一种汽车内饰板注塑成型模具
文献发布时间:2023-06-19 19:14:59
技术领域
本发明涉及模具技术领域,具体为一种汽车内饰板注塑成型模具。
背景技术
汽车内饰主要是指汽车内部改装所用到的汽车产品,涉及到汽车内部的方方面面,在对汽车内饰生产加工时,需要使用到专门的成型模具。
传统的加工模具主要由上模、下模等结构组成,在生产加工的过程中,汽车的内饰产品在模具内部的成型腔内加工成型,这类模具在使用时大都可以将工件加工成相应的形状,但其在加工完后成,有的工件在成型腔内难以取出,使得成型之后的工件出料比较麻烦,并且出料的时候容易造成残次品,为此,我们提出一种汽车内饰板注塑成型模具。
发明内容
本发明的目的在于提供一种汽车内饰板注塑成型模具。
以解决上述背景技术中提出的问题,本发明提供如下技术方案:一种汽车内饰板注塑成型模具,包括模具,所述模具包括顶部设置为摁压组件,所述摁压组件底面开设有散热槽,所述散热槽的顶面轴心开设有流通孔,且两侧开设有回缩孔,所述回缩孔的内部顶面与散热槽内部的限阻板顶面之间安装有回缩弹簧,所述摁压组件的下方对应有成型底座,所述成型底座内部底面开设有滑槽,所述滑槽内部活动卡接有移动块,所述移动块的两侧面与滑槽两侧壁之间分别安装有推动弹簧以及拉伸弹簧,所述移动块的顶面与模具座之间安装有联动杆,所述成型底座内部底面与模具座之间安装有导杆。
作为本发明的进一步方案:所述摁压组件与成型底座之间安装有液压设备,所述液压设备包括安装在摁压组件顶面的连接板、连接板顶面安装的液压杆以及液压杆顶端和成型底座两侧之间的支撑架。
作为本发明的进一步方案:所述散热槽开设有多组,且截面呈梯形,所述流通孔贯穿散热槽的内部顶面,且延伸至摁压组件的顶面,所述流通孔的数量与散热槽的数量相等,所述流通孔的顶面沿边安装有对接块,所述对接块的内壁开设有螺纹槽。
作为本发明的进一步方案:所述回缩孔位于散热槽的两侧,且不贯穿摁压组件的顶部,所述回缩弹簧顶端与回缩孔的内部顶面之间固定连接,其底端固接在限阻板的顶面,所述回缩弹簧与回缩孔的数量相等。
作为本发明的进一步方案:所述散热槽的两侧端上方位于摁压组件的两侧开设有延伸槽,所述延伸槽的内部卡接有同步板条,且同步板条的底端与限阻板的顶面之间固定连接,所述同步板条设置有两组,分别安装在限阻板顶面的两侧端,所述同步板条顶端延伸出摁压组件的前端。
作为本发明的进一步方案:所述成型底座内部镂空,且顶面设置的通槽与摁压组件底端之间对应连接,所述滑槽设置有两组,位于成型底座的内部底面两侧方,且未贯穿成型底座的底部。
作为本发明的进一步方案:所述移动块的横截面呈圆形,与滑槽内部两侧壁之间卡接的辅助杆横截面形状大小相等,且两者之间活动卡接,所述移动块的横截面大小小于滑槽横截面,所述移动块的顶面固接有连接扣,且连接扣的横向开设有连接孔。
作为本发明的进一步方案:所述推动弹簧和拉伸弹簧套接在辅助杆的外圈,且推动弹簧长度大于拉伸弹簧的长度,且设置有两组,所述推动弹簧和拉伸弹簧与移动块之间为固接。
作为本发明的进一步方案:所述模具座侧面侧端沿边焊接有延伸板,所述延伸板的底面安装有对接扣,且两侧均固接有,所述延伸板的两斜角侧端开设有辅助孔,所述辅助孔内部插接有导杆,所述导杆的底面与成型底座的内部底面之间固接。
作为本发明的进一步方案:所述联动杆的两端开设有对接孔,且对接孔卡接在连接孔和辅助孔之间,内部非固定连接插销,所述联动杆的长度小于成型底座内部的长度。
与现有技术相比,本发明的有益效果为:
1、摁压组件的底部开设有散热槽,且散热槽内部顶面开设有回缩孔,利用回缩孔能够使得限阻板不会脱落出散热槽的内部,且该散热槽切面为梯形,上端短下端长,并且限阻板能够扣在散热槽的内部顶端,利用散热槽两侧端的同步板条能够使得摁压组件向下摁压的时候能够带动限阻板上下移动,从而将散热槽内部轴心开设的流通孔堵住,摁压组件与模具座之间紧密贴合的时候,对其内部灌入高温液体,这样利用液压组件与模具座之间的缝隙达到注塑汽车内饰板的时候不会使其注塑液体从流通孔内部流出,在注塑成型后摁压组件轻微的抬起,使限阻板与散热槽之间不紧密连接,冷气管通过对接块与其内部连通,冷气通过流通孔进入到摁压组件和模具座之间,从而能够达到辅助两者之间注塑的汽车内饰板快速冷却的效果;
2、摁压组件向下摁压的时候,底端能够插接在成型底座的内部,并且通过注塑的方式将液体灌入在两者之间的内部,在模具座受到摁压的时候,利用推动弹簧以及拉伸弹簧能够起到缓冲的效果,长时间的反复摁压,会对其本身造成损伤,利用两组弹簧进行缓冲,有效对内部的注塑槽保护,防止两者之间的硬接触,对该设备的使用寿命有所影响,延伸板的两侧利用辅助孔和导杆之间连接,这样在受到下压力的时候,能够对推动弹簧以及拉伸弹簧起到保护,并且能够控制推动弹簧以及拉伸弹簧的运动轨迹,防止偏移,消除摁压组件和模具座之间没有对接好的问题;
3、联动杆安装在延伸板的底面以及移动块的顶面之间,通过推动弹簧以及拉伸弹簧能够改变联动杆的形态,成型底座受到摁压组件向下摁压的时候,带动推动弹簧和拉伸弹簧拉伸和收缩,这样就可以使其能够注塑的时候起到缓冲的效果,并且在摁压组件取消摁压的时候,两者缓慢抬起,这样在抬起的时候不会对成型不稳定的汽车内饰板直接造成撕裂,能够对其起到保护的效果,降低生产中的残次率。
附图说明
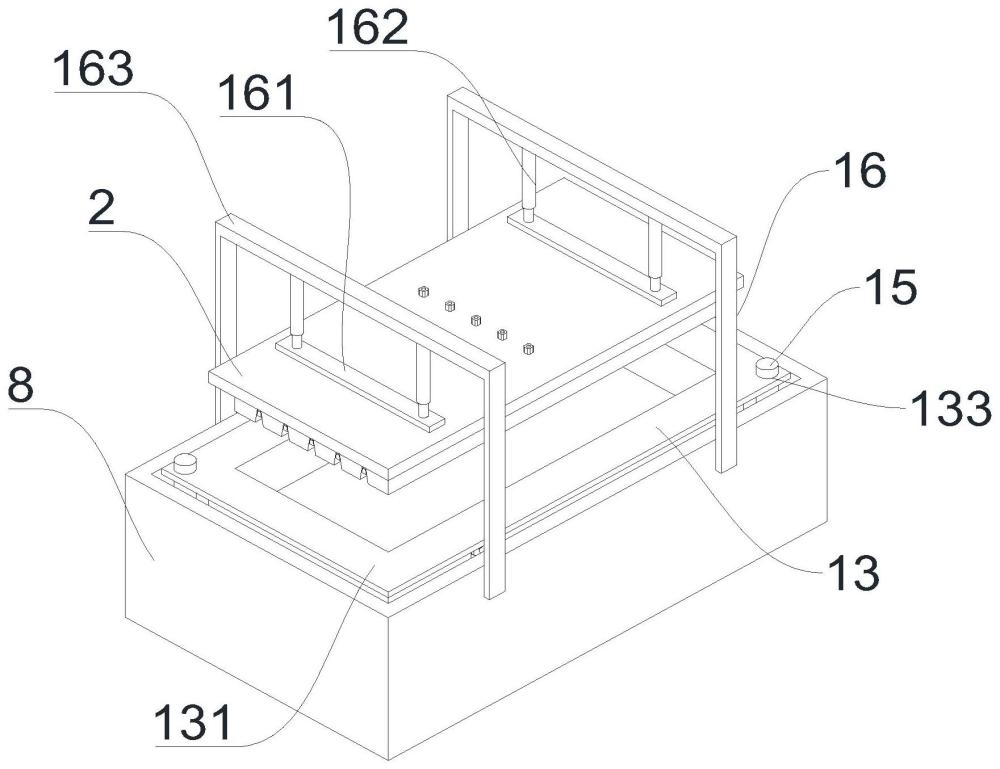
图1为一种汽车内饰板注塑成型模具结构等轴侧示意图;
图2为一种汽车内饰板注塑成型模具结构左右等轴侧示意图;
图3为一种汽车内饰板注塑成型模具结构图2中A的局部放大示意图;
图4为一种汽车内饰板注塑成型模具结构正面示意图;
图5为一种汽车内饰板注塑成型模具结构图4中A-A的剖面示意图;
图6为一种汽车内饰板注塑成型模具结构图5中B的局部放大示意图;
图7为一种汽车内饰板注塑成型模具结构模具侧面示意图;
图8为一种汽车内饰板注塑成型模具结构图7中B-B的剖面示意图;
图9为一种汽车内饰板注塑成型模具结构图7中C-C的剖面示意图;
图10为一种汽车内饰板注塑成型模具结构图9中C的局部放大示意图。
图中:1、模具;2、摁压组件;21、延伸槽;3、散热槽;31、同步板条;4、流通孔;41、对接块;5、回缩孔;6、限阻板;7、回缩弹簧;8、成型底座;9、滑槽;91、辅助杆;10、移动块;101、连接扣;102、连接孔;11、推动弹簧;12、拉伸弹簧;13、模具座;131、延伸板;132、对接扣;133、辅助孔;14、联动杆;141、对接孔;142、插销;15、导杆;16、液压设备;161、连接板;162、液压杆;163、支撑架。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
实施例一
请参阅图1-图10,本发明提供一种技术方案:一种汽车内饰板注塑成型模具,包括模具1,模具1包括顶部设置为摁压组件2,摁压组件2底面开设有散热槽3,散热槽3的顶面轴心开设有流通孔4,且两侧开设有回缩孔5,回缩孔5的内部顶面与散热槽3内部的限阻板6顶面之间安装有回缩弹簧7,摁压组件2的下方对应有成型底座8,成型底座8内部底面开设有滑槽9,滑槽9内部活动卡接有移动块10,移动块10的两侧面与滑槽9两侧壁之间分别安装有推动弹簧11以及拉伸弹簧12,移动块10的顶面与模具座13之间安装有联动杆14,成型底座8内部底面与模具座13之间安装有导杆15。
请参阅图5,散热槽3的两侧端上方位于摁压组件2的两侧开设有延伸槽21,延伸槽21的内部卡接有同步板条31,且同步板条31的底端与限阻板6的顶面之间固定连接,同步板条31设置有两组,分别安装在限阻板6顶面的两侧端,同步板条31顶端延伸出摁压组件2的前端;
本实施例中,散热槽3的两侧端开设的延伸槽21和同步板条31之间非固定卡接,通过延伸槽21能够将连接在限阻板6顶面的同步板条31进行隐藏,并且在后期注塑的时候不会有缝隙,不会导致成型后的汽车内饰板结构和设计的有出入,同步板条31远离延伸槽21内壁的一侧面和成型底座8的内壁之间紧密连接,在受到摁压的时候,限阻板6通过同步板条31前端延伸出来的板块上下移动,这样就可以与散热槽3的内部顶端之间紧密卡接,将摁压组件2的内部开设的流通孔4堵塞,防止注塑的液体从内部泄露。
在使用时,摁压组件2的底部开设有散热槽3,且散热槽3内部顶面开设有回缩孔5,利用回缩孔5能够使得限阻板6不会脱落出散热槽3的内部,且该散热槽3切面为梯形,上端短下端长,并且限阻板6能够扣在散热槽3的内部顶端,利用散热槽3两侧端的同步板条31能够使得摁压组件2向下摁压的时候能够带动限阻板6上下移动,从而将散热槽3内部轴心开设的流通孔4堵住,摁压组件2与模具座13之间紧密贴合的时候,对其内部灌入高温液体,这样利用液压组件16与模具座13之间的缝隙达到注塑汽车内饰板的时候不会使其注塑液体从流通孔4内部流出,在注塑成型后摁压组件2轻微的抬起,使限阻板6与散热槽3之间不紧密连接,冷气管通过对接块41与其内部连通,冷气通过流通孔4进入到摁压组件2和模具座13之间,从而能够达到辅助两者之间注塑的汽车内饰板快速冷却的效果。
实施例二
请参阅图1-图10,本发明提供一种技术方案:一种汽车内饰板注塑成型模具,包括模具1,模具1包括顶部设置为摁压组件2,摁压组件2底面开设有散热槽3,散热槽3的顶面轴心开设有流通孔4,且两侧开设有回缩孔5,回缩孔5的内部顶面与散热槽3内部的限阻板6顶面之间安装有回缩弹簧7,摁压组件2的下方对应有成型底座8,成型底座8内部底面开设有滑槽9,滑槽9内部活动卡接有移动块10,移动块10的两侧面与滑槽9两侧壁之间分别安装有推动弹簧11以及拉伸弹簧12,移动块10的顶面与模具座13之间安装有联动杆14,成型底座8内部底面与模具座13之间安装有导杆15。
请参阅图6,模具座13侧面侧端沿边焊接有延伸板131,延伸板131的底面安装有对接扣132,且两侧均固接有,延伸板131的两斜角侧端开设有辅助孔133,辅助孔133内部插接有导杆15,导杆15的底面与成型底座8的内部底面之间固接;
本实施例中,延伸板131外圈之间的大小小于成型底座8内壁之间的大小,延伸板131底面的对接扣132和移动块10顶面的连接扣101形状大小相等,通过联动杆14就可以带动模具座13上下移动,并且导杆15起到限制移动轨迹的作用,联动杆14在没有受到摁压的时候竖直向上,反之,倾斜在连接扣101和对接扣132之间。
在使用时,摁压组件2向下摁压的时候,底端能够插接在成型底座8的内部,并且通过注塑的方式将液体灌入在两者之间的内部,在模具座13受到摁压的时候,利用推动弹簧11以及拉伸弹簧12能够起到缓冲的效果,长时间的反复摁压,会对其本身造成损伤,利用两组弹簧进行缓冲,有效对内部的注塑槽保护,防止两者之间的硬接触,对该设备的使用寿命有所影响,延伸板131的两侧利用辅助孔133和导杆15之间连接,这样在受到下压力的时候,能够对推动弹簧11以及拉伸弹簧12起到保护,并且能够控制推动弹簧11以及拉伸弹簧12的运动轨迹,防止偏移,消除摁压组件2和模具座13之间没有对接好的问题。
实施例三
请参阅图1-图10,本发明提供一种技术方案:一种汽车内饰板注塑成型模具,包括模具1,模具1包括顶部设置为摁压组件2,摁压组件2底面开设有散热槽3,散热槽3的顶面轴心开设有流通孔4,且两侧开设有回缩孔5,回缩孔5的内部顶面与散热槽3内部的限阻板6顶面之间安装有回缩弹簧7,摁压组件2的下方对应有成型底座8,成型底座8内部底面开设有滑槽9,滑槽9内部活动卡接有移动块10,移动块10的两侧面与滑槽9两侧壁之间分别安装有推动弹簧11以及拉伸弹簧12,移动块10的顶面与模具座13之间安装有联动杆14,成型底座8内部底面与模具座13之间安装有导杆15。
请参阅图10,推动弹簧11和拉伸弹簧12套接在辅助杆91的外圈,且推动弹簧11长度大于拉伸弹簧12的长度,且设置有两组,推动弹簧11和拉伸弹簧12与移动块10之间为固接;
本实施例中,推动弹簧11和拉伸弹簧12不仅仅能够起到抗震的作用,还可以在摁压组件2和模具座13分离的时候起到缓冲的效果,两者取消摁压的时候,推动弹簧11长度要大于拉伸弹簧12的长度,反之,受到摁压的时候,拉伸弹簧12的长度大于推动弹簧11的长度,此时两组弹簧处于工作的状态,利用两组弹簧便于改变移动块10的位置,移动块10为缓震和保护汽车内饰板起到关键的点。
在使用时,联动杆14安装在延伸板131的底面以及移动块10的顶面之间,通过推动弹簧11以及拉伸弹簧12能够改变联动杆14的形态,成型底座8受到摁压组件2向下摁压的时候,带动推动弹簧11和拉伸弹簧12拉伸和收缩,这样就可以使其能够注塑的时候起到缓冲的效果,并且在摁压组件2取消摁压的时候,两者缓慢抬起,这样在抬起的时候不会对成型不稳定的汽车内饰板直接造成撕裂,能够对其起到保护的效果,降低生产中的残次率。
工作原理:通过液压设备16将摁压组件2的底端插接在成型底座8的顶端,并且两者之间紧密连接,靠近的一侧面之间设置有汽车内饰板的模型,在摁压下去的时候通过导杆15和联动杆14使得摁压组件2与模具座13之间紧密连接,在连接的时候起到缓冲的效果,在注塑完成后,利用液压设备16将摁压组件2从成型底座8的内部拉出,拉出的时候,限阻板6和散热槽3之间非紧密卡接,流通孔4内部灌入速冷气体,这样在摁压组件2和成型底座8之间的汽车内饰板能够快速的冷却成型,并且通过推动弹簧11和拉伸弹簧12能够使汽车内饰板在脱模的时候,不会造成撕裂性硬拉扯,降低了整体的残次率,减少了加工的成本。
具体实施方式为:首先利用回缩孔5能够使得限阻板6不会脱落出散热槽3的内部,且该散热槽3切面为梯形,上端短下端长,并且限阻板6能够扣在散热槽3的内部顶端,利用散热槽3两侧端的同步板条31能够使得摁压组件2向下摁压的时候能够带动限阻板6上下移动,从而将散热槽3内部轴心开设的流通孔4堵住,摁压组件2与模具座13之间紧密贴合的时候,对其内部灌入高温液体,这样利用液压组件16与模具座13之间的缝隙达到注塑汽车内饰板的时候不会使其注塑液体从流通孔4内部流出,在注塑成型后摁压组件2轻微的抬起,使限阻板6与散热槽3之间不紧密连接,冷气管通过对接块41与其内部连通,冷气通过流通孔4进入到摁压组件2和模具座13之间,从而能够达到辅助两者之间注塑的汽车内饰板快速冷却的效果;
其次,在摁压组件2向下摁压的时候,底端能够插接在成型底座8的内部,并且通过注塑的方式将液体灌入在两者之间的内部,在模具座13受到摁压的时候,利用推动弹簧11以及拉伸弹簧12能够起到缓冲的效果,长时间的反复摁压,会对其本身造成损伤,利用两组弹簧进行缓冲,有效对内部的注塑槽保护,防止两者之间的硬接触,对该设备的使用寿命有所影响,延伸板131的两侧利用辅助孔133和导杆15之间连接,这样在受到下压力的时候,能够对推动弹簧11以及拉伸弹簧12起到保护,并且能够控制推动弹簧11以及拉伸弹簧12的运动轨迹,防止偏移,消除摁压组件2和模具座13之间没有对接好的问题;
最后通过通过推动弹簧11以及拉伸弹簧12能够改变联动杆14的形态,成型底座8受到摁压组件2向下摁压的时候,带动推动弹簧11和拉伸弹簧12拉伸和收缩,这样就可以使其能够注塑的时候起到缓冲的效果,并且在摁压组件2取消摁压的时候,两者缓慢抬起,这样在抬起的时候不会对成型不稳定的汽车内饰板直接造成撕裂,能够对其起到保护的效果,降低生产中的残次率。
以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
- 一种汽车气动导流外饰板注塑成型方法
- 汽车内饰板注塑模具及内饰板成型方法
- 一种用于汽车内饰成型的注塑模具