一种木质板材表面喷塑粉工艺
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及木质板材的表面处理技术领域,特别是一种木质板材表面喷塑粉工艺。
背景技术
木质板材的表面喷塑粉的工艺是近来出现的新型木质表面涂层的新工艺,它具有可提高木质表面涂层的硬度,成品无甲醛,在生产过程中可做到无溶剂释放,塑粉可回收,不存在环境污染的优点。虽然现有的木质板材的表面喷塑粉工艺具有上述优点,但是它还存在着如下不足之处:1. 在生产过程中对木质板材的材质有比较高的要求,它仅适合高密度木质的板材,否则质量难以控制;2.对木质板材喷塑粉工序前的板材的封闭处理难度大,费工费时,封闭效果不理想,封闭处理后的木质板材不耐高温,遇100℃-150℃以上的温度时封闭层会产生开裂现象;3.在生产过程中对木质板材的含水率有比较高的要求,木质板材的含水率要在8%以下,否则会大大增加产品的废品率,但是,要使木质板材的含水率达到8%以下,技术难度大,成本高。
发明内容
本发明的目的是针对现有的木质板材的表面喷塑粉工艺所存在的上述对木质板材的材质有比较高的要求;在喷塑粉工序前对板材的封闭处理难度大,费工费时,封闭效果不理想,封闭处理后的木质板材不耐高温;对木质板材的含水率有比较高的要求的不足之处,提供一种对木质板材的材质要求不高,不但可使用高密度板,还可使用中密度板、低密度板、多层实木板、刨花板等;在喷塑粉工序前对板材的封闭处理容易,省工省时,封闭效果好,封闭处理后的木质板材耐高温;对木质板材的含水率的要求不高的木质板材表面喷塑粉工艺。
本发明目的所采用的技术方案是通过以下方式完成:一种木质板材表面喷塑粉工艺,该木质板材表面喷塑粉工艺中所用的板材的材质是密度板、多层实木板和刨花板,其中,密度板包括高密度板、中密度板和低密度板,该木质板材表面喷塑粉工艺包括对木质板材的前处理步骤和对木质板材表面喷塑粉步骤;其中,在对木质板材的前处理步骤中,在所设定形状的板材边上采用高固含量涂料铸造出与板材融为一体的包边筋,然后经铣、打磨、清洁板材表面后再进入对木质板材表面喷塑粉步骤。
进一步地,所述铣采用精铣。
在所述的一种木质板材表面喷塑粉工艺中,所述的与板材融为一体的包边筋是采用二步铸造法而成的;所述的二步铸造法包边筋铸造工艺是:首先在待加工的板材的板材顶面按所设定的板材形状开出用于容纳高固含量涂料的铸造包边筋的上型腔,在上型腔内注入高固含量涂料,待注入上型腔内的高固含量涂料固化后,在待加工的板材的板材底面按与上型腔所重合的位置开出用于容纳高固含量涂料的铸造包边筋的下型腔,下型腔的底部与上型腔的底部相贯通,即下型腔的底部为上型腔内的已固化的高固含量涂料,在下型腔内注入高固含量涂料,待注入下型腔内的高固含量涂料固化后,上型腔与下型腔型腔内的高固含量涂料形成一体的高固含量涂料固化体,然后,按所设定的板材形状将待加工的板材加工成周边为与板材融为一体的包边筋,由于所述的包边筋是采用铸造工艺制成的,故与板材融为一体的包边筋又可称之为铸边,其带有包边筋的板材可称之为铸边板材。
在所述的一种木质板材表面喷塑粉工艺中,所述的设在待加工的板材顶面上的上型腔与设在待加工的板材底面上的下型腔均为环形凹槽结构。
在所述的一种木质板材表面喷塑粉工艺中,所述的高固涂料为耐高温的不饱和树脂。
在所述的一种木质板材表面喷塑粉工艺中,该木质板材表面喷塑粉工艺具体包括以下步骤:
在所述的一种木质板材表面喷塑粉工艺中,在步骤
在所述的一种木质板材表面喷塑粉工艺中,在步骤
在所述的一种木质板材表面喷塑粉工艺中,在步骤
在所述的一种木质板材表面喷塑粉工艺中,在步骤
在所述的一种木质板材表面喷塑粉工艺中,在步骤
本发明与现有的木质板材的表面喷塑粉工艺相比,具有以下特点:
1.对木质板材的材质要求不高,不但可使用高密度板,还可使用中密度板、低密度板、多层实木板、刨花板等;
2.对木质板材的含水率的要求不高,木质板材的含水率可达15%;
3. 在喷塑粉工序前对板材的封闭处理容易,省工省时,封闭效果好,封闭处理后的木质板材耐高温的性能好,可采用高温喷塑粉工艺;
4.制成的塑粉板防水性能好,使用寿命长。
本发明制成的塑粉板特别适合作为各类家具、室内装饰及木门行业使用的板材。
附图说明
图1为本发明一种木质板材表面喷塑粉工艺中,在待加工的板材顶面开出上型腔的结构示意图。
图2为图1中的上型腔内注入高固含量涂料固化后的结构示意图。
图3为本发明一种木质板材表面喷塑粉工艺中,在待加工的板材底面开出下型腔的结构示意图。
图4为图3中的下型腔内注入高固含量涂料固化后的结构示意图。
图5为待加工的板材被加工成周边具有包边筋的板材的结构示意图。
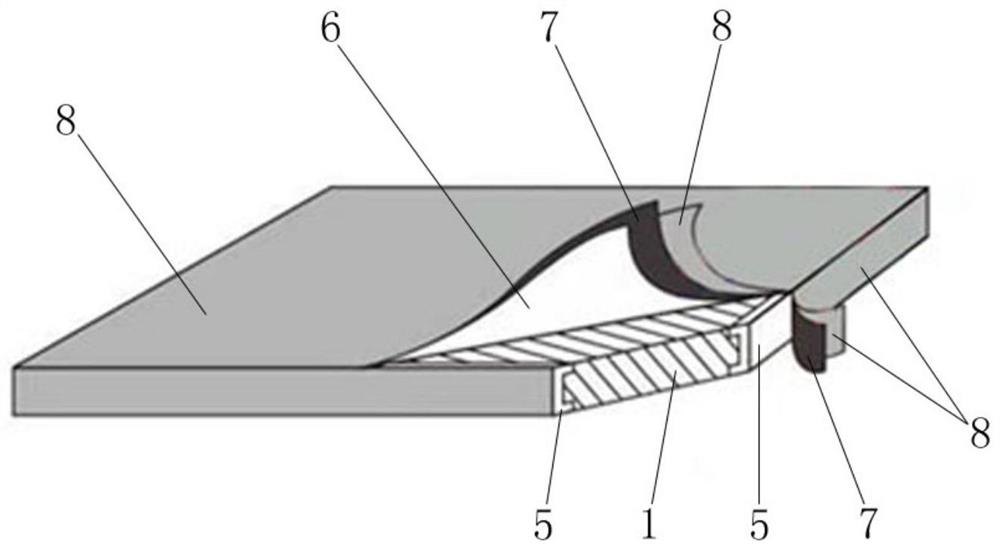
图6为塑粉板成品的结构示意图。
在附图1至附图6中,1表示板材;1a表示板材顶面;1b表示板材底面;2表示上型腔;3表示高固含量涂料;4表示下型腔;5表示包边筋;6表示UV层;7表示静电层;8表示塑粉层。
具体实施方式
下面结合附图给出的实施例对本发明作进一步详细说明:
参照附图1至附图6,一种木质板材表面喷塑粉工艺,该木质板材表面喷塑粉工艺包括以下步骤:
以上所述者,仅为本发明的较佳实施例而已,但不能以此限定本发明实施的范围,即大凡依本发明申请专利范围及发明说明内容所作的简单的等效变化与修饰,皆仍属本发明专利涵盖的范围内。
- 一种电缆桥架喷塑加厚工艺
- 一种喷塑防腐方管与生产工艺
- 一种板材表面处理工艺
- 一种实现铝板材防腐耐候的表面喷塑方法及所述铝板材
- 一种木质板材机加工后表面处理系统及表面处理工艺