一种钢桶立式生产设备及流程
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及机械生产领域,尤其涉及一种钢桶立式生产设备及流程。
背景技术
钢桶或油桶的生产,在原油等交流贸易中,通过钢桶装运输送,极大节省了输送成本,在现有的钢桶生产中,大部分是采用卧式加工,该方式加工定位方便,但卧式钢筒在输送过程中,如果固定装置有一定偏差,容易导致钢在运输过程中产生移动,将直接影响到加工费精度,并且卧式加工,钢桶内侧容易遗留加工产生的飞屑,不易保证桶的内部清洁。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种钢桶立式生产设备及流程。
为了实现上述目的,本发明采用了如下技术方案:一种钢桶立式生产设备,包括:
输送装置,将竖直放置的钢桶输送到后方;输出装置,设置在所述输送装置的另一侧,将加工完成的所述钢桶输送出;
所述输送装置设有若干个加工工位,分别对输送线上的所述钢桶进行加工;
所述加工工位沿所述输送装置的运输方向设置;
所述加工装置包括翻边机,对所述钢桶进行翻边;
所述翻边机后方设有胀筋装置,所述胀筋装置的后方设有波纹机;
所述波纹机的一侧设有第一封口机,对所述输送装置上的钢桶进行封口;
所述第一封口机一侧设有翻转机,将所述钢桶夹紧后进行上下翻转;
所述钢桶翻转后,再输送至所述第二封口机处,对所述钢桶的另一侧进行封口。
作为上述技术方案的进一步描述:所述输送装置包括电机,通过所述电机带动主动导辊,进一步带动传送带进行旋转,将所述钢桶进行输送,所述输送装置的一侧设有辅助限位装置。
作为上述技术方案的进一步描述:所述翻边机包括翻边机架,所述翻边机架的底部设有下模加力机构所述翻边机架上方设有上模升降机构,通过所述下模加力机构和所述上模升降机构,可以对所述钢桶进行固定夹紧,所述翻边机架两侧设有滚轮,所述滚轮位置与所述钢桶顶边位置等高。
作为上述技术方案的进一步描述:所述胀筋装置包括底座,所述底座一侧设有减速机,通过传动轴连接有偏心轮,所述偏心轮上方与推杆接头相接触,所述推杆接头的另一侧连接有顶板。
作为上述技术方案的进一步描述:所述波纹机包括移动机架,所述移动机架通过转轴连接有第一回转轮和第二回转轮,所述第一回转轮和所述第二回转轮上安装有若干个波纹片,所述第一回转轮与所述第二回转轮上的波纹片安装位置为错位安装,通过所述移动机架带动所述第一回转轮和所述第二回转轮进行移动。
作为上述技术方案的进一步描述:所述第一封口机包括第一封口机架,所述第一封口机架的顶部设有旋转轮,所述旋转轮一侧设有机械夹具,将封盖夹取后进行旋盖作业。
作为上述技术方案的进一步描述:所述翻转机包括翻转机架所述翻转机架上设有提升转盘,第一气缸和第二气缸所述第一气缸和第二气缸相对设置,通过控制气缸对所述钢桶的上下两侧进行夹紧。
一种钢桶立式生产流程,包括:
S1:步进输送,将钢桶竖直放置在输送线上进行运输;
S2:翻边:将钢桶上下两侧进行固定,翻边机移动到桶口处进行翻边;
S3:胀筋:胀筋机伸入钢桶内部,对钢桶的中间部分进行胀筋加工;
S4:波纹:波纹机伸入所述钢桶内部,在胀筋处的左右两侧通过旋转波纹;
S5:上盖封口:通过第一封口机对钢桶顶部进行加盖封装;
S6:翻转:通过翻转机对钢桶夹紧后进行翻转,
S7:底盖封口:再通过输送装置输送到第二封口机进行封口;
S8:输出:检测封口完成之后,将加工完成的钢桶通过辊筒输送出。
作为上述技术方案的进一步描述:所述翻边流程为:
S21:定位:所述钢桶从所述输送装置进入翻边工位,定位系统对钢桶位置进行识别;
S22:固定:通过上模升降机构和下模升降机构对已经定位的钢桶进行夹紧;
S23:翻边:夹紧后延时设置3秒进行翻边,工装模具移动到钢桶顶部一侧,通过工装模具进行翻边,具体的,工装模具可以为翻边轮。
作为上述技术方案的进一步描述:所述胀筋流程为:
S31:所述钢桶通过输送装置进入胀筋工位,通过机械定位使所述钢桶在工位处停止移动,再通过升降机构把钢桶移到胀筋工位工作处;
S32:减速机带动偏心轮转动,带动推杆接头进行往复运动;
S33:推杆接头带动顶板向上移动后,通过顶板对钢桶进行夹紧固定;
S34:电机带动胀筋模具对钢桶进行加工。
上述技术方案具有如下优点或有益效果:
1、采用钢桶立式生产方式,在输送时不易因为输送装置的启停而产生位移,使生产设备对钢桶输送时的定位更快捷,钢桶立式生产可以使残留在钢桶内壁的铁屑可以掉出,保持桶内的清洁。
附图说明
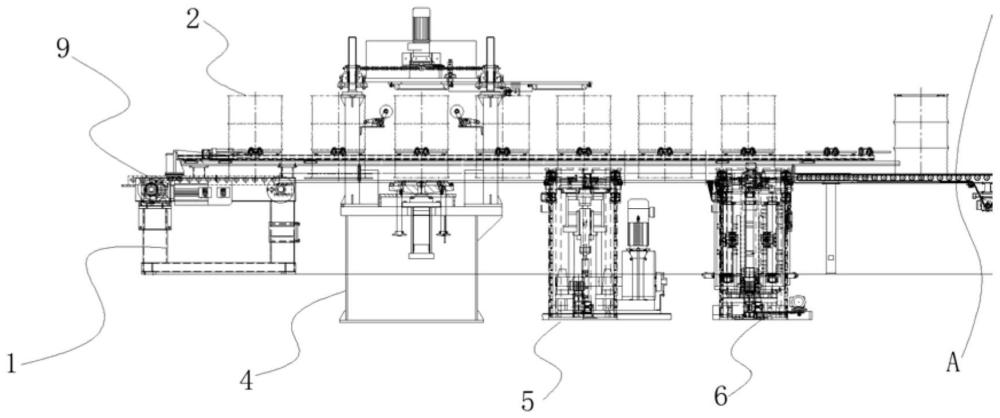
图1为本发明提出的钢桶立式生产设备的部分连接结构示意图;
图2为生产设备的部分连接结构示意图,其中A’与图1中A处相连接;
图3为生产设备的部分连接结构示意图,其中B’与图2中B处相连接;
图4为生产设备的部分连接结构示意图,其中C’与图3中C处相连接;
图5为本发明中翻边机的结构示意图;
图6为本发明中胀筋装置的结构示意图;
图7为本发明中波纹机的结构示意图;
图8为本发明中封口机的结构示意图;
图9为本发明中翻转机的结构示意图;
图10为本发明中钢桶立式生产设备的流程图;
图11为本发明中翻边工艺流程图;
图12为本发明中胀筋的工艺流成图。
图例说明:
1、输送装置;2、钢桶;3、输出装置;4、翻边机;5、胀筋装置;6、波纹机;7、第一封口机;8、翻转机;9、电机;41、翻边机架;42、下模加力机构;43、上模升降机构;44、滚轮;51、底座;52、减速机;53、偏心轮;54、顶板;61、移动机架;62、第一回转轮;63、第二回转轮;64、波纹片;71、第一封口机架;72、旋转轮;81、翻转机架;82、第一气缸;83、第二气缸;10第二封口机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参照图1-图4,本发明提供的一种实施例:一种钢桶立式生产设备,包括:
输送装置1,将竖直放置的钢桶2输送到后方;输出装置3,设置在输送装置1的另一侧,将加工完成的钢桶2输送出;
输送装置1设有若干个加工工位,分别对输送线上的钢桶2进行加工;
加工工位沿输送装置1的运输方向设置;
加工装置包括翻边机4,对钢桶进行翻边;
翻边机4后方设有胀筋装置5,胀筋装置5的后方设有波纹机6;
波纹机6的一侧设有第一封口机7,对输送装置1上的钢桶进行封口;
第一封口机7一侧设有翻转机8,将钢桶2夹紧后进行上下翻转;
钢桶翻转后,再输送至第二封口机10处,对钢桶的另一侧进行封口。
在本实施例中,钢桶2通过输送装置1进行加工输送,输送装置上设有翻边工位,胀筋工位,波纹工位,封口工位,翻转工位和输出装置,可分别对立式钢桶进行加工,卧式加工生产线单线最多放置8个钢桶,立式钢桶生产线单线可放置12个钢桶,增加了钢桶的生产效率。
输送装置1包括电机9,通过电机9带动主动导辊,进一步带动传送带进行旋转,将钢桶2进行输送,输送装置1的一侧设有辅助限位装置。
通过电机9带动主动导辊旋转,传送带环套在主动导辊外侧,通过导辊旋转带动钢桶2进行输送,输送装置一侧设有辅助限位装置,具体可以为限位夹爪,在钢桶2移动到一定距离时,带动限位夹爪进行转动,将卡主的钢桶2与后续的钢桶2隔开一定距离,便于后续进行定位加工。
参照图5,翻边机4包括翻边机架41,翻边机架41的底部设有下模加力机构42,翻边机架41上方设有上模升降机构43,通过下模加力机构42和上模升降机构43,可以对钢桶2进行固定夹紧,翻边机架41两侧设有滚轮44,滚轮44位置与钢桶2顶边位置等高。
在本实施例中,通过下模加力机构42和上模升降机构43进行位移,可以将钢桶2进行夹紧固定,翻边机架41两侧设有滚轮44,通过气缸控制滚轮44延伸臂进行折弯伸缩,使滚轮44对钢桶2顶边处的位置进行挤压,使钢桶2的开口处向外翻折,便于后续桶盖的放置与安装。
参照图6,胀筋装置5包括底座51,底座51一侧设有减速机52,通过传动轴连接有偏心轮53,偏心轮53上方与推杆接头相接触,推杆接头的另一侧连接有顶板54。
通过底座51一侧的减速机52控制传动轴的转动,使传动轴上的偏心轮53的转动位置可控,通过控制偏心轮旋转推动推杆接头向上移动,使顶板54向上移动固定住油桶便于对油桶进行胀筋工艺加工。
参照图7,波纹机6包括移动机架61,移动机架61通过转轴连接有第一回转轮62和第二回转轮63,第一回转轮62和第二回转轮63上安装有若干个波纹片64,第一回转轮62与第二回转轮63上的波纹片安装位置为错位安装,通过移动机架61带动第一回转轮62和第二回转轮63进行移动。
钢桶移动到波纹工位时,通过第一回转轮62和第二回转轮63将钢桶桶壁内外两侧夹紧,第一回转轮62与第二回转轮63上的波纹片64为错位放置,通过控制第一回转轮62与第二回转轮63相向移动,对中间的桶壁进行挤压形成波纹。
参照图8,第一封口机7包括第一封口机架71,第一封口机架71的顶部设有旋转轮72,旋转轮72一侧设有机械夹具,将封盖夹取后进行旋盖作业。
通过第一封口机7进行位置校准后,通过机械夹具将桶盖夹持主,通过旋转轮72带动夹具旋转,将桶盖固定在钢桶2上。
参照图9,翻转机8包括翻转机架81,翻转机架81上设有提升转盘,第一气缸82和第二气缸83第一气缸82和第二气缸83相对设置,通过控制气缸对钢桶2的上下两侧进行夹紧。
在本实施例中,翻转机8上设有翻转机架81,翻转机架81上设有提升转盘,通过上下托架将钢桶2固定托起,通过转盘旋转将钢桶2上下翻转,便于对另一侧进行封口作业
参照图10,一种钢桶立式生产流程,包括:
S1:步进输送,将钢桶2竖直放置在输送线上进行运输;
S2:翻边:将钢桶上下两侧进行固定,翻边机移动到桶口处进行翻边;
S3:胀筋:胀筋机伸入钢桶内部,对钢桶的中间部分进行胀筋加工;
S4:波纹:波纹机伸入钢桶内部,在胀筋处的左右两侧通过旋转波纹;
S5:上盖封口:通过第一封口机对钢桶顶部进行加盖封装;
S6:翻转:通过翻转机对钢桶夹紧后进行翻转,
S7:底盖封口:再通过输送装置输送到第二封口机进行封口;
S8:输出:检测封口完成之后,将加工完成的钢桶通过辊筒输送出。
参照图11,翻边流程为:
S21:定位:钢桶从输送装置进入翻边工位,定位系统对钢桶位置进行识别;
S22:固定:通过上模升降机构和下模升降机构对已经定位的钢桶进行夹紧;
S23:翻边:夹紧后延时设置3秒进行翻边,工装模具移动到钢桶顶部一侧,通过工装模具进行翻边,具体的,工装模具可以为翻边轮。
参照图12,胀筋流程为:
S31:钢桶通过输送装置进入胀筋工位,通过机械定位使钢桶在工位处停止移动,再通过升降机构把钢桶移到胀筋工位工作处;
S32:减速机带动偏心轮转动,带动推杆接头进行往复运动;
S33:推杆接头带动顶板向上移动后,通过顶板对钢桶进行夹紧固定;
S34:电机带动胀筋模具对钢桶进行加工。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种钢桶UV油墨印刷设备及光固化方法
- 一种包装钢桶外侧壁球形环槽加工设备
- 一种用于立式制桶自动化生产线的桶身成型设备
- 一种用于立式制桶自动化生产线的桶身成型设备