一种聚苯乙烯挤塑发泡保温管生产设备及其生产方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及保温管生产技术领域,具体涉及一种聚苯乙烯挤塑发泡保温管生产设备及其生产方法。
背景技术
现有技术一般采用聚氨酯发泡塑料用作管道保温,其生产方法通常采用不连续挤出、复合发泡、单件生产工艺,导致其生产效率低、抗压强度比较低且价格相对较高,从而使聚氨酯发泡保温管的成本较高,且生产工艺复杂。
在专利号为2009100298486中公开了聚苯乙烯挤塑发泡保温管生产设备及其生产方法,该采用1号单螺杆挤出机串联2号单螺杆挤出机,可连续挤出发泡生产聚苯乙烯挤出发泡保温管,大大提高了生产效率,降低了生产成本,且管子具有很好的保温隔热性能,导热性数小于0.03W/(M·K);良好的抗压性能达到250kPa。但是根据不同的需要,所需要的保温管长度也不相同,该设备并不能进行定长的切割;并且不能在挤出成型后对其进行快速的支撑冷却。
发明内容
本发明的目的在于提供一种聚苯乙烯挤塑发泡保温管生产设备及其生产方法,解决以下技术问题:根据不同的需要,所需要的保温管长度也不相同,该设备并不能进行定长的切割;并且不能在挤出成型后对其进行快速的支撑冷却。
本发明的目的可以通过以下技术方案实现:
一种聚苯乙烯挤塑发泡保温管生产设备,包括框架,所述框架的内部固定安装有冷却底座,所述冷却底座上设置有,所述弧形支撑板,所述框架的内部设置有导向夹持机构,所述框架的一侧安装有切割机构;
所述切割机构包括固定座,所述固定座固定安装在框架上,所述固定座的底部一侧滑动连接有固定板,所述固定座的端部固定安装有弧形导向滑轨,所述弧形导向滑轨的外周面上滑动连接有弧形齿条,所述弧形导向滑轨的侧面等距离安装有三组同步驱动机构,所述同步驱动机构驱动弧形齿条转动,所述弧形齿条上固定安装有L型板,所述L型板上固定安装有电动伸缩杆一,所述电动伸缩杆一上固定划刀。
作为本发明进一步的方案:所述固定板的底部滑动连接有移动板,所述移动板的一侧固定安装有夹持板一,所述固定板的一侧固定安装有夹持板二。
作为本发明进一步的方案:所述同步驱动机构包括U型板,所述U型板上设置有转轴,所述转轴上套接有链条齿轮和驱动齿轮,所述驱动齿轮与弧形齿条啮合连接,多个所述链条齿轮之间套接有链条,其中一个转轴由伺服电机一驱动。
作为本发明进一步的方案:所述冷却底座的内部固定安装有气缸一,所述气缸一的活塞杆上固定安装有弧形支撑板,所述弧形支撑板内均匀开设有多个制冷孔,所述冷却底座的内部安装有对管道冷却的冷却机。
作为本发明进一步的方案:所述导向夹持机构包括转动安装在框架上的多个竖直设置的升降丝杆,升降丝杆上螺纹连接有方形框,所述方形框上安装有多个水平设置的调节丝杆,所述调节丝杆上螺纹连接有对称设置的升降块,所述升降块的底部固定安装有L型杆,所述L型杆的端部固定安装有驱动电机,所述驱动电机的输出轴上固定安装有水平设置的导轮。
作为本发明进一步的方案:所述升降块的一侧固定安装有电动伸缩杆三,所述电动伸缩杆三上固定安装有制冷器,所述制冷器的底部固定安装有电动伸缩杆二,所述电动伸缩杆二的底部固定安装有冷却喷头,所述冷却喷头通过软管与制冷器连接。
作为本发明进一步的方案:所述升降块的底部固定安装有连接杆,所述连接杆位于电动伸缩杆三下方,所述连接杆的底部固定安装有电机安装板,所述电机安装板的一侧固定安装有伺服电机二,所述伺服电机二的输出轴贯穿电机安装板与水平设置的摇杆通过斜轴活动连接,所述摇杆通过活动斜杆与推杆连接,所述推杆上固定安装有弧形夹持块。
作为本发明进一步的方案:一种聚苯乙烯挤塑发泡保温管生产设备的生产方法,包括以下步骤:
步骤一、通过挤出机挤出成型管道,然后通过气缸一驱动弧形支撑板升降,对管道进行支撑,便于调节不同直径的管道处于同一中心,便于后续的切割;同时通过冷却机和制冷孔对管道的底部进行冷却,通过制冷器和冷却喷头对管道顶部进行冷却,通过电动伸缩杆二带动冷却喷头升降,通过电动伸缩杆三调节喷头的水平位置,便于将挤出的管道快速进行冷却成型,并且将其成排设置,可以在弧形支撑板上输送的过程中,一直进行冷却,提高冷却效果;
步骤二、驱动升降丝杆,带动方形框升降,然后驱动调节丝杆带动L型杆相对移动,导轮与管道外壁接触,驱动导轮转动,通过导轮对管道进行输送导向,可适用不同管道直径;
步骤三、当输送到切割机构时,驱动气缸,水平方向移动固定板,调节其夹持的距离;驱动夹持丝杆带动移动板和夹持板一移动,夹持板一和夹持板二将管道固定,并且驱动伺服电机二,带动摇杆运动,同时通过推杆推动弧形夹持块与管道接触,对管道进行夹持,保证在切割的过程中更加稳定;然后启动伺服电机一,带动链条齿轮和驱动齿轮转动,通过链条同步带动链条齿轮转动,进而带动驱动齿轮转动,保证其转动的稳定性,然后带动弧形齿条转动,弧形齿条带动L型板转动,进而带动划刀转动,对管道进行切割;同时可以驱动电动伸缩杆一,推动划刀移动,进而可以对不同直径的管道进行定长切割。
本发明的有益效果:
本申请主要用于大型的保温管道,通过切割机构的设置,可以对不同直径的保温管进行稳定定长切割,更加高效实用;通过气缸一驱动弧形支撑板升降,对管道进行支撑,便于调节不同直径的管道处于同一中心,便于后续的切割;通过冷却机和制冷孔对管道的底部进行冷却,通过制冷器和冷却喷头对管道顶部进行冷却,便于将挤出的管道快速进行冷却成型,并且将其成排设置,可以在弧形支撑板上输送的过程中,一直进行冷却,提高冷却效果。
附图说明
下面结合附图对本发明作进一步的说明。
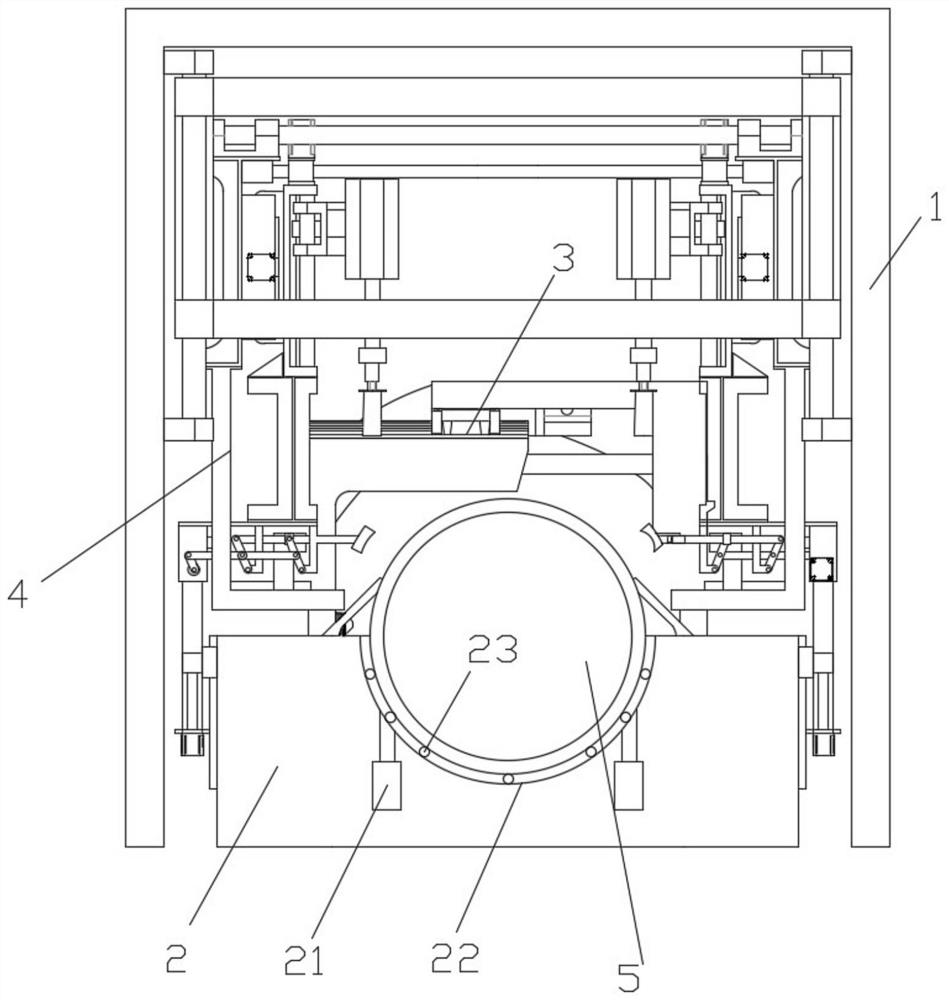
图1是本发明正视的结构示意图;
图2是本发明切割机构的整体结构示意图;
图3是本发明框架的内部结构示意图。
图中:1、框架;2、冷却底座;21、气缸一;22、弧形支撑板;23、制冷孔;3、切割机构;4、导向夹持机构;31、固定座;32、移动板;33、夹持丝杆;34、夹持板一;35、伺服电机一;36、链条齿轮;37、U型板;38、L型板;39、电动伸缩杆一;310、划刀;311、夹持板二;312、固定板;313、弧形导向滑轨;314、弧形齿条;315、驱动齿轮;41、升降丝杆;42、方形框;43、调节丝杆;44、升降块;45、制冷器;46、冷却喷头;47、电动伸缩杆二;48、伺服电机二;49、L型杆;410、推杆;411、弧形夹持块;412、电机安装板;413、摇杆;414、驱动电机;415、导轮;416、电动伸缩杆三;417、连接杆;5、管道。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
请参阅图1-2所示,本发明为一种聚苯乙烯挤塑发泡保温管生产设备,包括框架1,所述框架1的内部固定安装有冷却底座2,所述冷却底座2上设置有,所述弧形支撑板22,所述框架1的内部设置有导向夹持机构4,所述框架1的一侧安装有切割机构3;
所述切割机构3包括固定座31,所述固定座31固定安装在框架1上,所述固定座31的底部一侧滑动连接有固定板312,所述固定座31上安装有气缸,气缸的活塞杆上固定安装有固定板31,所述固定座31的端部固定安装有弧形导向滑轨313,所述弧形导向滑轨313的外周面上滑动连接有弧形齿条314,所述弧形导向滑轨313的侧面等距离安装有三组同步驱动机构,所述同步驱动机构驱动弧形齿条314转动,所述弧形齿条314上固定安装有L型板38,所述L型板38上固定安装有电动伸缩杆一39,所述电动伸缩杆一39上固定划刀310;
所述固定板312的底部滑动连接有移动板32,所述固定板312的底部安装有夹持丝杆33,所述夹持丝杆33上通过螺纹套连接有移动板32,所述夹持丝杆33由电机驱动,所述移动板32与固定板312移动的角度成90度,所述移动板32的一侧固定安装有夹持板一34,所述固定板312的一侧固定安装有夹持板二311。便于水平方向移动固定板312,使得夹持的距离可以进行调节,垂直方向调节移动板32,便于固定不同直径的管道5。
所述同步驱动机构包括U型板37,所述U型板37上设置有转轴,所述转轴上套接有链条齿轮36和驱动齿轮315,所述驱动齿轮315与弧形齿条314啮合连接,多个所述链条齿轮36之间套接有链条,其中一个转轴由伺服电机一35驱动。
通过挤出机挤出成型保温管,然后通过冷却底座2和导向夹持机构4进行支撑、冷却和输送,当输送到切割机构3时,驱动气缸,水平方向移动固定板312,调节其夹持的距离;驱动夹持丝杆33带动移动板32和夹持板一34移动,将夹持板一34和夹持板二311将保温管固定,保证在切割的过程中更加稳定;然后启动伺服电机一35,带动链条齿轮36和驱动齿轮315转动,通过链条同步带动链条齿轮36转动,进而带动驱动齿轮315转动,保证其转动的稳定性,然后带动弧形齿条314转动,弧形齿条314带动L型板38转动,进而带动划刀310转动,对保温管进行切割;同时可以驱动电动伸缩杆一39,推动划刀310移动,进而可以对不同直径的保温管进行切割。
实施例2
请参阅图1-3所示,所述冷却底座2的内部固定安装有气缸一21,所述气缸一21的活塞杆上固定安装有弧形支撑板22,通过气缸一21驱动弧形支撑板22升降,便于调节管道5处于同一中心,此时便于通过切割机构3对不同直径的管道5进行切割,所述弧形支撑板22内均匀开设有多个制冷孔23,所述冷却底座2的内部安装有对管道5冷却的冷却机。
所述导向夹持机构4包括转动安装在框架1上的多个竖直设置的升降丝杆41,升降丝杆41由升降电机驱动,升降丝杆41上螺纹连接有方形框42,所述方形框42上安装有多个水平设置的调节丝杆43,调节丝杆43由调节电机驱动,所述调节丝杆43上螺纹连接有对称设置的升降块44,所述升降块44的底部固定安装有L型杆49,所述L型杆49的端部固定安装有驱动电机414,所述驱动电机414的输出轴上固定安装有水平设置的导轮415;驱动升降丝杆41,带动方形框42升降,然后驱动调节丝杆43带动L型杆49相对移动,导轮415与管道5外壁接触,驱动导轮415转动,通过导轮415对管道5进行输送导向,可适用不同管道5。
所述升降块44的一侧固定安装有电动伸缩杆三416,所述电动伸缩杆三416上固定安装有制冷器45,所述制冷器45的底部固定安装有电动伸缩杆二47,所述电动伸缩杆二47的底部固定安装有冷却喷头46,所述冷却喷头46通过软管与制冷器45连接。
通过冷却机和制冷孔23对管道5的底部进行冷却,同时通过制冷器45和冷却喷头46对管道5顶部进行冷却,通过电动伸缩杆二47带动冷却喷头46升降,通过电动伸缩杆三416调节喷头46的水平位置,保证对外周面不同高度的管道5所吹的冷风都相同,便于将挤出的管道5快速进行冷却成型,并且将其成排设置,可以在弧形支撑板22上输送的过程中,一直进行冷却,提高冷却效果。
实施例3
请参阅图1-3所示,所述升降块44的底部固定安装有连接杆417,所述连接杆417位于电动伸缩杆三416下方,所述连接杆417的底部固定安装有电机安装板412,所述电机安装板412的一侧固定安装有伺服电机二48,所述伺服电机二48的输出轴贯穿电机安装板412与水平设置的摇杆413通过斜轴活动连接,所述摇杆413通过活动斜杆与推杆410连接,所述推杆410上固定安装有弧形夹持块411。
驱动伺服电机二48,带动摇杆413运动,同时通过推杆410推动弧形夹持块411与管道5接触,对管道5进行夹持,便于后续的切割的稳定性。
实施例4
请参阅图1-3所示,一种聚苯乙烯挤塑发泡保温管生产设备的生产方法,包括以下步骤:
步骤一、通过挤出机挤出成型保温管道5,然后通过气缸一21驱动弧形支撑板22升降,对管道5进行支撑,便于调节不同直径的管道5处于同一中心,便于后续的切割;同时通过冷却机和制冷孔23对管道5的底部进行冷却,通过制冷器45和冷却喷头46对管道5顶部进行冷却,通过电动伸缩杆二47带动冷却喷头46升降,通过电动伸缩杆三416调节喷头46的水平位置,便于将挤出的管道5快速进行冷却成型,并且将其成排设置,可以在弧形支撑板22上输送的过程中,一直进行冷却,提高冷却效果;
步骤二、驱动升降丝杆41,带动方形框42升降,然后驱动调节丝杆43带动L型杆49相对移动,导轮415与管道5外壁接触,驱动导轮415转动,通过导轮415对管道5进行输送导向,可适用不同管道5直径;
步骤三、当输送到切割机构3时,驱动气缸,水平方向移动固定板312,调节其夹持的距离;驱动夹持丝杆33带动移动板32和夹持板一34移动,夹持板一34和夹持板二311将保温管固定,并且驱动伺服电机二48,带动摇杆413运动,同时通过推杆410推动弧形夹持块411与管道5接触,对管道5进行夹持,保证在切割的过程中更加稳定;然后启动伺服电机一35,带动链条齿轮36和驱动齿轮315转动,通过链条同步带动链条齿轮36转动,进而带动驱动齿轮315转动,保证其转动的稳定性,然后带动弧形齿条314转动,弧形齿条314带动L型板38转动,进而带动划刀310转动,对保温管进行切割;同时可以驱动电动伸缩杆一39,推动划刀310移动,进而可以对不同直径的保温管进行定长切割。
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
- 聚苯乙烯挤塑发泡保温管生产设备及其生产方法
- 聚苯乙烯挤塑发泡保温管生产设备及其生产方法