一种快卸锁上锁体静压成型工具
文献发布时间:2023-06-19 19:32:07
技术领域
本发明涉及一种采用静压成型法组合快卸锁上锁体的工具,被应用于机械装配制造工艺装备技术领域中。
背景技术
快卸锁因上锁、闭锁便捷,在航空航天领域广泛应用。某型双耳快卸锁的上锁体由衬盘、销钉、弹簧、销子组成,参见图1。组合上锁体,首先将弹簧放入衬盘,然后将销钉依次穿过弹簧和衬盘圆孔,再将销子穿入销钉上的圆孔,最后将销子两端压扁变形,使销子不会从衬盘脱落,即完成上锁体组合。
上锁体一般采用人工组合,具体方法为:先将弹簧、销钉放入衬盘,销子放入销钉圆孔内;一名工人手工按压销钉,使销钉尽量伸出衬盘;然后将锁体放到虎钳上,另一名工人用工具对销子两端进行敲击,使销子两端压扁成型。该方法存在以下缺点:
1、操作不便,难度大
人工按压弹簧的力量较大,容易疲劳。锁体,尤其是销子的尺寸较小,放在虎钳上敲击成型操作不便,难度大,效率低;
2、销子容易产生裂纹、断裂
销子采用敲击的方式成型,敲击的力量不稳定,容易将销子敲裂或敲断。敲断会导致零件报废,敲裂会留下质量隐患。此外,敲击成型质量无法控制,有的变形小,有的变形大;
3、存在操作隐患
该方法需要两名工人配合完成,按压销钉的手指距离敲击部位较近,一旦配合不当,敲击的工具和榔头就会伤到工人。
发明内容
本发明的目的是提供一种快卸锁上锁体静压成型工具,使得单人操作即可完成上锁体组合,同时提高锁体的组合质量和效率,确保人员安全。
为了实现上述目的,本发明采用如下技术方案:一种快卸锁上锁体静压成型工具,所述上锁体由衬盘、销钉、弹簧、销子组成,所述静压成型工具包括固定限位机构和活动限位机构,固定限位机构用于限定衬盘及销钉的位置,同时使销钉伸出衬盘;活动限位机构用于对销钉及销子限位;当有外力作用于活动限位机构或活动限位机构与固定限位机构时,插在销钉上的销子被压扁变形,从而完成上锁体组合。
优选的,固定限位机构包括固定座、限位机构;在固定座内部设置有容纳上锁体的空腔,空腔左右连通;限位机构设置在空腔左端,当将上锁体置于空腔内时,衬盘、弹簧被限定在空腔内,销钉、销子伸出空腔右端。
优选的,限位机构包括挡片和螺钉,在挡片的一端开设有圆孔,通过穿过圆孔的螺钉将其固定在空腔入口端,挡片另一端为自由端;当将上锁体置于空腔内时,转动挡片即可将上锁体挡在固定座的空腔内。
优选的,在固定座右端设置有缺口,缺口的上表面设置有凹槽,用于容纳销钉伸出空腔的部分;活动限位机构的下表面与缺口上表面适配,并在其与凹槽的相对位置开设弧形凹槽,用于对销钉限位。
优选的,缺口的上表面靠近销子,进而对销子进行限位及承托。
优选的,在凹槽及弧形凹槽的两侧均开设有半圆形凹槽,凹槽与半圆形凹槽及弧形凹槽与半圆形凹槽之间采用不连续结构。
优选的,在固定限位机构、活动限位机构上均设置有连接部,用于连接动力机构,当固定限位机构、活动限位机构在动力机构的作用下相向运动时,销子被压扁变形。
优选的,动力机构采用压铆机,连接部分别设置在活动限位机构、固定限位机构的上表面、下表面。
与现有技术相比,本发明具有如下优点:
1、上锁体固定在固定座内部,以压铆机提供压力,采用静压成型取代传统敲击成型, 操作简单,单人可独立完成,效率高;
2、静压成型不会导致销子裂纹和断裂,通过调节压铆机的行程,可以准确控制销子的变形量,成型质量大大提高。
附图说明
图1是本发明背景技术及实施例中的上锁体结构示意图;
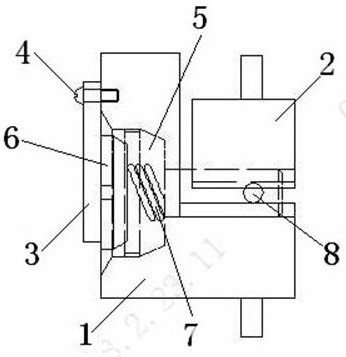
图2是本发明实施例中固定座结构示意图(2a为主视图,2b为2a的右视图);
图3是本发明实施例中活动座结构示意图(3a为主视图,3b为3a的右视图);
图4是本发明实施例使用状态图;
图1-4中,1、固定座;2、活动座;3、挡片;4、螺钉;5、衬盘;6、销钉;7、弹簧;8、销子。
具体实施方式
需要说明的是,在本实施例中,术语“上”、“下”、“左”、“右”、“内”、“外”等均是为了方便描述或依照附图所示进行描述,不是对其方位的具体限定,不构成对本发明的限制。
下面结合附图1-4对本发明做进一步详述:一种快卸锁上锁体静压成型工具,所述上锁体由衬:5、销钉6、弹簧7、销8子组成,如图1所示;所述静压成型工具包括固定限位机构和活动限位机构,固定限位机构用于限定衬盘及销钉的位置,同时使销钉伸出衬盘;活动限位机构用于对销钉及销子限位;当有外力作用于活动限位机构或活动限位机构与固定限位机构时,插在销钉上的销子被压扁变形,从而完成上锁体组合。
如图2(2a、2b)所示,固定限位机构由固定座1、限位机构组成;在固定座1内部设置有容纳上锁体置入或取出的空腔,空腔左右连通;限位机构由挡片3和螺钉4组成,其设置在空腔左端,当将上锁体置于空腔内时,衬盘5、弹簧7被限定在空腔内,销钉6、销子8伸出空腔右端;
具体结构如下:
固定座1:固定座一侧内部设置了与上锁体衬盘5、销钉6、销子8外形相同的凹槽,与挡片3配合,可以将上锁体衬盘5、弹簧7、销钉6固定在凹槽内部,无需人工按压弹簧7,即可使销钉6伸出;另外,当销子8被压扁变形后,取消挡片3的限位,可以将上锁体从凹槽内取出;另一侧设置方形缺口,此为活动座2留位缺口;该缺口底部设置了不连续的三个圆形凹槽,中间的圆形凹槽用于放置销钉的伸出端;三个圆形凹槽中间的筋条用于压制销子8,使销子压扁变形;同时,固定座1底部设置圆柱销,用于将固定座安装在压铆机上;
挡片3:为普通刚性薄片,一端有圆孔,由穿过圆孔的螺钉4将其固定在固定座1上,挡片3的另一端为自由端,当将上锁体置于固定座凹槽里,转动挡片3即可将上锁体挡在固定座的凹槽内,防止上锁体因弹簧作用力弹出脱落;
螺钉4:用于将挡片3固定在固定座1上。
如图3(3a、3b)所示,活动座2底部同样设置了三个不连续的三个圆形凹槽,中间的圆形凹槽用于卡住销钉的伸出端,三个圆形凹槽中间的筋条与固定座圆形凹槽筋条用于压制销子,使销子压扁变形;活动座2顶部设置了圆柱销,用于将活动座安装在压铆机上。
如图4所示,该静压成型工具使用方法为:
(1)依次将衬盘5、弹簧7和销钉6放入固定座1的凹槽内,用挡片3和螺钉4将衬盘5、弹簧7和销钉6固定在凹槽内部;
(2)将销子8放入销钉6的圆孔内;
(3)将固定座1和活动座2分别安装在压铆机的两端,调节好压铆机的行程;
(4)启动压铆机,固定座1和活动座2相互挤压,通过凹槽间的筋条将销子两端压扁成型,完成上锁体的组合;
(5)转动挡片3,取出组合好的上锁体。
在本实施例中,固定座1右侧的缺口为活动座2及销子8提供了承载平台,当然,也可以采用独立的承载平台,只要其具有与缺口类似的结构、作用即可,使用时,将动力机构分别设置在活动座及该平台上使之相向运动,也可以完成销子的压扁变形。
- 一种快卸锁组成零件的安装拆卸工具
- 一种轻型快卸式椅腿锁
- 一种快卸锁螺栓螺母组件
- 一种按压式快卸锁耐久性自动测试装置
- 一种快卸锁及用该快卸锁的舱体
- 快卸锁及用该快卸锁的舱体