一种高温合金旋转靶材的浇铸模具以及靶材浇铸方法
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及靶材生产技术领域,具体涉及一种高温合金旋转靶材的浇铸模具以及靶材浇铸方法。
背景技术
目前,溅射靶材应用广泛,包括电子及信息产业和玻璃镀膜等领域。溅射机台里,在真空的状态下,通过轰击靶材表面,把高纯度的金属原子沉积到硅片上。靶材按照形状分为平面靶材和旋转靶材,平面靶材正常溅射消耗量为35%-40%,旋转靶材正常溅射消耗量可达70%以上。高温旋转靶材的主要制备方法有真空感应熔炼、真空电弧熔炼等,其浇铸方式主要有模具浇铸和离心浇铸。
离心浇铸是将液体金属注入高速旋转的铸型内,使金属液在离心力的作用下充满铸型和形成铸件的技术和方法。离心力使液体金属在径向能很好地充满铸型并形成铸件的自由表面;不用型芯能获得圆柱形的内孔;有助于液体金属中气体和夹杂物的排除;影响金属的结晶过程,从而改善铸件的机械性能和物理性能,但是离心浇铸容易造成靶材组分偏析的现象,导致靶材浪费。
模具浇铸主要由模具内芯、模具、模具漏斗和底座组成,将熔化的金属液通过漏斗浇铸在模具内芯和底座之间,等待冷却从而形成旋转靶材。但是,对于高温旋转靶材,金属液温度通常大于一千五百度,因此,为了不引入杂质且耐得住高温,通常模具内芯选择石墨材质。但是又因为石墨的热膨胀系数远远小于金属,从而很容易产生金属靶材浇铸后发生裂开的现象,导致靶材报废。
发明内容
本发明的目的在于提供一种高温合金旋转靶材的浇铸模具以及靶材浇铸方法,解决以下技术问题:
如何防止旋转靶材在浇铸冷却后发生开裂现象。
本发明的目的可以通过以下技术方案实现:
一种高温合金旋转靶材的浇铸模具,包括底座,所述底座上侧安装有外筒,所述外筒顶端连接有进料漏斗,还包括
芯柱,所述芯柱包括金属内芯,所述金属内芯位于外筒内部中心处,且与底座上表面连接;
石墨贴片,所述石墨贴片有两个,两个所述石墨贴片分别通过石墨胶粘附于金属内芯的柱身上,两个所述石墨贴片边缘的连接缝隙小于1mm;
金属丝套,所述金属丝套套设于两个所述石墨贴片上端,用以对两个石墨贴片进行固定。
在本发明更进一步的方案中:所述外筒外部设有保温机构。
在本发明更进一步的方案中:所述保温机构包括加热器,加热器均匀分布于外筒外围。
在本发明更进一步的方案中:所述加热器的加热温度为所浇铸金属液温度的60%-70%。
在本发明更进一步的方案中:所述金属内芯的材质为不锈钢。
在本发明更进一步的方案中:所述金属丝套的材质为合金组元。
一种靶材的浇铸方法,通过上述的浇铸模具制备而得,包括以下步骤:
S1:打开保温机构中的加热器,将温度调节至待浇铸金属液温度的60%-70%,并保持此温度为恒温;
S2:通过进料漏斗向外筒内部注入金属液,令金属液充满外筒与芯柱之间,随后立即关闭加热器自然降温;
S3:等待金属液冷却凝固,将成型的靶材从外筒中取出即可。
本发明的有益效果:
(1)采用该模具浇铸金属液来制作旋转靶材,当金属液浇铸至外筒中后,金属液由高温逐渐冷却而凝固成固体,在金属液由液体转变为固体的过程中,会对芯柱产生压力,但是由于石墨的膨胀系数很小,因此石墨贴片的形变量小于金属液冷却过程中产生的形变量,此时,由于两个石墨贴片之间存在缝隙,因此当金属液对石墨贴片产生挤压力时,石墨贴片会向缝隙中延展,石墨贴片在金属收缩时产生的压力下向缝隙靠近,从而疏散压力,不会对金属靶材产生反作用力,进而可以防止金属液成型为旋转靶材后产生开裂现象;
(2)通过保温机构对模具进行保温,可以缓解内部金属液的冷却速度,降低金属液的过冷度,使得旋转靶材在冷却过程中有足够的时间释放内部应力,进而避免产生开裂现象;同时,当金属液浇铸至模具内部后,模具也会因为热力学现象温度升高,随后会和金属液共同冷却,当温度降到金属液初始温度的60~70%时,加热模具继续发挥作用,控制冷却速度,避免靶材开裂。
附图说明
下面结合附图对本发明作进一步的说明。
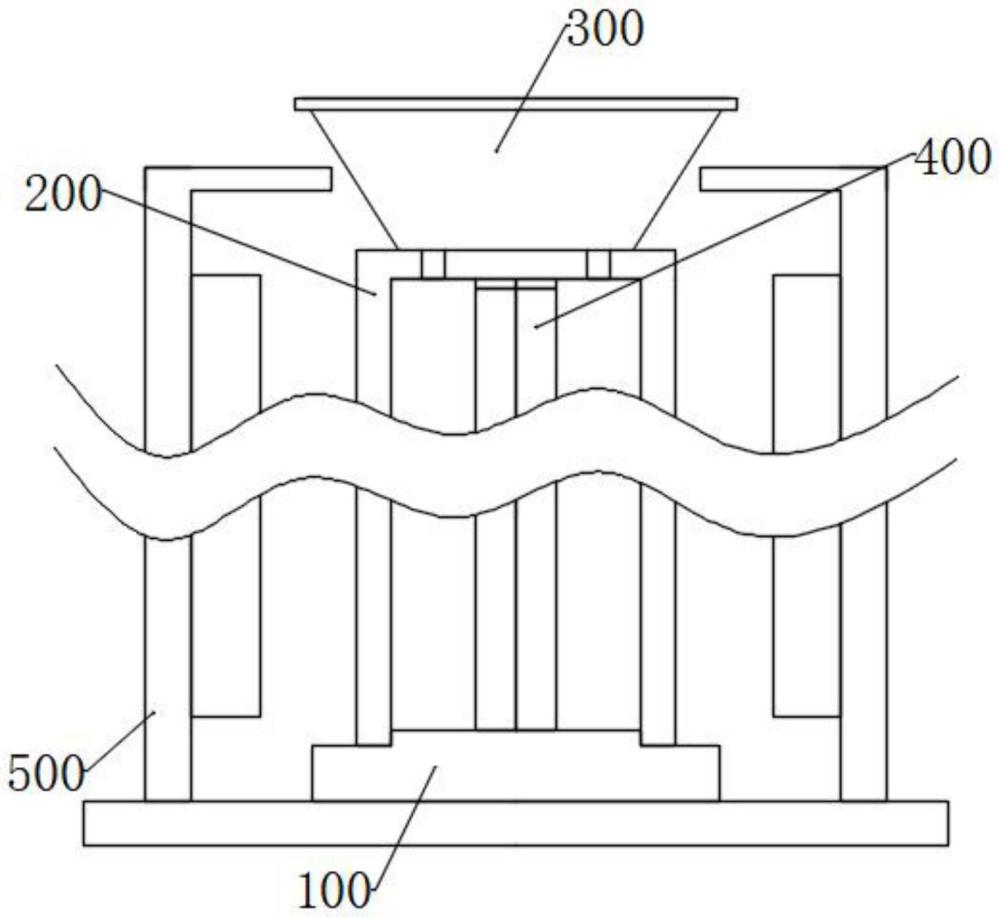
图1是本发明一种实施例中模具的结构示意图;
图2是本发明一种实施例中内芯的结构示意图;
图3是图2中A部分的放大结构示意图。
图中标号代表:100、底座;200、外筒;300、进料漏斗;400、芯柱;401、金属内芯;402、石墨贴片;403、金属丝套;500、保温机构。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-3所示,本发明为一种高温合金旋转靶材的浇铸模具,包括底座100,所述底座100上侧安装有外筒200,所述底座100与外筒200的材质均为石墨,所述外筒200顶端连接有进料漏斗300,进料漏斗300与外筒200相连通,通过进料漏斗300可以向外筒200中浇铸金属液;外筒200内部中心处设置有芯柱400,所述芯柱400包括金属内芯401,所述金属内芯401位于外筒200内部中心处,且与底座100上表面连接;所述金属内芯401的柱身上通过石墨胶粘附有两个石墨贴片402,两个石墨贴片402的形状相同,均为半弧形,且两个石墨贴片402的内径与金属内芯401的外径相同,以便于石墨贴片402可以与金属内芯401更好的贴合;两个所述石墨贴片402边缘的连接缝隙小于1mm;两个所述石墨贴片402上端套设有金属丝套403,用以对两个石墨贴片402进行固定。
具体来说,在对该模具进行组装时,先将两个石墨贴片402通过耐高温的石墨胶粘附在金属内芯401表面,保持两个石墨贴片402的边缘之间的缝隙小于1mm,以避免在浇铸金属液时,金属液渗入缝隙中;随后将金属内芯401连同粘附的石墨贴片402一同置于保温炉中进行保温,从而将石墨中的水分充分烘干,避免在后续浇铸过程中影响石墨性能,且为了防止金属内芯401被融化,所以要求金属内芯401的材质熔点不低于上述保温温度,例如,在本发明实施例中,金属内芯401选用不锈钢材质;
保温结束之后,将金属内芯401与石墨贴片402取出,随后使用金属丝套403将两个石墨贴片402的上端套住,从而对两个石墨贴片402的位置进行固定,防止石墨贴片402脱落,金属丝套403选用合金组元,金属内芯401、石墨贴片402与金属丝套403即构成了芯柱400整体;最终将芯柱400固定安装在底座100上侧中心处,模具即完成制作;采用该模具浇铸金属液来制作旋转靶材,当金属液浇铸至外筒200中后,金属液由高温逐渐冷却而凝固成固体,在金属液由液体转变为固体的过程中,会对芯柱400产生压力,但是由于石墨的膨胀系数很小,因此石墨贴片402的形变量小于金属液冷却过程中产生的形变量,此时,由于两个石墨贴片402之间存在缝隙,因此当金属液对石墨贴片402产生挤压力时,石墨贴片402会向缝隙中延展,石墨贴片402在金属收缩时产生的压力下向缝隙靠近,从而疏散压力,不会对金属靶材产生反作用力,进而可以防止金属液成型为旋转靶材后产生开裂现象;且石墨的耐高温性能强,石墨贴片402将金属液阻隔在金属内芯401外部,还可以防止金属内芯401因高温熔化,金属内芯401与金属液的膨胀系数相近,随着金属液的冷却,石墨内芯401随之冷却进而产生相应的形变量,有利于石墨贴片402向内收缩贴合,可进一步防止石墨贴片402导致金属液变形。
进一步的说,所述外筒200外部设有保温机构500,用以对外筒200进行保温;所述保温机构500包括加热器,所述加热器均匀分布于外筒200外围,以便于对模具整体进行均匀保温,所述加热器的加热温度为所浇铸金属液温度的60%-70%。
展开来说,金属液进入模具中之后温度逐渐冷却,此时保温机构500对模具进行保温,可以缓解内部金属液的冷却速度,降低金属液的过冷度,使得旋转靶材在冷却过程中有足够的时间释放内部应力,进而避免产生开裂现象;同时,当金属液浇铸至模具内部后,模具也会因为热力学现象温度升高,随后会和金属液共同冷却,当温度降到金属液初始温度的60~70%时,加热模具继续发挥作用,控制冷却速度,避免靶材开裂。
一种靶材的浇铸方法,通过如上所述的浇铸模具制备而得,包括以下步骤:
S1:打开保温机构500中的加热器,将温度调节至待浇铸金属液温度的60%-70%,并保持此温度为恒温;
S2:通过进料漏斗300向外筒200内部注入金属液,令金属液充满外筒200与芯柱400之间,随后立即关闭加热器自然降温;
S3:等待金属液冷却凝固,将成型的靶材从外筒200中取出即可。
该靶材制备方法的工作原理为:
保温机构500的温度控制在金属液温度的60%-70%,并保持此温度为恒温;通过进料漏斗300向外筒200内部注入金属液,令金属液充满外筒200与芯柱400之间,随后立即关闭加热器自然降温;在此过程中,金属液由液体转变为固体的过程中,会对芯柱400产生压力,因此石墨贴片402的形变量小于金属液冷却过程中产生的形变量,此时,由于两个石墨贴片402之间存在缝隙,因此当金属液对石墨贴片402产生挤压力时,石墨贴片402会向缝隙中延展,石墨贴片402在金属收缩时产生的压力下向缝隙靠近,从而疏散压力,不会对金属靶材产生反作用力,进而可以防止金属液成型为旋转靶材后产生开裂现象;且保温机构500对模具进行保温,可以缓解内部金属液的冷却速度,降低金属液的过冷度,使得旋转靶材在冷却过程中有足够的时间释放内部应力,进而避免产生开裂现象;同时,当金属液浇铸至模具内部后,模具也会因为热力学现象温度升高,随后会和金属液共同冷却,当温度降到金属液初始温度的60~70%时,加热模具继续发挥作用,控制冷却速度,进一步避免靶材开裂。
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
- 一种铌旋转靶材及其制备方法
- 一种利用冷喷涂工艺制备铜铟镓旋转靶材的方法及其产品
- 铜镓合金溅射靶材的制备方法及靶材
- 一种超细晶铜锰合金靶材的加工方法
- 一种过渡金属掺杂的碲化锑合金靶材的制备方法
- 靶材浇铸的冷却方法、计算机可读存储介质及靶材浇铸装置
- 一种锡金属旋转靶材的浇铸装置及浇铸方法