智能化生产线焊接机械手组件及其控制方法
文献发布时间:2023-06-19 19:16:40
技术领域
本发明涉及手推车生产技术领域,尤其涉及一种智能化生产线焊接机械手组件及其控制方法。
背景技术
在现有技术中,对于手推车篮筐的生产,需要人工将弯折后的弯折筐体放置到气保焊机上实施焊接,然而,弯折筐体的开放接口在气保焊机焊接后有一定几率会出现错位,某些情况下错位程度较低,生产人员难以发现,导致焊接后的弯折筐体在放入网格底板时会出现网格底板与焊接后的弯折筐体连接不够紧密,致使手推筐框的良品率低。为了解决这一问题,目前的方案是在焊接工位后增加人工质检工位,人工质检不仅效率低下,且耗费大量人力,导致产品生产成本高,不利于产品的市场竞争力。
除此之外,目前为了提高焊接效率,会采用机械手对焊接机进行上下料,然而机械手的控制系统和焊接机的控制系统往往是两套相互独立运行的系统,常出现焊接机上有料而机械手仍继续上料,导致生产线故障停机。
发明内容
为了克服现有技术的不足,本发明的目的在于提供一种智能化生产线焊接机械手组件及其控制方法,以解决目前手推车筐体焊接容易出现错位现象及手推车生产线易产生故障的问题。
本发明的目的采用如下技术方案实现:
一种智能化生产线焊接机械手组件,包括依序排布的第一输料机构、点焊装置、第二输料机构和满焊装置;
所述点焊装置上设有点焊控制器、第一夹料机构和点焊部件,所述点焊部件与第一夹料机构相对设置,所述点焊控制器分别电连接于所述第一输料机构、第一夹料机构和点焊部件;
所述满焊装置上设有满焊控制器、图像采集部件、第二夹料机构和满焊部件,所述满焊控制器分别电连接于所述第二输料机构、图像采集部件、第二夹料机构和满焊部件,所述满焊部件与第二夹料机构相对设置,所述图像采集部件位于满焊部件与第二输料机构之间;
所述点焊控制器与满焊控制器电连接。
在某些可选的实施例中,所述第一输料机构包括第一基座、第一连接臂组和第一夹爪,所述第一连接臂组的两端分别活动连接于所述第一基座和第一夹爪,所述第一基座与点焊装置相对固定设置,所述第一夹爪包括两个活动连接于所述第一连接臂组端部且能够相对运动或相背运动的第一夹持件。
在某些可选的实施例中,所述第二输料机构包括第二基座、第二连接臂组和第二夹爪,所述第二连接臂组的两端分别活动连接于所述第二基座和第二夹爪,所述第二基座与满焊装置相对固定设置,所述第二夹爪包括两个活动连接于所述第二连接臂组端部且能够相对运动或相背运动的第二夹持件。
在某些可选的实施例中,所述第一夹料机构包括夹料部件,所述夹料部件包括两个相对设置且均可滑动地连接于所述点焊装置的定位滑块,两个所述定位滑块用于夹持在所述物料的两侧。
在某些可选的实施例中,所述第一夹料机构还包括第一压料部件,所述第一压料部件位于两个所述定位滑块之间,所述第一压料部件包括相对设置的第一固定块和第一压料件,所述第一固定块固定连接于所述点焊装置,所述第一压料件在竖直方向上可滑动地连接于所述点焊装置。
在某些可选的实施例中,所述第二夹料机构还包括第二压料部件,所述第二压料部件包括相对设置的第二固定块和第二压料件,所述第二固定块固定连接于所述满焊装置,所述第二压料件在竖直方向上可滑动地连接于所述满焊装置。
在某些可选的实施例中,所述夹料部件还包括夹料气缸,所述夹料气缸的两端分别连接于所述点焊装置和定位滑块;所述第一压料部件还包括第一压料气缸,所述第一压料气缸的两端分别连接于所述点焊装置和第一压料件。
在某些可选的实施例中,所述第二压料部件还包括第二压料气缸,所述第二压料气缸的两端分别连接于所述满焊装置和第二压料件。
为了解决相同的技术问题,本发明还提供了一种如述的智能化生产线焊接机械手组件控制方法,包括以下步骤:
步骤S10、点焊控制器生成第一允许上料信号并发送至所述第一输料机构,第一输料机构将物料输送至第一夹料机构;
步骤S20、所述点焊控制器生成第一夹紧信号并发送至所述第一夹料机构,待所述第一夹料机构夹紧所述物料后,所述点焊控制器生成第一允许退出信号并发送至所述第一输料机构,以控制所述第一输料机构远离点焊装置;
步骤S30、所述点焊控制器生成第一允许取料信号并发送至第二输料机构,所述第二输料机构夹持所述物料;所述点焊控制器生成第一释放信号并发送至所述第一夹料机构以使所述第一夹料机构释放所述物料;
步骤S40、满焊控制器生成第二允许上料信号并发送至所述第二输料机构,所述第二输料机构将所述物料输送至第二夹料机构;
步骤S50、所述满焊控制器生成第二夹紧信号并发送至所述第二夹料机构,待所述第二夹料机构夹紧所述物料后,所述满焊控制器生成第二允许退出信号并发送至所述第二输料机构,以控制所述第二输料机构远离满焊装置。
在某些可选的实施例中,
所述步骤S10还包括当所述第一夹料机构上无料时,所述点焊控制器生成所述第一允许上料信号并发送至所述第一输料机构;
在所述步骤S30和步骤S40之间,还包括:步骤S31、所述点焊控制器生成禁止取料信号并发送至所述第二输料机构;
所述步骤S40还包括当所述第二夹料机构上无料时,所述满焊控制器生成所述第二允许上料信号并发送至所述第二输料机构。
相比现有技术,本发明的有益效果在于:
第一输送机构将物料输送至点焊装置,点焊装置进行点焊焊接,再由第二输送机构将物料从点焊装置输送至满焊装置,满焊装置上的图像采集部件进行自动质检,质检合格的物料才进行满焊装置的焊接,实现物料的自动化焊接及质检;同时,点焊装置、满焊装置、第一输送机构和第二输送机构电连接为一套系统,以联动作业,降低了生产线的故障率。
附图说明
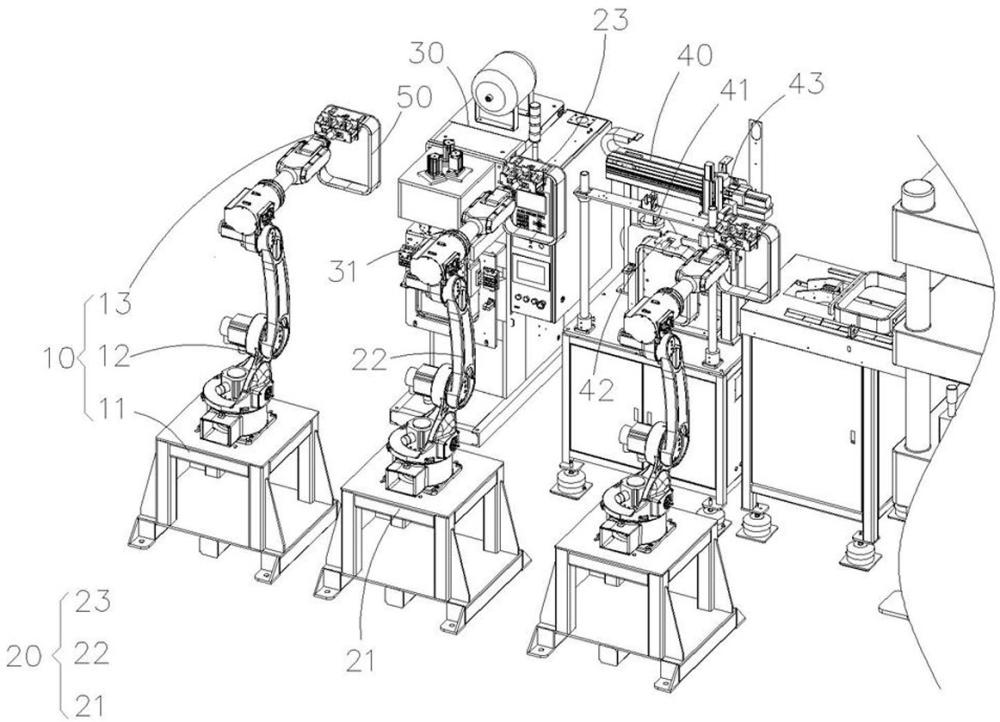
图1为发明的智能化生产线焊接机械手组件的整体结构示意图;
图2为发明的智能化生产线焊接机械手组件的点焊装置的结构示意图;
图3为发明的智能化生产线焊接机械手组件的满焊装置的结构示意图;
图4为图2中A处的放大示意图;
图5为发明的智能化生产线焊接机械手组件的点焊装置的控制结构示意图;
图6为发明的智能化生产线焊接机械手组件的满焊装置的控制结构示意图;
图中:
10、第一输料机构;11、第一基座;12、第一连接臂组;13、第一夹爪;20、第二输料机构;21、第二基座;22、第二连接臂组;23、第二夹爪;30、点焊装置;31、第一夹料机构;311、定位滑块;312、第一固定块;313、第一压料件;32、点焊部件;33、点焊控制器;40、满焊装置;41、图像采集部件;42、第二夹料机构;421、第二固定块;422、第二压料件;43、满焊部件;44、满焊控制器;50、物料。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳的实施例。但是,本发明可以用许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
结合图1至图6所示,示意性地显示了本发明的智能化生产线焊接机械手组件。
智能化生产线焊接机械手组件包括依序排布的第一输料机构10、点焊装置30、第二输料机构20和满焊装置40。
结合图2和图5所示,点焊装置30上设有点焊控制器33、第一夹料机构31和点焊部件32,点焊部件32与第一夹料机构31相对设置,点焊控制器33分别电连接于第一输料机构10、第一夹料机构31和点焊部件32,点焊控制器33能够向第一输料机构10、第一夹料机构31或点焊部件32发送相关的控制信号。第一输送机构用于将物料50输送至第一夹料机构31上,以供点焊部件32对物料50进行点焊焊接。
结合图3和图6所示,满焊装置40上设有满焊控制器44、图像采集部件41、第二夹料机构42和满焊部件43,满焊控制器44分别电连接于第二输料机构20、图像采集部件41、第二夹料机构42和满焊部件43,满焊控制器44用于向第二输料机构20、图像采集部件41、第二夹料机构42或满焊部件43发送相关的控制信号,满焊部件43与第二夹料机构42相对设置,图像采集部件41位于满焊部件43与第二输料机构20之间。第二输送机构用于将物料50从第一夹料机构31输送至第二夹料机构42上,以供满焊部件43对物料50进行满焊焊接。在第二输送机构将物料50从第一夹料机构31转移至第二夹料机构42的过程中,图像采集部件41能够对物料50的点焊质量进行视觉检测,质检合格的物料50可由第二输送机构输送至第二夹料机构42。
除此之外,图像采集部件41还能够对物料50在第二夹料机构42上所处的位置进行检测,配合第二输料机构20,能够使物料50的需焊接部位处于满焊部件43的下方,以便满焊部件43对物料50进行精准焊接。具体地,当物料50的需焊接部位与满焊部件43错位,图像采集部件41能够通过视觉识别检测到错位现象,则满焊控制器44控制第二输送机构对物料50进行移位,使第二夹料机构42重新装夹物料50。
点焊控制器33与满焊控制器44电连接,使得点焊装置30、满焊装置40、第一输送机构和第二输送机构电连接为一套系统,以联动作业,降低了生产线的故障率。
具体地,第一输料机构10包括第一基座11、第一连接臂组12和第一夹爪13,第一连接臂组12的两端分别活动连接于第一基座11和第一夹爪13,第一基座11与点焊装置30相对固定设置,第一夹爪13包括两个活动连接于第一连接臂组12端部且能够相对运动或相背运动的第一夹持件,两个第一夹持件相向运动即可夹持物料50,反之则释放物料50。在某些可选的实施例中,第一连接臂组12可以由多个首尾相连的子臂组成,以形成多自由度机械手,具体为,第一连接臂组12包括依序首尾相连的第一子臂、第二子臂和第三子臂,相邻的两个子臂转动连接,第一子臂的末端转动连接于第一基座11,第三子臂的末端活动地连接有两个第一夹持件。
同样的,第二输料机构20包括第二基座21、第二连接臂组22和第二夹爪23,第二连接臂组22的两端分别活动连接于第二基座21和第二夹爪23,第二基座21与满焊装置40相对固定设置,第二夹爪23包括两个活动连接于第二连接臂组22端部且能够相对运动或相背运动的第二夹持件。两个第二夹持件相向运动即可夹持物料50,反之则释放物料50。在某些可选的实施例中,第二连接臂组22可以由多个首尾相连的子臂组成,以形成多自由度机械手,具体为,第二连接臂组22包括依序首尾相连的第四子臂、第五子臂和第六子臂,相邻的两个子臂转动连接,第四子臂的末端转动连接于第二基座21,第六子臂的末端活动地连接有两个第二夹持件。
第一夹料机构31包括夹料部件,夹料部件包括两个相对设置且均可滑动地连接于点焊装置30的定位滑块311,两个定位滑块311用于夹持在物料50的两侧,以实现对物料50的装夹。进一步的,第一夹料机构31还包括第一压料部件,第一压料部件位于两个定位滑块311之间,第一压料部件包括相对设置的第一固定块312和第一压料件313,第一固定块312固定连接于点焊装置30,第一压料件313在竖直方向上可滑动地连接于点焊装置30,第一压料件313和第一固定块312能够将物料50的需焊接部位压紧,以便点焊部件32实施焊接。其中,夹料部件还包括夹料气缸,夹料气缸的两端分别连接于点焊装置30和定位滑块311;第一压料部件还包括第一压料气缸,第一压料气缸的两端分别连接于点焊装置30和第一压料件313,通过夹料气缸和第一压料气缸即可驱动定位滑块311和第一压料件313运动。
为了在满焊部件43焊接物料50时压紧物料50,第二夹料机构42还包括第二压料部件,第二压料部件包括相对设置的第二固定块421和第二压料件422,第二固定块421固定连接于满焊装置40,第二压料件422在竖直方向上可滑动地连接于满焊装置40。第二压料件422和第二固定块421能够将物料50的需焊接部位压紧,以便点焊部件32实施焊接。其中,第二压料部件还包括第二压料气缸,第二压料气缸的两端分别连接于满焊装置40和第二压料件422,通过第二压料气缸即可驱动第二压料件422运动。
为了解决相同的技术问题,本发明还提供了一种如上所述的智能化生产线焊接机械手组件得控制方法,包括以下步骤:
步骤S10、当第一夹料机构31上无料时,点焊控制器33生成第一允许上料信号并发送至第一输料机构10,第一输料机构10将物料50输送至第一夹料机构31;
步骤S20、点焊控制器33生成第一夹紧信号并发送至第一夹料机构31,待第一夹料机构31夹紧物料50后,点焊控制器33生成第一允许退出信号并发送至第一输料机构10,以控制第一输料机构10远离点焊装置30;
步骤S30、点焊控制器33生成第一允许取料信号并发送至第二输料机构20,第二输料机构20夹持物料50;点焊控制器33生成第一释放信号并发送至第一夹料机构31以使第一夹料机构31释放物料50;
步骤S31、点焊控制器33生成禁止取料信号并发送至第二输料机构20;以避免第二输料机构20重复地在第一夹料机构31上取料;
步骤S40、当第二夹料机构42上无料时,满焊控制器44生成第二允许上料信号并发送至第二输料机构20,第二输料机构20将物料50输送至第二夹料机构42;
步骤S50、满焊控制器44生成第二夹紧信号并发送至第二夹料机构42,待第二夹料机构42夹紧物料50后,满焊控制器44生成第二允许退出信号并发送至第二输料机构20,以控制第二输料机构20远离满焊装置40。
相比现有技术,本发明的有益效果在于:第一输送机构将物料50输送至点焊装置30,点焊装置30进行点焊焊接,再由第二输送机构将物料50从点焊装置30输送至满焊装置40,满焊装置40上的图像采集部件41进行自动质检,质检合格的物料50才进行满焊装置40的焊接,实现物料50的自动化焊接及质检;同时,点焊装置30、满焊装置40、第一输送机构和第二输送机构电连接为一套系统,以联动作业,降低了生产线的故障率。以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 钢轨焊接生产线的智能化管理系统及钢轨焊接生产线
- 用于自动生产线的机械手焊接控制系统