一种碳碳埚托的模压制作方法
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及碳碳复合材料技术领域,特别涉及一种碳碳埚托的模压制作方法。
背景技术
在工业制造上,碳/碳复合材料被工程师们广泛采用。在提拉法制备单晶硅的铸锭炉中,由于硅蒸汽会与碳发生化学反应生成碳化硅,产生腐蚀效果。碳/碳复合材料在使用中,碳纤维起到了阻止硅蒸汽与碳继续反应的作用,因此碳/碳复合材料所制备的热场材料有较大的性能优势。
目前行业内制作碳碳埚托主要有两种成型方式,一种是使用先制作碳纤维预制体再使用化学气相沉积得到;另外一种是使用原料进行模压得到。
模压成型工艺的优点是提高了生产效率,产品尺寸稳定性好,表面光洁,能够成型结构复杂的产品,适合大批量生产等。生产成本与预制体加化学气相沉积的方法相当。
发明内容
本发明要解决的技术问题是提供一种碳碳埚托的模压制作方法,目的是为了降低大批量生产时的成本。
为了解决上述技术问题,本发明的技术方案为:一种碳碳埚托的模压制作方法,包括以下步骤:
步骤1、制备碳纤维预制体:采用2.5D针刺碳毡,0°方向碳纤维无纺布、短切纤维网胎、90°方向碳纤维无纺布和短切纤维网胎四层结构交替叠加,然后在表面穿入针刺纤维束,制得碳纤维预制体;
步骤2、碳纤维预制体浸渍:在进行碳纤维预制体的浸渍前,先将碳纤维预制体置于烘箱中以40~90℃的温度进行保温0.5~2h,再用酚醛树脂先驱体采用温度为40~70℃水浴保温0.5~2h;随后将碳纤维预制体放置在真空浸渍罐中浸渍,并且抽真空0.5~1h,将酚醛树脂溶液抽入碳纤维预制体中,直至酚醛树脂树脂溶液完全浸没碳纤维预制体,继续抽真空0.5~1h,随后进行加压浸渍,使得酚醛树脂先驱体浸渍液进一步填充碳纤维预制体内部的大孔隙,加压浸渍的温度为40~80℃,利用氮气加压至1~3MPa,加压浸渍的时间为1~3h,浸渍制备完毕之后将碳纤维预制体进行烘干,在温度为40~90℃的烘箱中保温12~24h;
步骤3、碳纤维预制体成型:将碳纤维预制体装填至模具中,压制成型;采用阶梯加压从0~30MPa对模具进行加压,采用阶梯方式对模具升温140~200℃,达到工艺温度后保温3~5h,自然冷却开模;
步骤4、一次碳化:将压制成型的产品进行高温一次碳化,将压制成型保温筒放置于碳化炉内,通入惰性气体,采用阶梯升温方式升温至800~1000℃并保温3~5h,随炉冷却取出;
步骤5、增密:将一次碳化后产品放入树脂浸渍炉,树脂液没过产品,在2~3MPa下加压对产品进行增密;
步骤6、二次碳化:将浸渍增密后产品进行二次碳化,重复步骤4的碳化过程;
步骤7、产品灰分:将二次碳化后产品放置于高温炉内,采用阶梯升温至1800℃~2100℃,并保温4h,通过高温析出产品灰分;
步骤8、机加:根据最终产品尺寸,机加工得到最终产品;
步骤9、化学气相沉积:对机加后的产品进行化学气相沉积表面涂层处理,温度为1000~1100℃,通入碳源气体和稀释气体,沉积时间为20~60h。
优选地,在所述步骤1中,碳纤维预制体成型后,形成准3D网络结构,其密度为0.3~0.6g/cm
优选地,在所述步骤2中,两次烘箱中的温度均为50~80℃,酚醛树脂先驱体水浴保温的温度为50-60,加压浸渍的温度为50~70℃。
优选地,在所述步骤4中,通入的惰性气体为氮气。
优选地,在所述步骤4中,阶梯升温的温度为850~950℃。
优选地,在所述步骤7中,阶梯升温的温度为1900~2000℃。
优选地,在所述步骤9中,化学气相沉积处理时的温度为1050℃,沉积时间为40h。
优选地,在所述步骤9中,所述碳源气体为天然气、丙烷或丙烯中的一种。
优选地,在所述步骤9中,所述稀释气体为氢气或氮气。
与现有技术相比,本发明的有益效果为:
本发明通过模压的方式制备碳碳埚托可以减少生产时间,相较于制作预制体加化学气相沉积制备碳碳埚托的方式,模压能够节约30~60%的生产时间,且产品尺寸稳定性好,表面光洁,提高机加工的效率。
附图说明
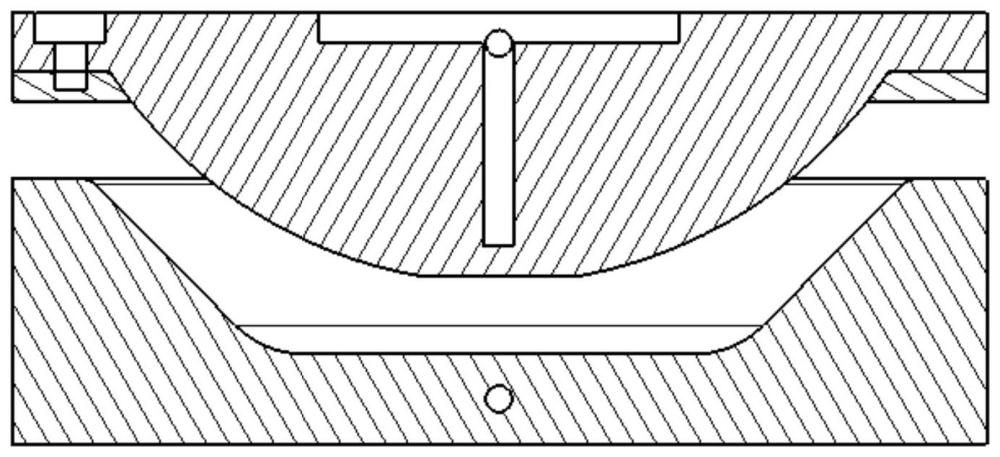
图1为本发明实用的模具的结构示意图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
实施例1
一种碳碳埚托的模压制作方法,其特征在于,包括以下步骤:
步骤1、制备碳纤维预制体:采用2.5D针刺碳毡,0°方向碳纤维无纺布、短切纤维网胎、90°方向碳纤维无纺布和短切纤维网胎四层结构交替叠加,然后在表面穿入针刺纤维束,制得碳纤维预制体;形成准3D网络结构,其密度为0.3g/cm
步骤2、碳纤维预制体浸渍:在进行碳纤维预制体的浸渍前,先将碳纤维预制体置于烘箱中以40℃的温度进行保温2h,再用酚醛树脂先驱体采用温度为40℃水浴保温2h;随后将碳纤维预制体放置在真空浸渍罐中浸渍,并且抽真空1h,将酚醛树脂溶液抽入碳纤维预制体中,直至酚醛树脂树脂溶液完全浸没碳纤维预制体,继续抽真空1h,随后进行加压浸渍,使得酚醛树脂先驱体浸渍液进一步填充碳纤维预制体内部的大孔隙,加压浸渍的温度为40℃,利用氮气加压至3MPa,加压浸渍的时间为3h,浸渍制备完毕之后将碳纤维预制体进行烘干,在温度为40℃的烘箱中保温12h;
步骤3、碳纤维预制体成型:将碳纤维预制体装填至模具(如图1所示)中,压制成型;采用阶梯加压从0~30MPa对模具进行加压,采用阶梯方式对模具升温140~200℃,达到工艺温度后保温5h,自然冷却开模;
步骤4、一次碳化:将压制成型的产品进行高温一次碳化,将压制成型保温筒放置于碳化炉内,通入氮气,采用阶梯升温方式升温至800~1000℃并保温5h,随炉冷却取出;
步骤5、增密:将一次碳化后产品放入树脂浸渍炉,树脂液没过产品,在3MPa下加压对产品进行增密;
步骤6、二次碳化:将浸渍增密后产品进行二次碳化,重复步骤4的碳化过程;
步骤7、产品灰分:将二次碳化后产品放置于高温炉内,采用阶梯升温至1800℃~2100℃,并保温4h,通过高温析出产品灰分;
步骤8、机加:根据最终产品尺寸,机加工得到最终产品;
步骤9、化学气相沉积:对机加后的产品进行化学气相沉积表面涂层处理,温度为1100℃,通入碳源气体(丙烯)和稀释气体(氮气),沉积时间为60h。
实施例2
一种碳碳埚托的模压制作方法,包括以下步骤:
步骤1、制备碳纤维预制体:采用2.5D针刺碳毡,0°方向碳纤维无纺布、短切纤维网胎、90°方向碳纤维无纺布和短切纤维网胎四层结构交替叠加,然后在表面穿入针刺纤维束,制得碳纤维预制体;其密度为0.6g/cm
步骤2、碳纤维预制体浸渍:在进行碳纤维预制体的浸渍前,先将碳纤维预制体置于烘箱中以90℃的温度进行保温0.5h,再用酚醛树脂先驱体采用温度为70℃水浴保温0.5h;随后将碳纤维预制体放置在真空浸渍罐中浸渍,并且抽真空0.5h,将酚醛树脂溶液抽入碳纤维预制体中,直至酚醛树脂树脂溶液完全浸没碳纤维预制体,继续抽真空0.5h,随后进行加压浸渍,使得酚醛树脂先驱体浸渍液进一步填充碳纤维预制体内部的大孔隙,加压浸渍的温度为80℃,利用氮气加压至1MPa,加压浸渍的时间为1h,浸渍制备完毕之后将碳纤维预制体进行烘干,在温度为90℃的烘箱中保温24h;
步骤3、碳纤维预制体成型:将碳纤维预制体装填至模具(如图1所示)中,压制成型;采用阶梯加压从0~30MPa对模具进行加压,采用阶梯方式对模具升温140~200℃,达到工艺温度后保温3h,自然冷却开模;
步骤4、一次碳化:将压制成型的产品进行高温一次碳化,将压制成型保温筒放置于碳化炉内,通入氮气,采用阶梯升温方式升温至800~1000℃并保温3h,随炉冷却取出;
步骤5、增密:将一次碳化后产品放入树脂浸渍炉,树脂液没过产品,在2MPa下加压对产品进行增密;
步骤6、二次碳化:将浸渍增密后产品进行二次碳化,重复步骤4的碳化过程;
步骤7、产品灰分:将二次碳化后产品放置于高温炉内,采用阶梯升温至1800℃~2100℃,并保温4h,通过高温析出产品灰分;
步骤8、机加:根据最终产品尺寸,机加工得到最终产品;
步骤9、化学气相沉积:对机加后的产品进行化学气相沉积表面涂层处理,温度为1000℃,通入碳源气体(丙烷)和稀释气体(氮气),沉积时间为20h。
实施例3
一种碳碳埚托的模压制作方法,其特征在于,包括以下步骤:
步骤1、制备碳纤维预制体:采用2.5D针刺碳毡,0°方向碳纤维无纺布、短切纤维网胎、90°方向碳纤维无纺布和短切纤维网胎四层结构交替叠加,然后在表面穿入针刺纤维束,制得碳纤维预制体;形成准3D网络结构,其密度为0.4g/cm
步骤2、碳纤维预制体浸渍:在进行碳纤维预制体的浸渍前,先将碳纤维预制体置于烘箱中以50℃的温度进行保温1h,再用酚醛树脂先驱体采用温度为50℃水浴保温1h;随后将碳纤维预制体放置在真空浸渍罐中浸渍,并且抽真空0.8h,将酚醛树脂溶液抽入碳纤维预制体中,直至酚醛树脂树脂溶液完全浸没碳纤维预制体,继续抽真空0.8h,随后进行加压浸渍,使得酚醛树脂先驱体浸渍液进一步填充碳纤维预制体内部的大孔隙,加压浸渍的温度为50℃,利用氮气加压至1.5MPa,加压浸渍的时间为1.5h,浸渍制备完毕之后将碳纤维预制体进行烘干,在温度为50℃的烘箱中保温16h;
步骤3、碳纤维预制体成型:将碳纤维预制体装填至模具(如图1所示)中,压制成型;采用阶梯加压从0~30MPa对模具进行加压,采用阶梯方式对模具升温140~200℃,达到工艺温度后保温5h,自然冷却开模;
步骤4、一次碳化:将压制成型的产品进行高温一次碳化,将压制成型保温筒放置于碳化炉内,通入氮气,采用阶梯升温方式升温至850~950℃并保温4h,随炉冷却取出;
步骤5、增密:将一次碳化后产品放入树脂浸渍炉,树脂液没过产品,在2MPa下加压对产品进行增密;
步骤6、二次碳化:将浸渍增密后产品进行二次碳化,重复步骤4的碳化过程;
步骤7、产品灰分:将二次碳化后产品放置于高温炉内,采用阶梯升温至1800℃~2100℃,并保温4h,通过高温析出产品灰分;
步骤8、机加:根据最终产品尺寸,机加工得到最终产品;
步骤9、化学气相沉积:对机加后的产品进行化学气相沉积表面涂层处理,温度为1100℃,通入碳源气体(天然气)和稀释气体(氢气),沉积时间为40h。
实施例4
其余步骤均与实施例3相同,所不同的是,在步骤2中,两次烘箱中的温度均为80℃,酚醛树脂先驱体水浴保温的温度为60,加压浸渍的温度为70℃。
在步骤9中,化学气相沉积处理时的温度为1050℃,沉积时间为40h。
以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
- 一种批量快速制备碳/碳复合材料埚帮的CVI工艺方法
- 一种弧面型碳膜印刷层的制作方法
- 一种碳纳米纤维/碳纤维固相微萃取装置的制作方法
- 一种模压针刺碳碳埚托的制作方法
- 一种模压针刺碳碳埚托的制作方法