一种具有复杂型腔的轴向波纹喇叭天线的制备方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明属于卫星通信技术领域,具体涉及一种具有复杂型腔的轴向波纹喇叭天线的制备方法。
背景技术
在卫星通信领域,波纹喇叭天线凭借其尺寸小、重量轻、成本低、可赋形、宽频带、宽波束、低副瓣、良好驻波等优点得到了广大用户的青睐。
其中,轴向波纹喇叭大张角,波纹沿轴向阶梯排布,径向尺寸略大,但轴向尺寸小,且波导口径面外侧的台阶环对辐射几乎没有影响,因此该构型的馈源能够很好满足实际使用需求,适用于对天线要求苛刻的卫星通信领域。
轴向波纹喇叭天线为结构、电气功能一体化产品。工作在Ka波段(26.5GHz~40GHz)的轴向波纹喇叭天线,其膜片圆极化器、矩圆过渡是天线的关键结构特征,其型腔复杂且表面光洁度、加工精度要求较高,内壁表面粗糙度Ra值要求优于1.6μm,加工尺寸精度要求优于±0.02mm。传统的机加(复杂型腔无法直接机加成型)、电铸(材料受限、模具腐蚀、工艺复杂)、3D打印(金属型腔内表面光洁度低)等制备方法分别存在一定的局限性,制约了轴向波纹喇叭天线的工程应用、推广。
发明内容
本发明的目的在于:本发明提供了一种具有复杂型腔的轴向波纹喇叭天线的制备方法,解决了如何实现具有复杂型腔且壁面加工精度、表面光洁度要求高的轴向波纹喇叭天线的制造加工的问题。
本发明目的通过下述技术方案来实现:
一种具有复杂型腔的轴向波纹喇叭天线的制备方法,包括90°波纹喇叭天线和壳体两部分;其中90°波纹喇叭天线包括天线波导段和波纹槽;其中壳体包括左壳体和右壳体两部分,左壳体和右壳体上分别加工型腔结构,左右两个壳体组装连接后形成壳体内部贯穿的型腔;将90°波纹喇叭天线和壳体之间组装连接,型腔与波导段相对连通,形成轴向波纹喇叭天线。
进一步的,材质选用比刚度、比强度优良的铝合金。
进一步的,90°波纹喇叭天线与壳体之间通过高精加工的定位凸台、定位凹槽配对后电子束焊焊接成型。
进一步的,天线波导段为圆形并位于中心,三道波纹槽为环形并由内到外依次套设,三道波纹槽的高度由内到外依次递增,波纹槽的壁厚为0.6mm~0.9mm。
进一步的,90°波纹喇叭天线结构形式为薄壁圆盘,利用数控加工中心整体铣削成型。
进一步的,左壳体和右壳体之间通过真空钎焊配合焊片连接为一体,并在连接时通过圆柱销进行导向定位。
进一步的,型腔包括膜片圆极化器波导段、矩圆过渡波导段、矩波导延伸段和BJ320波导口,天线波导段与膜片圆极化器波导段相对连通,膜片圆极化器波导段内壁有若干对称布局、突出高度渐变的膜片,膜片圆极化器波导段与矩圆过渡波导段的圆端口相对连通,矩圆过渡波导段的矩端口与矩波导延伸段相对连通,矩波导延伸段与BJ320波导口相对连通。
进一步的,型腔壁面形状复杂且要求表面加工精度、光洁度要求高,壳体在确定分型面后先机加左壳体、右壳体两部分的复杂型腔部分;激光切割机切割成型焊片后通过圆柱销将左壳体、焊片、右壳体定位,采用真空钎焊进行焊接;再针对焊接体进行二次加工,铣削形成壳体。
进一步的,将连接形成的轴向波纹喇叭天线放入真空高压气淬炉进行气淬热处理,气淬后进行人工时效,经相关热处理后可提高其强度、防止其变形或开裂,满足力学抗冲振要求;后续根据实际使用需求,对轴向波纹喇叭天线进行导电氧化、光亮阳极氧化或热控涂层多种形式的金属镀覆或化学处理以改善其表面性能。
本发明的有益效果:
1.本发明解决了复杂型腔无法直接机加成型的困局,避免了电铸材料和电铸层厚度受限、克服了3D打印技术带来的型腔内表面光洁度不高的困扰,满足了表面光洁度、加工精度的高质量需求。
2.本发明采用的工艺方法技术成熟,可操作性强,涉及到铣削机加、真空钎焊、电子束焊、热处理、表面处理等环节。通过合理选择分型面,高精加工左壳体、右壳体的内壁结构要素,精确定位后采用真空铝钎焊,加以二次加工外形,形成的壳体焊接变形小,其内腔表面光洁度、精度高。高精加工的90°波纹喇叭天线与壳体采用凸台/凹槽圆周嵌套的结构形式,实现天线波导段与膜片圆极化器波导段的精确对位,配对后采用变形小的电子束焊在周向进行焊接,形成的轴向波纹喇叭天线内壁表面光洁度、精度高,再经热处理实现其高强度,满足抗冲振要求。
3.本发明采用焊接式一体化结构,取消了传统各分离独立部件间的紧固连接和支撑结构,外形结构简洁,有效降低了天线的重量和体积。本发明采用焊接式一体化结构,避免了传统各分离独立部件在使用过程中,可能重复拆卸装配带来的连接精度降低等情况。
前述本发明主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本发明可采用并要求保护的方案;且本发明,(各非冲突选择)选择之间以及和其他选择之间也可以自由组合。本领域技术人员在了解本发明方案后根据现有技术和公知常识可明了有多种组合,均为本发明所要保护的技术方案,在此不做穷举。
附图说明
图1显示的是本发明轴向波纹喇叭天线的结构示意图。
图2显示的是本发明轴向波纹喇叭天线的剖视图一。
图3显示的是本发明轴向波纹喇叭天线的剖视图二。
图4显示的是本发明轴向波纹喇叭天线的工艺结构分解示意图。
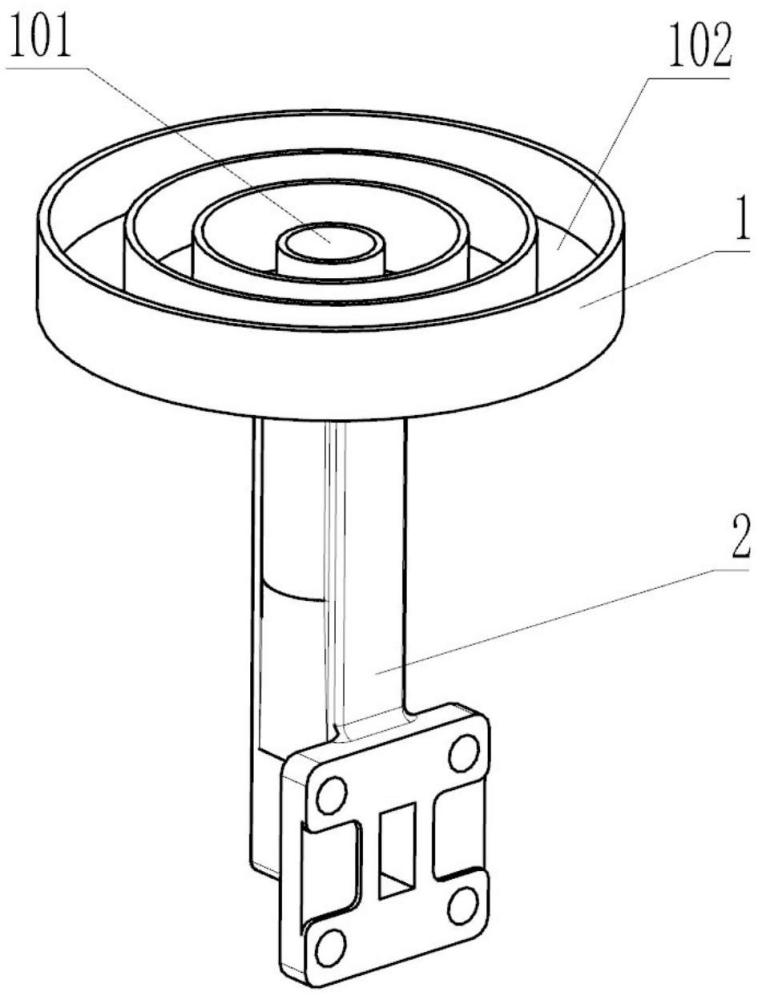
图5显示的是本发明90°波纹喇叭天线的结构示意图。
图6显示的是本发明壳体的结构示意图。
图7显示的是本发明左壳体的结构示意图。
图8显示的是本发明右壳体的结构示意图。
图中:1-90°波纹喇叭天线,2-壳体,3-型腔;101-天线波导段,102-波纹槽,201-左壳体,202-焊片,203-右壳体,204-圆柱销;301-膜片圆极化器波导段,302-矩圆过渡波导段,303-矩波导延伸段,304-BJ320波导口。
具体实施方式
下列非限制性实施例用于说明本发明。
实施例1:
参考图1~图8所示,一种具有复杂型腔的轴向波纹喇叭天线的制备方法,为通过合理选择分型面,分别机加内部结构要素,两次组焊后并机加去除多余焊接余料的一体化制备方法,主要包括了铣削机加、真空钎焊、电子束焊、热处理、表面处理等组成部分。
轴向波纹喇叭天线为结构功能一体化产品,为了兼顾轻量化、刚强度和可焊接性,材质选用比刚度、比强度优良的铝合金6061。通过合理选择分型面,将天线体分型为90°波纹喇叭天线1和壳体2两部分,90°波纹喇叭天线1与壳体2之间通过高精加工的定位凸台、定位凹槽配对后电子束焊焊接成型。
其中90°波纹喇叭天线1包括天线波导段101和波纹槽102,天线波导段101为圆形并位于中心。天线波导段101的端口平面上布局有三处高低不一的90°张角的波纹槽102,三道波纹槽102为环形并由内到外依次套设,三道波纹槽102的高度由内到外依次递增,波纹槽的壁厚为0.6mm~0.9mm。
90°波纹喇叭天线1结构形式为薄壁圆盘,利用数控加工中心整体铣削成型,采用真空吸盘装夹,铣削过程中确保所有加工面的光洁度、加工精度。
其中壳体2外形为异形结构,其大小主要取决于对应型腔3的尺寸,在兼顾刚强度、轻量化的情况下,壳体2壁厚为1mm~2.5mm,同时还需考虑对外的安装接口。
壳体2包括左壳体201和右壳体203两部分,左壳体201和右壳体203上分别加工型腔结构,左右两个壳体组装连接后形成壳体2内部贯穿的型腔3。左壳体201、右壳体203利用数控加工中心整体铣削成型,铣削过程中确保内壁表面、定位孔的光洁度、加工精度。
左壳体201和右壳体203之间通过真空钎焊配合焊片202连接为一体,焊片202通过激光切割机切割成型,并在连接时通过圆柱销204进行导向定位。清洗左壳体201、焊片202、右壳体203表面,待晾干后将焊片202点固于相应的焊接面,左壳体201、焊片202、右壳体203通过圆柱销204定位后真空钎焊。针对焊接形成的组合体采用数控加工中心铣削外形,去除多余的焊接余料形成壳体2。
型腔3是壳体2内部贯穿形成的空心腔体结构,自上而下分为型膜片圆极化器波导段301、矩圆过渡波导段302、矩波导延伸段303和BJ320波导口304四个部分,其壁面形状复杂且要求表面光洁、过渡平滑。
天线波导段101与膜片圆极化器波导段301相对平滑过渡连通,且直径天线波导段101与膜片圆极化器波导段301内径相同。膜片圆极化器波导段301内壁有若干对称布局、突出高度渐变的膜片。膜片圆极化器波导段301与矩圆过渡波导段302的圆端口相对连通,矩圆过渡波导段302的矩端口与矩波导延伸段303相对连通。矩波导延伸段303与BJ320波导口304相对连通。
由于型腔3壁面形状复杂且要求表面加工精度、光洁度要求高,壳体2在确定分型面后先机加左壳体201、右壳体203两部分的复杂型腔部分;激光切割机切割成型焊片202后通过圆柱销204将左壳体201、焊片202、右壳体203定位,采用真空钎焊进行焊接;再针对焊接体进行二次加工,铣削形成壳体2。
将90°波纹喇叭天线1和壳体2之间组装连接,型腔3与天线波导段101相对连通,形成轴向波纹喇叭天线。90°波纹喇叭天线1和壳体2通过高精加工的定位凸台/凹槽配对后,清洗焊缝位置周围20mm范围内区域,两者接缝处采用电子束焊焊接,形成的轴向波纹喇叭天线内壁表面光洁度、精度高。
将连接形成的轴向波纹喇叭天线放入真空高压气淬炉进行气淬热处理,气淬后进行人工时效,经相关热处理后可提高其强度、防止其变形或开裂,满足力学抗冲振要求;后续根据实际使用需求,对轴向波纹喇叭天线进行导电氧化、光亮阳极氧化或热控涂层多种形式的金属镀覆或化学处理以改善其表面性能。
前述本发明基本例及其各进一步选择例可以自由组合以形成多个实施例,均为本发明可采用并要求保护的实施例。本发明方案中,各选择例,与其他任何基本例和选择例都可以进行任意组合。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种具有高粘接力钢带增强聚乙烯螺旋波纹管专用粘接树脂材料及其制备方法
- 一种具有二维纳米孔腔结构的十二钨酸盐晶体材料及其制备方法
- 一种制备具有仿生多孔的复杂三维结构陶瓷的方法
- 一种复杂型腔不锈钢铸件的成形方法
- 一种开放复杂陡峭深型腔加工中防止扎刀的数控加工方法
- 一种波纹喇叭天线内腔环形槽激光快速加工方法
- 一种波纹喇叭天线内腔环形槽激光快速加工方法