塑料桶提手自动组装设备
文献发布时间:2024-01-17 01:26:37
技术领域
本发明属于塑料制品生产技术领域,具体涉及一种塑料桶提手自动组装设备。
背景技术
塑料桶生产完毕会进行提手的安装,传统的提手组装过程是将加工后的塑料桶放入传送带中,塑料桶在传送带上移动的过程中会进入提手安装机,此时操作人员将提手上的凸起对应塑料桶上的孔位,机器上的推动机构将提手上的凸起推入塑料桶的孔位,进行组装,组装后塑料桶继续向后传送进行装箱等操作。传统提手组装过程需要施工人员将提手与塑料桶的孔位对应,在对准孔位的过程中传送带需要停止运行,整体的生产流程节奏较慢;并且对于新手来说该操作过程很容易发生提手与塑料桶上的孔位对应不准进而在推动机构工作的时候将提手弄坏,提高了成本。
发明内容
本发明实施例提供一种塑料桶提手自动组装设备,旨在解决现有提手组装过程生产节奏较慢,并且新人不好操作提高成本的技术问题。
为实现上述目的,本发明采用的技术方案是:提供一种塑料桶提手自动组装设备,包括:
移动轨道;
抓取工装,滑动配合于所述移动轨道,所述抓取工装具有上下移动的抓取部;
进料传送组件,出料侧处于所述移动轨道的一端正下方;
出料传送组件,进料侧处于所述移动轨道另一端的正下方;
提手组装组件,设于所述移动轨道下方且位于所述进料传送组件和所述出料传送组件之间;
所述提手组装组件包括:
安装平台,设于所述移动轨道下方;
上料机构,位于所述安装平台的前侧;
翻转机构,设于所述上料机构和所述安装平台之间,所述翻转机构包括支架,所述支架上沿前后方向依次间隔设置有上料工位、翻转工位以及组装工位,所述翻转机构还包括沿前后方向滑动配合于所述支架的夹持部、设于所述翻转工位相对两侧的两个翻转抓手、以及设于所述组装工位后侧且具有沿前后方向移动自由度的折弯板,所述折弯板用于抵接所述组装工位上的提手两端以使提手折弯后与塑料桶上的孔位对应;
两个安装机构,分别设于所述安装平台外周的相对两侧,每个所述安装机构包括沿朝向和背离所述安装平台方向移动的顶块。
在一种可能的实现方式中,所述上料机构包括:
箱体,所述箱体内设有多个沿前后方向呈台阶分布的第一台阶,每个所述第一台阶的顶部设有第一导向斜面,位于最后侧的所述第一台阶形成所述上料工位;
举升气缸,设于所述箱体的底部;
传送架,固设于所述举升气缸的活塞杆,所述传送架包括多个沿前后方向呈台阶分布的第二台阶,所述第二台阶处于所述箱体底面和所述第一台阶之间、或处于相邻两个所述第一台阶之间,每个所述第二台阶的顶部设有第二导向斜面;
所述第二导向斜面具有与前侧的所述第一导向斜面或所述箱体底面平齐的第一状态,以及提升后与后侧的所述第一导向斜面平齐的第二状态。
在一种可能的实现方式中,所述支架的顶部设有驱动气缸,所述驱动气缸的活塞杆处固设有与所述支架滑动配合的固定板,所述固定板上沿前后方向间隔设有第一抓手和第二抓手,所述第一抓手和所述第二抓手组成所述夹持部;
所述第一抓手用于将所述上料工位的提手转运至翻转工位,所述第二抓手用于将所述翻转工位的提手转运至组装工位。
在一种可能的实现方式中,所述第一抓手和所述第二抓手分别包括两个沿前后方向相对设置的夹块,至少一个所述夹块具有沿前后方向移动的自由度,两个所述夹块间距减小时用于夹持提手。
在一种可能的实现方式中,所述第一抓手的左右两侧还分别设有压板,所述压板用于压设于提手顶部。
在一种可能的实现方式中,所述支架上还设有两个下压气缸,两个所述下压气缸与两个所述翻转抓手一一对应,且位于所述翻转抓手的上方,所述下压气缸的活塞杆向下设置用于将提手端部压入所述翻转抓手。
在一种可能的实现方式中,所述折弯板的前侧设有两个沿左右方向间隔设置的支臂,所述支臂上开设有长圆孔,两个所述支臂的相对侧均设有安装块,两个所述安装块的相对面均设有导向弧面,所述安装块与对应的所述长圆孔通过连接件连接。
在一种可能的实现方式中,每个所述安装机构内的顶块设有多个,每个所述安装机构还包括多个安装气缸,多个所述安装气缸与所述顶块一一对应,且所述顶块固接于所述安装气缸的活塞杆。
在一种可能的实现方式中,所述安装平台上还设有至少一个限位块,所述限位块与其中一个所述安装机构对应,所述限位块用于抵接折弯后提手的端部。
在一种可能的实现方式中,所述抓取工装包括:
抓取气缸,滑动配合于所述移动轨道,所述抓取气缸的活塞杆朝下设置;
抓取支架,固设于所述抓取气缸的活塞杆;
吸盘,固设于所述抓取支架;
两个搬运气缸,固设于所述支架,并位于所述吸盘的相对两侧,两个所述搬运气缸的相对侧均设有可伸缩的搬运头;
所述吸盘和两个所述搬运气缸组成所述抓取部。
本申请实施例,与现有技术相比,本发明塑料桶提手自动组装设备中的提手组装组件可实现提手的自动供料、翻转、折弯以及组装,全程自动化操作,代替了人工,不仅提高了组装效率,还降低了人工成本;并且折弯板与组装工位配合,对提手的折弯过程可提升提手上凸起与塑料桶外周孔位的对准率,提高提手与塑料桶组装的成功率,避免因孔位不对应将提手压坏造成的成本提升。
附图说明
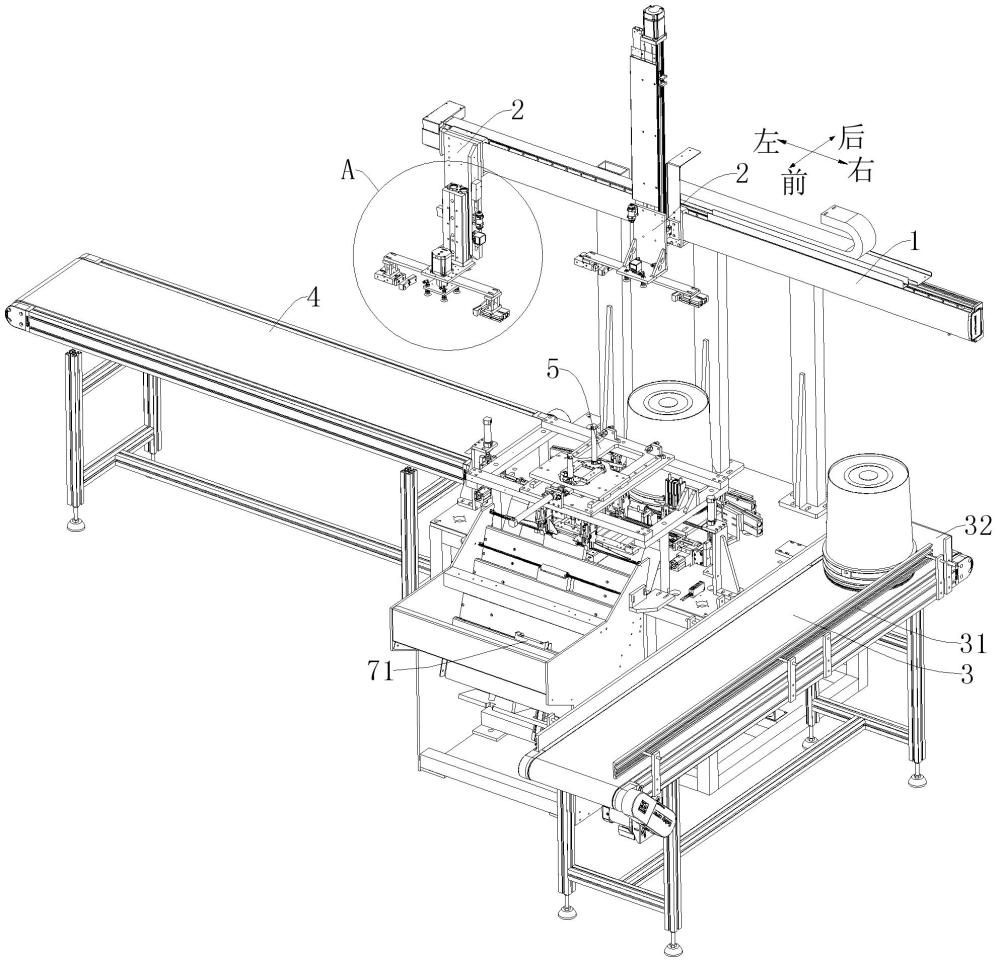
图1为本发明实施例提供的塑料提手自动组装设备的立体结构示意图;
图2为图1中A部放大结构示意图;
图3为本发明实施例采用的上料机构的剖面结构示意图;
图4为本发明实施例采用的翻转机构、安装平台以及安装机构的立体结构示意图一;
图5为图4中B部放大结构示意图;
图6为本发明实施例采用的翻转机构、安装平台以及安装机构的立体结构示意图二;
图7为本发明实施例采用的提手组装组件的立体结构示意图(隐藏支架)。
附图标记说明:
1-移动轨道;
2-抓取工装;21-抓取气缸;22-抓取支架;23-吸盘;24-搬运气缸;25-搬运头;
3-进料传送组件;31-栏杆;32-挡板;
4-出料传送组件;
5-提手组装组件;
60-安装平台;61-限位块;62-第二立杆;63-支撑块;
70-上料机构;71-箱体;711-第一台阶;72-举升气缸;73-传送架;731-第二台阶;74-第一承托块;
80-翻转机构;81-支架;811-上料工位;812-翻转工位;813-组装工位;814-滑轨;82-夹持部;821-第一抓手;822-第二抓手;823-夹块;824-压板;83-翻转抓手;84-折弯板;841-支臂;842-安装块;85-驱动气缸;86-固定板;87-第一限位部;871-第二承托块;872-第一立杆;88-下压气缸;
90-安装机构;91-顶块;92-安装气缸。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
本申请实施例中,关于“前后”、“左右”的描述同图1中标识的方向,但不用于限定本申请实施例在实际使用时的具体方向。
请一并参阅图1至图7,现对本发明提供的塑料桶提手自动组装设备进行说明。所述塑料桶提手自动组装设备,包括移动轨道1、抓取工装2、进料传送组件3、出料传送组件4以及提手组装组件5,抓取工装2滑动配合于移动轨道1,抓取工装2具有上下移动的抓取部;进料传送组件3出料侧处于移动轨道1的一端正下方;出料传送组件4进料侧处于移动轨道1另一端的正下方;提手组装组件5设于移动轨道1下方且位于进料传送组件3和出料传送组件4之间;
提手组装组件5包括安装平台60、上料机构70、翻转机构80以及两个安装机构90,安装平台60设于移动轨道1下方;上料机构70位于安装平台60的前侧;翻转机构80设于上料机构70和安装平台60之间,翻转机构80包括支架81,支架81上沿前后方向依次间隔设置有上料工位811、翻转工位812以及组装工位813,翻转机构80还包括沿前后方向滑动配合于支架81的夹持部82、设于翻转工位812相对两侧的两个翻转抓手83、以及设于组装工位813后侧且具有沿前后方向移动自由度的折弯板84,折弯板84用于抵接组装工位813上的提手两端以使提手折弯后与塑料桶上的孔位对应;两个安装机构90分别设于安装平台60外周的相对两侧,每个安装机构90包括沿朝向和背离安装平台60方向移动的顶块91。
本实施例提供的塑料桶提手自动组装设备,在生产过程中,进料传送组件3可与塑料桶的生产设备相对接,进而生产后的塑料桶可直接传送至提手组装组件5附近,进料传送组件3将塑料桶传送至移动轨道1下方后,抓取工装2抓取一个塑料桶至安装平台60上,此时上料机构70进行上料提供提手,提手进入上料工位811,夹持部82将上料工位811的提手转运至翻转工位812,翻转工位812两侧的翻转抓手83抓取提手的两端翻转90°,然后夹持部82继续抓取翻转工位812的提手转运至组装工位813,此时组装工位813对提手的中部进行固定,折弯板84伸出将提手的两端折弯,以使提手两端上的凸起与塑料桶外周的孔位对齐,安装机构90启动,顶块91将提手上的凸起顶入塑料桶上的孔位内,实现提手的安装,安装完毕后抓取工装2将组装后的塑料桶抓起并运送至出料传送组件4上。
与现有技术相比,本发明塑料桶提手自动组装设备中的提手组装组件5可实现提手的自动供料、翻转、折弯以及组装,全程自动化操作,代替了人工,不仅提高了组装效率,还降低了人工成本;并且折弯板84与组装工位813配合,对提手的折弯过程可提升提手上凸起与塑料桶外周孔位的对准率,提高提手与塑料桶组装的成功率,避免因孔位不对应将提手压坏造成的成本提升。
在一些实施例中,上述进料传送组件3的一种改进实施方式可以采用如图1所示结构。参见图1,进料传送组件3的相对两侧均设有栏杆31,栏杆31沿进料传送组件3的延伸路径延伸,且在两个栏杆31的端部之间连接有挡板32,挡板32处于进料传送组件3的出料端上方,用于对行进的塑料桶进行阻挡。塑料桶通过进料传送组件3行进至移动轨道1一端的下方,此时挡板32将塑料桶遮挡,方便塑料桶在此处灯带以便抓取工装2对塑料桶的抓取;通过在进料传送组件3的两侧设置栏杆31,可防止塑料桶在传送过程中掉落。
在一些实施例中,上述上料机构70的一种具体实施方式可以采用如图1、图3及图7所示结构。参见图1、图3及图7,上料机构70包括箱体71、举升气缸72以及传送架73,箱体71内设有多个沿前后方向呈台阶分布的第一台阶711,每个第一台阶711的顶部设有第一导向斜面,位于最后侧的第一台阶711形成上料工位811;举升气缸72设于箱体71的底部;传送架73固设于举升气缸72的活塞杆,传送架73包括多个沿前后方向呈台阶分布的第二台阶731,第二台阶731处于箱体71底面和第一台阶711之间、或处于相邻两个第一台阶711之间,每个第二台阶731的顶部设有第二导向斜面;第二导向斜面具有与前侧的第一导向斜面或箱体71底面平齐的第一状态,以及提升后与后侧的第一导向斜面平齐的第二状态。箱体71中容纳有多个提手,箱体71的底部沿从前向后的逐渐向下倾斜,可使提手滑落至最前侧的第二台阶731上,此时第二台阶731处于第一状态与箱体71底面平齐,举升气缸72带动传送架73上升,最前侧的第二台阶731提升后与相邻后侧的第一台阶711对接,提手滑落至第一台阶711的第一导向斜面上,重复上述步骤,逐渐将提手提升至上料工位811,由于第一台阶711和第二台阶731的宽度刚好等于提手的宽度,可保证单次只能提升一个提手,实现对提手的有序供料。
具体地,第一台阶711和第二台阶731的顶部均设有第一承托块74,第一导向斜面设置在第一台阶711的第一承托块74上,第二导向斜面设置在第二台阶731的第一承托块74上,第一承托块74的中部向下凹陷以承托提手中部的圆柱部分,提高对提手举升过程中的稳定性。
作为一种变形实施方式,上料机构70可直接采用传送带,上料工位811处于传送带出料侧的下方,且上料工位811与传送带之间设有斜坡;传送带沿从前至后的方向逐渐向上倾斜,传送带上设有承托板,承托板的宽度刚好等于一个提手的宽度,可保证一个承托板带动一个提手向上行走,当提手到达传送带最高处的时候沿斜坡滑落至上料工位811。
在一些实施例中,上述夹持部82的一种具体实施方式可以采用如图4及图6所示结构。参见图4及图6,支架81的顶部设有驱动气缸85,驱动气缸85的活塞杆处固设有与支架81滑动配合的固定板86,固定板86上沿前后方向间隔设有第一抓手821和第二抓手822,第一抓手821和第二抓手822组成夹持部82;第一抓手821用于将上料工位811的提手转运至翻转工位812,第二抓手822用于将翻转工位812的提手转运至组装工位813。
如果抓手只设有一个,则抓手需要将上料工位811的提手抓取至翻转工位812,再将翻转工位812的提手抓取至组装工位813,完成一个工作过程;设置了第一抓手821和第二抓手822的情况下,在第二抓手822抓取提手从翻转工位812到达组装工位813的同时,第一抓手821可抓取上料工位811的提手到翻转工位812,缩短夹持部82循环一次的时间,提高组装效率。
具体地,支架81上设有供第一抓手821和第二抓手822伸到下端以抓取提手的滑槽,滑槽沿前后方向延伸以保证第一抓手821和第二抓手822随固定板86沿前后方向移动;支架81的顶部还设有滑轨814,固定板86上设有与滑道配合的滑轨814,提高固定板86移动过程的稳定性。
其中,第一抓手821和第二抓手822的上下移动过程可通过气缸控制,用于控制第一抓手821和第二抓手822上下移动的气缸固定在固定板86上。
在一些实施例中,上述第一抓手821和第二抓手822的一种具体实施方式可以采用如图6所示结构。参见图6,第一抓手821和第二抓手822分别包括两个沿前后方向相对设置的夹块823,至少一个夹块823具有沿前后方向移动的自由度,两个夹块823间距减小时用于夹持提手。
具体地,由于第一台阶711主要承托提手圆柱部分,第一抓手821可设置两个,进而对提手的两端进行抓取,避开提手中部的圆柱部分,避免与第一台阶711干涉;同理,翻转工位812上也设有对提手中部的圆柱部分进行限位的第一限位部87,第二抓手822也可设置两个避免与第一限位部87干涉。
作为一种可选实施方式,第一限位部87包括两个沿左右方向间隔设置的第二承托块871,以及设于两个第二承托块871之间的多个第一立杆872,多个第一立杆872在提手上圆柱部分的前后两侧分别进行限位,第二承托块871顶部凹陷形成凹槽用于承托提手上的两个杆状部分。
在一些实施例中,上述第一抓手821的一种改进实施方式可以采用如图6所示结构。参见图6,第一抓手821的左右两侧还分别设有压板824,压板824用于压设提手顶部。第一抓手821在抓取提手的时候,压板824可压设在提手顶部,防止提手向上翘起,方便将提手放入翻转工位812。
在一些实施例中,上述支架81的一种改进实施方式可以采用如图4及图6所示结构。参见图4及图6,支架81上还设有两个下压气缸88,两个下压气缸88与两个翻转抓手83一一对应,且位于翻转抓手83的上方,下压气缸88的活塞杆向下设置用于将提手端部压入翻转抓手83。由于提手的材质较软,在抓取的过程中为了防止提手的两端部翘起影响翻转抓手83对提手端部的准确抓取,在提手放置在翻转工位812后,下压气缸88将提手的两端下压,以保证翻转抓手83可以顺利抓取提手的两端,进而带动提手翻转。
需要说明的是,翻转抓手83可采用与第一抓手821相同的结构,采用可相对或背向移动的夹块823,翻转抓手83通过翻转电机带动翻转,实现提手的90°翻转过程。
在一些实施例中,上述折弯板84的一种具体实施方式可以采用如图4及图7所示结构。参见图4及图7,折弯板84的前侧设有两个沿左右方向间隔设置的支臂841,支臂841上开设有长圆孔,两个支臂841的相对侧均设有安装块842,两个安装块842的相对面均设有导向弧面,安装块842与对应的长圆孔通过连接件连接。安装块842上的导向弧面可对应提手折弯后的弧度,在折弯板84向后移动的过程中,支臂841抵接提手的端部使其折弯,安装块842的导向弧面贴合提手的侧面,提手弯折后即可进行组装;本实施例中的安装块842可沿长圆孔的长轴方向调整位置,适应不同长度提手的安装。
容易想到的是,折弯板84沿前后方向的伸缩过程通过气缸驱动。
需要说明的是,组装工位813上设有第二限位部,第二限位部可采用与上述第一限位部87相同的结构。
在一些实施例中,上述安装机构90的一种改进实施方式可以采用如图4、图6及图7所示结构。参见图4、图6及图7,每个安装机构90内的顶块91设有多个,每个安装机构90还包括多个安装气缸92,多个安装气缸92与顶块91一一对应,且顶块91固接于安装气缸92的活塞杆。以每个安装机构90设有两个顶块91为例进行说明,两个顶块91分别通过两个安装气缸92驱动,当提手折弯后,提手的端部与塑料桶上的孔位对应,此时其中一个顶块91伸出将提手的端部抵接在塑料桶外周,以方便夹持部82松开提手,然后另一个顶块91伸出推动提手端部的凸块卡入塑料桶上的对应孔位,完成组装。通过设置多个顶块91分别实现对提手的固定和组装,方便夹持部82松开提手回到翻转工位812抓取下一个提手,相互配合,提高组装效率。
在一些实施例中,上述安装平台60的一种改进实施方式可以采用如图4、图6及图7所示结构。参见图4、图6及图7,安装平台60上还设有至少一个限位块61,限位块61与其中一个安装机构90对应,限位块61用于抵接折弯后提手的端部。提手的两端向后折弯后抵接在限位块61上,限位块61可限定提手的位置,保证提手上的凸块与塑料桶上的孔位对应,提高组装准确性。
具体地,安装平台60上设有第二立杆62,限位块61上设有与第二立杆62顶端卡接的孔位。在组装时可旋转第二立杆62调整限位块61,以保证提手的端部抵接限位块61后其上的凸块可与塑料桶上的孔位对应。
在一些实施例中,上述安装平台60的一种改进实施方式可以采用如图4、图6及图7所示结构。参见图4、图6及图7,安装平台60上还设有多个支撑块63,多个支撑块63用于绕塑料桶的轴向在塑料桶的内壁均匀支撑。通过设置支撑块63,可保证塑料桶放入安装平台60后保持稳定性,避免晃动影响提手的组装。
在一些实施例中,上述抓取工装2的一种具体实施方式可以采用如图2所示结构。参见图2,抓取工装2包括抓取气缸21、抓取支架8122、吸盘23以及两个搬运气缸24,抓取气缸21,滑动配合于移动轨道1,抓取气缸21的活塞杆朝下设置;抓取支架8122固设于抓取气缸21的活塞杆;吸盘23固设于抓取支架8122;两个搬运气缸24固设于支架81,并位于吸盘23的相对两侧,两个搬运气缸24的相对侧均设有可伸缩的搬运头25;吸盘23和两个搬运气缸24组成抓取部。
由于塑料桶是倒扣放置,抓取工装2下行的时候吸盘23接触塑料桶的桶底并吸取,两侧搬运气缸24的搬运头25伸出,两个搬运头25相互靠近夹紧塑料桶的外周,随后可在抓取气缸21的带动下上下移动,以及沿移动轨道1移动,实现对塑料桶的拿放。本实施例中通过吸盘23和搬运头25两种方式结合实现对塑料桶的抓取,可有效避免塑料桶在搬运过程中掉落。
具体地,两个搬运头25的相对侧面均为适应于塑料桶外周面的弧形面。
其中,抓取工装2可沿移动轨道1的延伸路径间隔设置多个,以两个为例,其中一个抓取工装2抓取塑料桶至安装平台60时,另一个抓取工装2可抓取组装后的塑料桶至出料传送组件4,效率更高。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- T形截面的空心电梯导轨组装设备及基于其的自动组装生产线和组装打包方法
- 一种自动售货机用框架式电磁铁自动组装设备
- 一种自动螺钉输送装置及其自动组装设备
- 一种塑料桶装配金属提手的自动化生产线
- 一种可自动定位塑料桶提手安装孔的装置