一种汽车导电外后视镜制备工艺
文献发布时间:2023-06-19 18:32:25
技术领域
本发明属于玻璃加工领域,具体涉及一种汽车导电外后视镜制备工艺。
背景技术
在玻璃深加工领域中,导电外后视镜玻璃主要用于轿车,一般高端燃油汽车及新能源汽车使用较多,该技术有自动防眩目功能,能有效防止后车强光引起的影响视力及提高行车安全,另外还可以有雷达并线感应指示灯提示,因此高端功能的导电外后视镜在汽车行业应用更加广泛,然而现有技术中的工艺流程为原片切割、烤弯、玻璃前清洗、蒸发镀铝膜、淋漆、烘干、冷却、切割,剪片,磨边,检片。该工艺不具备自动防弦光功能,需要手动调整后视镜避开强光,在夜间行车时当后方来车强光照射时会导致驾驶员眼睛不适,增加行车安全风险。
比亚迪汽车公司发明的专利CN203573064U公开了一种防眩光汽车后视镜,通过液晶燃料分子排列,吸收各个方向的偏振光,进而达到防眩晕效果,但其制备成本高,并不适合中小企业。
因此,亟需提供一种能够制备低成本、操作简单的汽车导电外后视镜制备工艺。
发明内容
针对提高在夜间行车安全,解决夜间行车时镜子遇后方强光晃眼的问题,本发明通过改造制备工艺增加后视镜的自动防眩功能保护和缓解夜间行车时对双眼的刺激,同时还能看清楚后方行车情况,提出了一种汽车导电外后视镜制备工艺,具体步骤如下:
S1:切割:把原材料切割分成合适大小的玻璃;
S2:热弯:经过堆栈机构出来的玻璃通过六轴机器人把玻璃精准放置在烤弯炉的每一个模具上,然后经过烤炉的温度变化使玻璃软化通过自重和真空塑性产生形变,按照对应的模具形状成型;
S3:清洗:将待加工玻璃清洗干净且通过风刀和烘干制成洁净度较高的原材料;
S4:镀铬:清洗完毕的玻璃送进真空镀膜机进行磁控溅射镀铬膜;
S5:丝印:将镀完膜的玻璃进行丝印图形,其中,丝印的图形为与镀铬膜形状相同且呈等比例缩小的图形,也就是说,保留镀铬膜形状边框不进行丝印,其余区域均丝印;
S6:蚀刻:将丝印完后的玻璃用酸性药水浸泡,洗去玻璃丝印的区域上的铬层,剩下没有丝印的区域铬层边框;
S7:镀透明导电膜:在完成镀铬蚀刻的玻璃上进行磁控溅射镀ITO导电膜;
S8:丝印保护胶:通过丝印保护胶对玻璃表面的ITO镀膜层加以保护,以防止在后工序搬运和CNC磨边擦伤膜层;
S9:切割磨边:按客户尺寸要求切割成相应尺寸;切割完的玻璃用CNC磨边,保证玻璃边缘光滑更容易装配组合;
S10:后清洗检验包装:磨完边的玻璃再通过超声波清洗并且除去膜层保护胶,并且通过CCD检测,将检测合格的产品包装完成入库。以所述合格的产品作为汽车导电外后视镜的上镜,以反射镜作为汽车导电外后视镜的下镜,将上镜与下镜通过光学胶进行粘贴,粘贴方式为使ITO导电膜位于上镜与下镜之间。
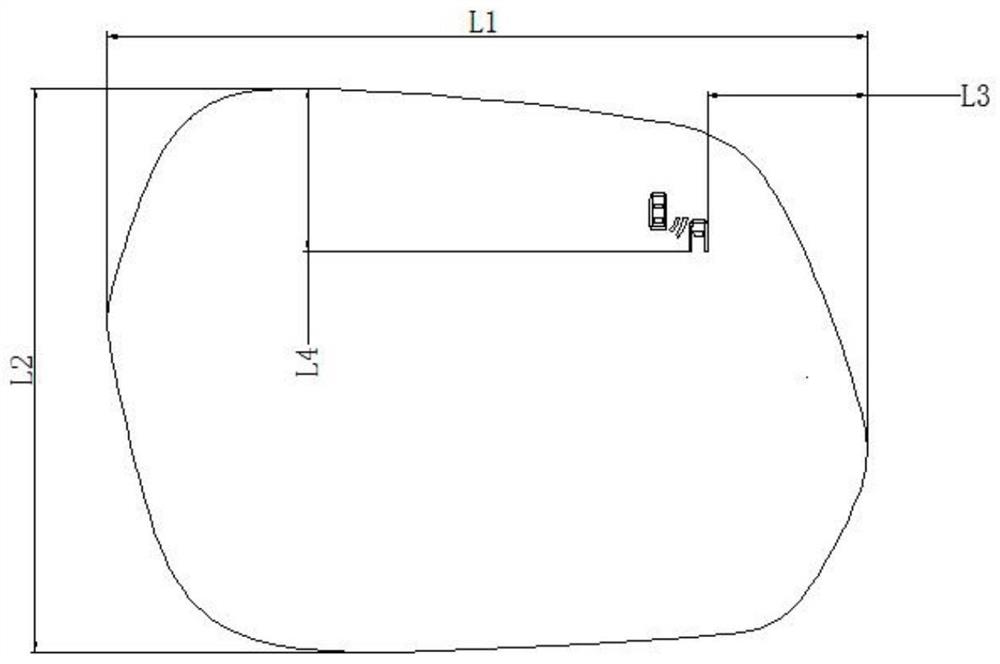
优选地,导电外后视镜呈近似六边形形状,该六边形水平方向最长距离为L
优选地,六边形右上角还以退镀或蚀刻的方式设置有BSD,其中BSD距离该六边形最右侧距离L
优选地,汽车导电外后视镜呈中间厚端部薄的圆弧状,圆弧半径SR=1260±60mm,面轮廓度为0.25mm。
有益效果:1、真空磁控溅射镀膜能更好地控制成膜厚度及质量;2、避免夜间行车强光照射导致驾驶员眼睛不适,增加行车风险;3、自动防弦光减少在行车中对后视镜的操作,减少驾驶员分心控制;4、在减少后方强光反射到眼睛的同时能看清后方行车情况,不影响预判性驾驶,增加行车安全;5、导电外后视镜呈近似等腰梯形,结构更加稳定,防弦光效果显著提高。
附图说明
为了更清楚的说明本发明的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
图1为汽车导电外后视镜制备工艺流程图;
图2为本发明汽车导电外后视镜主视图;
图3为本发明汽车导电外后视镜侧视图。
具体实施方式
本发明提出的汽车导电外后视镜制备工艺,具体包括如下步骤:
S1:切割:把原材料切割分成合适大小的玻璃;
S2:热弯:经过堆栈机构出来的玻璃通过六轴机器人把玻璃精准放置在烤弯炉的每一个模具上,然后经过烤炉的温度变化使玻璃软化通过自重和真空塑性产生形变,按照对应的模具形状成型;
S3:清洗:将待加工玻璃清洗干净且通过风刀和烘干制成洁净度较高的原材料;
S4:镀铬:清洗完毕的玻璃送进真空镀膜机进行磁控溅射镀铬膜;
S5:丝印:将镀完膜的玻璃进行丝印图形,其中,丝印的图形为与镀铬膜形状相同且呈等比例缩小的图形,也就是说,保留镀铬膜形状边框不进行丝印,其余区域均丝印;
S6:蚀刻:将丝印完后的玻璃用酸性药水浸泡,洗去玻璃丝印的区域上的铬层,剩下没有丝印的区域铬层边框;
S7:镀透明导电膜:在完成镀铬蚀刻的玻璃上进行磁控溅射镀ITO导电膜;
S8:丝印保护胶:通过丝印保护胶对玻璃表面的ITO镀膜层加以保护,以防止在后工序搬运和CNC磨边擦伤膜层;
S9:切割磨边:按客户尺寸要求切割成相应尺寸;切割完的玻璃用CNC磨边,保证玻璃边缘光滑更容易装配组合;
S10:后清洗检验包装:磨完边的玻璃再通过超声波清洗并且除去膜层保护胶,并且通过CCD检测,将检测合格的产品包装完成入库。以所述合格的产品作为汽车导电外后视镜的上镜,以反射镜作为汽车导电外后视镜的下镜,将上镜与下镜通过光学胶进行粘贴,粘贴方式为使ITO导电膜位于上镜与下镜之间。
图1为汽车导电外后视镜制备工艺流程图,本工艺在两片透明玻璃上印上铬层边框填充导电膜后,通过感光元件感知后方强光会自动施加电压,改变镜片的反射率,避免强光对驾驶人员视线造成不适。
图2为本发明汽车导电外后视镜主视图,本发明的汽车导电外后视镜呈近似六边形形状,该六边形水平方向最长距离为L
图3为本发明汽车导电外后视镜侧视图,本发明的汽车导电外后视镜呈中间厚端部薄的圆弧状,圆弧半径SR=1260±60mm,面轮廓度为0.25mm。
以上所述仅为本发明的实施例,并未限制本发明的专利范围;凡是利用本发明的内容作出的等效方法或结构,均包括在本发明的专利保护范围内。
- 一种外后视镜、外后视镜系统及汽车
- 一种导电硅橡胶及其制备工艺
- 一种电磁屏蔽用导电橡胶制备工艺
- 一种导电硬质合金及其制备工艺
- 一种汽车后视镜发热用导电油墨及其制备方法
- 一种汽车电致变色内后视镜第二面导电膜及其制备方法