低密度增韧聚丙烯发泡材料组合物以及低密度增韧聚丙烯发泡材料及其制备方法
文献发布时间:2023-06-19 19:07:35
技术领域
本发明涉及高分子发泡材料技术领域,具体涉及一种低密度增韧聚丙烯发泡材料组合物以及低密度增韧聚丙烯发泡材料及其制备方法。
背景技术
发泡聚丙烯是以聚丙烯为连续相,气体为分散相的聚丙烯/气体两相复合材料,具有质轻、耐热、力学性能优异、隔音等特性。近几年发展迅速,并逐渐成为替代发泡聚苯乙烯的新型发泡材料,在汽车、包装、玩具、家居、建筑等行业得到了广泛的应用。但是,由于聚丙烯较高的结晶性,温度低于熔点时,树脂几乎不流动,温度高于熔点时其熔体强度急剧下降,稀薄且无粘弹性的聚丙烯熔体难以将发泡剂气体分子保持住,因此在发泡过程中无法一次达到较低密度(≤0.045g/cm
目前,为得到一种高强度低密度的聚丙烯发泡材料,研究者通过多种途径改善其性能:
CN104974368A公开了一种抗静电聚丙烯发泡珠粒,其以聚丙烯为基体树脂、添加改性碳纳米管为抗静电剂并采用物理发泡剂发泡制得所述聚丙烯发泡珠粒;另外,其发泡温度及发泡压力较高。
CN101805481A公开了一种高倍率交联发泡聚丙烯片材及其制备方法,包括聚丙烯树脂、交联剂、抗老化剂和发泡剂母粒,通过辐照交联得到高倍率的聚丙烯发泡材料。
CN105885242A公开了一种高刚性聚丙烯发泡珠粒及其节能制备方法,采用双层共挤出的方式,表层为低成型压力聚丙烯、芯层为高刚性聚丙烯,以此获得高刚性、低成型压力的发泡聚丙烯珠粒。
采用上述方法制备的发泡聚丙烯材料生产过程较为复杂,且以此发泡得到的发泡材料密度一般高于0.045g/cm
因此,开发一种低密度增韧发泡聚丙烯材料及其制备方法具有非常重要的意义。
发明内容
本发明的目的是为了克服现有技术存在的采用一步法制备得到的发泡材料的密度虽然低于0.045g/cm
为了实现上述目的,本发明第一方面提供了一种低密度增韧聚丙烯发泡材料组合物,其中,所述组合物包括聚丙烯、聚苯乙烯和弹性体,且以100 重量份的所述聚丙烯为基准,所述聚苯乙烯为5-15重量份,所述弹性体为 5-25重量份;其中,所述聚丙烯为C2-C4烯烃与丙烯共聚得到的无规共聚聚丙烯,且C2-C4烯烃的含量为1-8重量%。
本发明第二方面提供了一种采用前述所述的组合物制备低密度增韧聚丙烯发泡材料的方法,其中,所述的方法包括:
(1)将聚丙烯、聚苯乙烯、弹性体、可选的相容剂和可选的发泡助剂混合后熔融共挤出、冷却、拉条、切粒,得到共混物微粒;
(2)将所述共混物微粒与二氧化碳置于高压密闭容器中在第一温度条件下进行保温处理,再以0.1-1℃/min的升温速率升温至第二温度条件下进行升温处理,然后将所述高压密闭容器进行泄压处理、经脱水、第一干燥得到发泡珠粒;
(3)将所述发泡珠粒静置后再经载压、水蒸汽模塑成型、第二干燥处理,得到低密度增韧聚丙烯发泡材料。
本发明第三方面提供了一种由前述所述的方法制备得到的低密度增韧聚丙烯发泡材料。
通过上述技术方案,本发明所提供的增韧的聚丙烯发泡材料的制备方法,通过在聚丙烯基体中加入聚苯乙烯可提高二氧化碳在聚合物基体中的溶解度,提高聚丙烯发泡珠粒的一次发泡倍率,降低发泡珠粒的密度;通过在聚丙烯基体中加入弹性体,有利于增加发泡珠粒的韧性,而且可以降低发泡珠粒的成型压力,进而获得力学性能优良、应用范围更广、更适合工业化应用的聚丙烯发泡材料。
附图说明
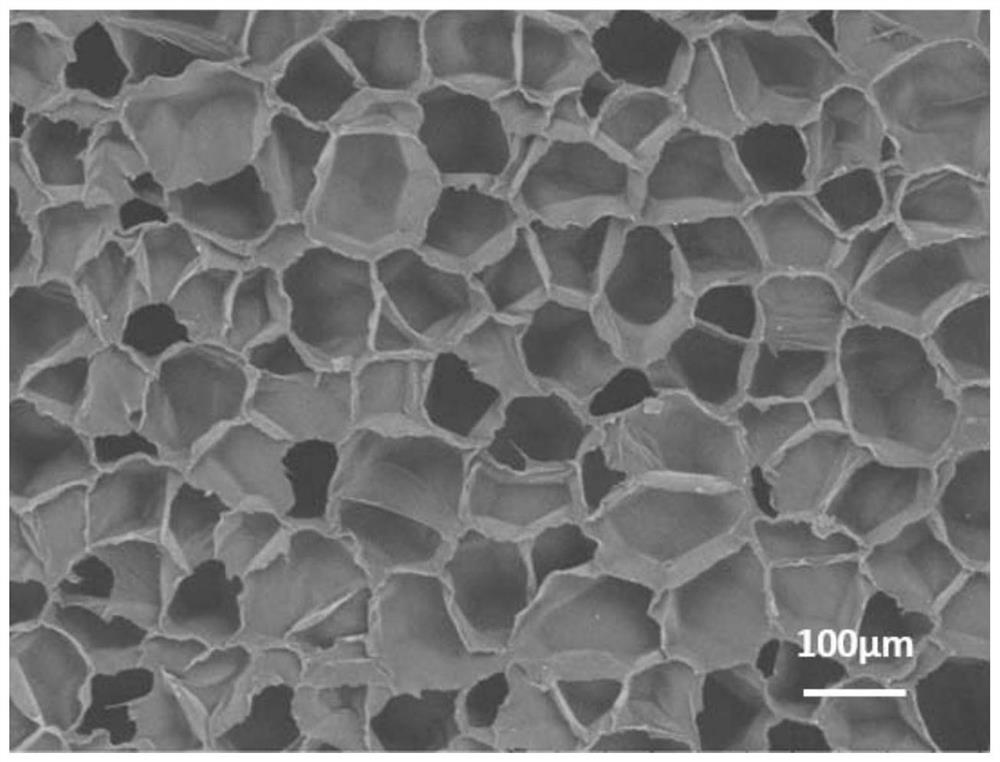
图1是本发明实施例1制备得到的低密度增韧聚丙烯发泡材料的扫描电镜照片;
图2是对比例1经一次发泡制得的发泡珠粒的扫描电镜照片。
具体实施方式
在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
在本发明中,需要说明的是,所给出的数据范围选自范围中的任意值,且包含范围的端点值。
本发明第一方面提供了一种低密度增韧聚丙烯发泡材料组合物,其中,所述组合物包括聚丙烯、聚苯乙烯和弹性体,且以100重量份的所述聚丙烯为基准,所述聚苯乙烯为5-15重量份,所述弹性体为5-25重量份;其中,所述聚丙烯为C2-C4烯烃与丙烯共聚得到的无规共聚聚丙烯,且C2-C4烯烃的含量为1-8重量%。
本发明的发明人意外发现:现有技术制备的低密度发泡聚丙烯,一步法密度低于0.045g/cm
基于此,本发明的发明人为了能一次发泡得到低密度高倍率的发泡聚丙烯珠粒,意外发现:通过在聚丙烯基体中加入聚苯乙烯提高二氧化碳在聚合物基体中的溶解度,并通过加入弹性体共混的方式,提高其力学性能并能有效地降低发泡材料的成型压力,节能减排。另外,采用本发明的制备方法能制备得到发泡密度低于0.045g/cm
根据本发明,优选情况下,以100重量份的所述聚丙烯为基准,所述聚苯乙烯为5-10重量份,所述弹性体为10-20重量份。
根据本发明,所述聚丙烯为丙烯与1-丁烯无规共聚物和/或乙丙共聚聚丙烯;优选地,所述聚丙烯为乙丙共聚聚丙烯;更优选地,所述聚丙烯在230℃、 2.16kg条件下的熔融指数为1-20g/10min,更优选为5-12g/10min。在本发明中,具体地,所述聚丙烯为购自中国石油化工股份有限公司镇海炼化分公司,牌号E07ES,熔融指数10g/10min;购自新加坡TPC石化公司,牌号W331,熔融指数7g/10min;购自台塑石化股份有限公司,牌号5050,熔融指数6.5g/10min。
根据本发明,所述弹性体为聚烯烃弹性体和/或苯乙烯类弹性体。
在本发明中,优选地,所述聚烯烃弹性体选自二元乙丙橡胶、三元乙丙橡胶、茂金属三元乙丙橡胶、乙烯/α-烯烃无规共聚物弹性体和茂金属催化丙烯乙烯共聚物弹性体中的一种或多种;其中,二元乙丙橡胶购自意大利埃尼公司,牌号为059;三元乙丙橡胶购自三井化学,牌号为3072EP;乙烯/α- 烯烃无规共聚物弹性体(POE)购自陶氏化学,牌号为8200;茂金属催化丙烯乙烯共聚物弹性体(POP)购自埃克森美孚化工公司,牌号为VM3588FL。
在本发明中,优选地,所述苯乙烯类弹性体选自苯乙烯-丁二烯-苯乙烯嵌段共聚物(SBS)、苯乙烯-乙烯/丁烯/丙烯-苯乙烯嵌段共聚物、苯乙烯- 乙烯-乙烯/丙烯-苯乙烯嵌段共聚物中的一种或多种。其中,苯乙烯-丁二烯- 苯乙烯嵌段共聚物(SBS)购自中国石化巴陵石化分公司,牌号YH-1401。
根据本发明,所述聚苯乙烯的重均分子量为1.5×10
根据本发明,所述组合物还包括相容剂和发泡助剂,且以100重量份的所述聚丙烯为基准,所述相容剂为0.5-5重量份,所述发泡助剂为1-10重量份;优选情况下,以100重量份的所述聚丙烯为基准,所述相容剂为1-3重量份,所述发泡助剂为1-5重量份。
根据本发明,所述相容剂选自马来酸酐、甲基丙烯酸叔丁基氨基乙酯、甲基丙烯酸缩水甘油酯、甲基丙烯酸二乙胺基乙酯和异冰片丙烯酸酯中的一种或多种;优选地,所述相容剂选自马来酸酐。
根据本发明,所述发泡助剂选自抗氧剂、成核剂和稳定剂中的一种或多种;优选情况下,所述发泡助剂为抗氧剂、成核剂和稳定剂的混合物,且所述抗氧剂、所述成核剂和所述稳定剂的用量的重量比为1:(1-5):(1-5)。
根据本发明,所述抗氧剂选自抗氧剂168、抗氧剂1010和抗氧剂1076 中的一种或多种;所述成核剂选自硼酸锌、蒙脱土、滑石粉、纳米粘土和高岭土中的一种或多种;所述稳定剂选自硫代二丙酸十八酯、3,5-二叔丁基-4- 羟基苄基磷酸二乙酯、双十八烷基季戊四醇和双亚磷酸酯中的一种或多种。
本发明第二方面提供了一种采用前述所述的组合物制备低密度增韧聚丙烯发泡材料的方法,其中,所述的方法包括:
(1)将聚丙烯、聚苯乙烯、弹性体、可选的相容剂和可选的发泡助剂混合后熔融共挤出、冷却、拉条、切粒,得到共混物微粒;
(2)将所述共混物微粒与二氧化碳置于高压密闭容器中在第一温度条件下进行保温处理,再以0.1-1℃/min的升温速率升温至第二温度条件下进行升温处理,然后将所述高压密闭容器进行泄压处理、经脱水、第一干燥得到发泡珠粒;
(3)将所述发泡珠粒静置后再经载压、水蒸汽模塑成型、第二干燥处理,得到低密度增韧聚丙烯发泡材料。
根据本发明,在步骤(1)中,所述熔融共挤出的条件包括:双螺杆各区段加热温度为170-200℃。另外,该熔融共挤出可以在双螺杆挤出中熔融挤出,再经冷却、拉条、切粒,制得长度为1.5-3mm、直径为1-2mm、长径比为(1.5-2):1的共混物微粒。其中,冷却、拉条、切粒的条件在本申请中没有具体限定,可以为本领域技术人员公知的双螺杆挤出造粒的条件。
根据本发明,在步骤(2)中,所述二氧化碳的压力为1-3.5MPa,所述第一温度为125-155℃,所述第二温度为130-160℃,所述第一温度比所述第二温度低3-10℃;优选地,所述二氧化碳的压力为1.5-2.5MPa,所述第一温度为125-150℃,所述第二温度为130-155℃,所述第一温度比所述第二温度低5-8℃。在本发明中,采用前述限定的温度条件,目的使二氧化碳在聚合物基体中充分溶解。
根据本发明,所述高压密闭容器可以为高压反应釜,其内部的压力为 1.5-5MPa,优选为2-3MPa。
根据本发明,所述泄压处理的条件包括:泄压速率为0.1-1MPa/min,优选为0.2-0.8MPa/min。在本发明中,采用泄压的目的是使聚合物中泡孔均匀生长。
根据本发明,所述脱水干燥的条件包括:采用脱水机进行脱水,采用烘箱进行干燥。在本发明中,可以采用脱水机方式进行脱水;另外,可以采用烘箱进行干燥,其中,所述第一干燥的温度为50-80℃,时间为3-10h。
根据本发明,在步骤(3)中,所述静置的条件包括:温度为10-40℃,时间为3-7天。在本发明中,静置的目的是使EPP粒子内网压差达到平衡状态。
根据本发明,所述载压的条件包括:压力为0.2-0.8MPa,优选为 0.3-0.6MPa;再本发明中,所述载压的目的是使EPP粒子内部充满内压,在热空气作用下膨胀粘接。
根据本发明,所述水蒸汽模塑成型的条件包括:压力为0.10-0.40MPa,优选为0.15-0.25MPa;在本发明中,所述水蒸汽模塑成型的目的是EPP粒子之间粘接。
根据本发明,可以采用烘箱进行干燥,其中,所述第二干燥的条件包括:温度为60-90℃,时间为3-10h。
根据本发明一种特别优选的实施方式,本发明的低密度增韧聚丙烯发泡材料的制备方法,包括以下步骤:
(S1):将100重量份的聚丙烯、5-10重量份的聚苯乙烯、10-20重量份的聚烯烃弹性体或苯乙烯类弹性体、1-3重量份的相容剂、1-5重量份的发泡助剂,经高速混合机混合后加入双螺杆挤出中熔融挤出,冷却、拉条、切粒,制得长度为1.5-3mm、直径为1-1.5mm、长径比为(1.5-2):1的共混物微粒;
(S2):将(S1)制得的微粒置于高压反应釜中,通入二氧化碳,加热,达到第一温度后,保压30-60分钟,再以0.1-1℃/min的速率加热至第二温度,以一定的泄压速率将高压釜内微粒放置大气压中,脱水干燥,得到发泡珠粒;其中,所述二氧化碳的压力为1.5-2.5MPa,所述第一温度为125-150℃,所述第二温度为130-155℃,所述第一温度比所述第二温度低5-8℃;高压反应釜的内部的压力为2-3MPa;泄压处理的条件包括:泄压速率为 0.2-0.8MPa/min;第一干燥的温度为50-80℃,时间为3-10h;
(S3):将(S2)制得的发泡珠粒放置静置一周后,载压,经水蒸汽模塑成型,干燥;其中,所述静置的条件包括:温度为10-40℃,时间为3-7 天;水蒸汽模塑成型的条件包括:压力为0.15-0.25MPa;所述第二干燥的条件包括:温度为60-90℃,时间为3-10h;制得低密度增韧聚丙烯发泡材料。
本发明第三方面提供了一种由前述所述的方法制备得到的低密度增韧聚丙烯发泡材料。
根据本发明,所述低密度增韧聚丙烯发泡材料的密度为0.020-0.10g/cm
以下将通过实施例对本发明进行详细描述。
以下实施例和对比例中:
(一)主要设备
双螺杆挤出机:南京海立挤出装备有限公司,SHL-52;
釜压发泡设备:中国科学院宁波材料技术与工程研究所:自研;
成型设备:苏州市鑫顺机械有限公司
密度测试设备:瑞士METTLER-TOLEDO公司:ME104E+密度组件;
泡孔结构:日立高新技术公司:TM1000扫描电子显微镜;
力学性能:美国Instron公司:5567万能力学试验机;
(二)测试方法
密度:使用密度天平,利用排水法得到聚丙烯基础树脂及发泡珠粒的密度,发泡珠粒的发泡倍率公式为
泡孔结构:利用扫描电子显微镜对发泡珠粒截面进行观察,选取一定区域获得泡孔直径、泡孔数量等信息,通过以下公式得到发泡珠粒的泡孔密度:
N
其中n为扫描电镜照片的泡孔数目,M为方法倍数,A是扫描电镜照片上所选定区域的面积(单位cm
压缩强度:在发泡成型体中切割出50×50×50mm的试样,利用万能试验机以5mm/min的压缩速度进行压缩试验,得到样品被压缩50%的压缩强度。
拉伸强度:根据GB/T 6344-2008制备样条,利用万能试验机以50mm/min 的拉伸速率进行拉伸试验,得到样品的拉伸强度。
实施例1
本实施例在于说明采用本发明的方法制备的聚丙烯发泡材料。
(S1):将聚丙烯、聚苯乙烯、弹性体、相容剂、发泡助剂经高速混合机混合后加入双螺杆挤出中熔融挤出,冷却、拉条、切粒,制得长度为1.5-3mm、直径为1-2mm、长径比为(1.5-2):1的共混物微粒;
(S2):将(S1)制得的微粒置于高压反应釜中,通入二氧化碳,加热,达到第一温度后,保压处理,再以升温速率加热至第二温度,以一定的泄压速率将高压釜内微粒放置大气压中,脱水、第一干燥,得到发泡珠粒;
(S3):将(S2)制得的发泡珠粒静置一周后,载压,经水蒸汽模塑成型,第二干燥,制得聚丙烯发泡材料。
其中,共混微粒配方组合如表1所示;釜压发泡及成型工艺参数如表2 所示;发泡微粒密度及性能如表3所示。
另外,图1是本发明实施例1制备得到的低密度增韧聚丙烯发泡材料的扫描电镜照片;从图1能够得出:泡孔大小均匀,泡孔直径介于80-120μm 之间,平均泡孔直接为100μm,泡孔密度为4.5×10
实施例2-8
本实施例在于说明采用本发明的方法制备的聚丙烯发泡材料。
按照与实施例1相同的方法制备聚丙烯发泡材料,所不同之处在于:共混微粒配方以及釜压发泡及成型工艺参数,具体地,共混微粒配方组合如表 1所示;釜压发泡及成型工艺参数如表2所示;发泡微粒密度及性能如表3 所示。
对比例1
按照与实施例1相同的方法制备聚丙烯发泡材料,所不同之处在于:共混微粒配方以及釜压发泡及成型工艺参数,具体地,共混微粒配方组合如表 1所示;釜压发泡及成型工艺参数如表2所示;并将对比例1发泡珠粒进行二次发泡以及成型操作,具体操作如下:
将步骤(S2)获得的发泡珠粒置于载压罐中,以0.5MPa的空气压力载压12小时后,经EPP二次发泡机二次发泡,制得发泡珠粒。
将发泡珠粒在0.5MPa的载压罐中载压12小时后,经水蒸汽模塑成型制得发泡制品,烘干,测其力学性能。发泡微粒密度及性能如表3所示。
图2是对比例1经一次发泡制得的发泡珠粒的扫描电镜照片;从图2能够得出:泡孔直径为30-80μm,平均泡孔直接为70μm,泡孔尺寸较小,泡孔密度为6.7×10
对比例2-5
按照与实施例1相同的方法制备聚丙烯发泡材料,所不同之处在于:共混微粒配方以及釜压发泡及成型工艺参数,具体地,共混微粒配方组合如表 1所示;釜压发泡及成型工艺参数如表2所示;发泡微粒密度及性能如表3 所示。
表1
表2
备注:在该表中,在本发明的实施例和对比例中,第一干燥和第二干燥的温度相同。
表3
通过表1-3的结果可以看出,采用本发明的制备方法以及在本发明特定限定的条件下制备的发泡珠粒,具有发泡倍率高、力学性能优良等明显更好的效果。对比例1-5由于没有采用本发明的技术方案或技术条件,结果效果不好,另外,对比例4对比例4侧重于未加弹性体,因此其拉伸应能会有影响;对比例5侧重于泄压速率高,形成的泡孔小、密度大,从而影响力学性能。
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
- 聚丙烯增韧保温复合材料及其制备方法
- 一种低密度增韧聚丙烯开孔微发泡材料
- 一种低密度增韧聚丙烯开孔微发泡材料