具的温度降至60℃的范围内,待刀具温度降低至所需温度后,对刀具的表面进行打磨、抛光处理,所述待刀具熔覆完毕之后,利用酸性溶液对刀具进行清洗,从而去除刀具表层氧化层,酸洗完毕之后将刀具进行夹持固定,并且利用打磨抛光设备对刀具的表面进行打磨处理,打磨完毕之后利用开刃设备对刀具的刀口进行开刃处理,且多出的刀刃高度为3-4mm,,所述待刀具开刃打磨完毕之后,选取合适的刀柄材料,并且利用全方位一体成型注塑方式,将刀柄的四周注塑成型,从而防止刀柄的末端存在缝隙,导致细菌的滋生,并且在刀柄与外壳的连接处还设有固定螺丝进行二次加固,且固定螺丝的外部也填充有刀柄材料。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种激光熔覆合金不锈钢刀及其制备方法
- 一种不锈钢表面激光熔覆用合金粉末及其应用