多功能纸箱板加工开槽设备
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及纸板加工设备技术领域,特别是一种多功能纸箱板加工开槽设备。
背景技术
纸箱作为一种使用非常普遍的包装设备,其制作时一般采用合适大小的整张纸板(纸板预先加工成纸箱成品展开后状态,纸板有些位置用工具加工有豁口等,保证后续制成的纸板拼接部位刚好吻合)、在其上合适位置用工具开槽(包括横向和纵向开槽,开槽也就是在纸板上合适位置开一道折叠口),然后后续工序将纸板沿开槽位置折叠成需要的外形(并在需要的位置采用压痕设备压出折叠痕迹),用胶粘方式或者扣钉等方式将纸板组合成成品纸箱。
目前,对于纸板上多个开槽一般方式是采用冲压模式,冲压设备下端安装的冲压刀具机构在合适位置纵向间隔或横向间隔分布有多道开口刀,上述方式虽然能实现一次对纸板多个位置开槽,但是由于不同的包装纸箱用纸板开槽加工、需要不同位置布置多个开槽刀具的刀具机构,因此使用成本相对较高(包括冲压设备本体成本也相对较高)、结构也相对复杂。还有就是,现有的冲压刀具机构其下端作用于纸板的力矩不能方便调节,当设备出现故障或者刀具机构安装在冲压设备下端不稳时,有可能开槽刀具作用于纸板的力矩不够及下降高度不够,这样就有几率造成纸板开槽深度不够、开槽位置不断开,对后续纸箱拼接造成不利影响;相反,如果开槽刀具作用于纸板的力矩过大及下降高度过大,这样就有几率造成开槽刀具和纸板下端的支撑工作台(支撑工作台有固定纸板的工位,不加工开槽的位置有夹紧机构)上过于接触造成刀具刃口损坏,同样对生产造成不利影响。
发明内容
为了克服现有纸板使用的开口设备因结构所限存在如背景所述弊端,本发明提供了一种结构简单紧凑、使用方便,应用中在相关机构及电路共同作用下,能自动纵向及横向对纸板需要的位置进行开槽,且开槽中能实时检测开槽刀作用于纸板的高度和力矩,由此保证了加工后纸板开槽质量,为保证后续工序加工纸箱质量起到了有利技术支持的多功能纸箱板加工开槽设备。
本发明解决其技术问题所采用的技术方案是:
多功能纸箱板加工开槽设备,包括电动直线滑台、框架、电机减速机构、开槽刀、电动伸缩杆、电源模块,其特征在于还具有力矩高度探测机构、控制电路;所述电动直线滑台有至少两套,第一套电动直线滑台纵向安装在框架的下端,第二套电动直线滑台横向安装在第一套电动直线滑台的滑动块下端,电机减速机构上端装在第二套电动直线滑台的滑动块下端;所述电动伸缩杆上端安装在电机减速机构的动力输出轴下端;所述力矩高度探测机构包括力敏电阻、导向管、导向块,力敏电阻绝缘安装在导向管内上端,导向块活动安装在导向管内,导向块下端和开槽刀上端安装在一起;所述电源模块、控制电路、PLC安装在电控箱内,框架下端安装有支撑台;所述PLC的多路电源输出端和两套电动直线滑台、电机减速机构、电动伸缩杆的电源输入端分别电性连接;所述控制电路的两个信号控制端电性串联在PLC的其中一路电源输出端和电动伸缩杆的电源输入端之间。
进一步地,所述敏电阻的应变片下端安装有缓冲垫,导向块的下端外径小于导向管内径。
进一步地,所述第一套电动直线滑台的纵向移动行程及第二套电动直线滑台的横向移动行程分别大于加工纸板的纵向及横向宽度。
进一步地,所述电机减速机构是同轴电机齿轮减速器;电动伸缩杆是往复式电动推杆。
进一步地,所述控制电路包括电性连接的电阻、可调电阻、NPN三极管和继电器,并和力敏电阻电性连接。
本发明有益效果是:本发明结构简单紧凑、使用方便,相较于现有的纸板开槽设备节省了使用成本,且维护更为方便。应用中在相关机构及电路共同作用下,PLC能按照内部程序自动控制两套电动直线滑台及电动推杆、电机减速机构的工作方式,这样能自动实现纵向及横向对纸板需要的位置进行开槽,且开槽中,力矩高度探测机构、控制电路能实时检测开槽刀作用于纸板的高度和力矩,开槽刀接触纸板力矩及高度合适后能自动停止运动,保证了加工后纸板开槽质量,并防止了开槽刀接触支撑台上端力矩过大刃口损坏的缺点,为保证后续工序纸箱加工质量起到了有利技术支持。基于上述,本发明具有好的应用前景。
附图说明
以下结合附图和实施例将本发明做进一步说明。
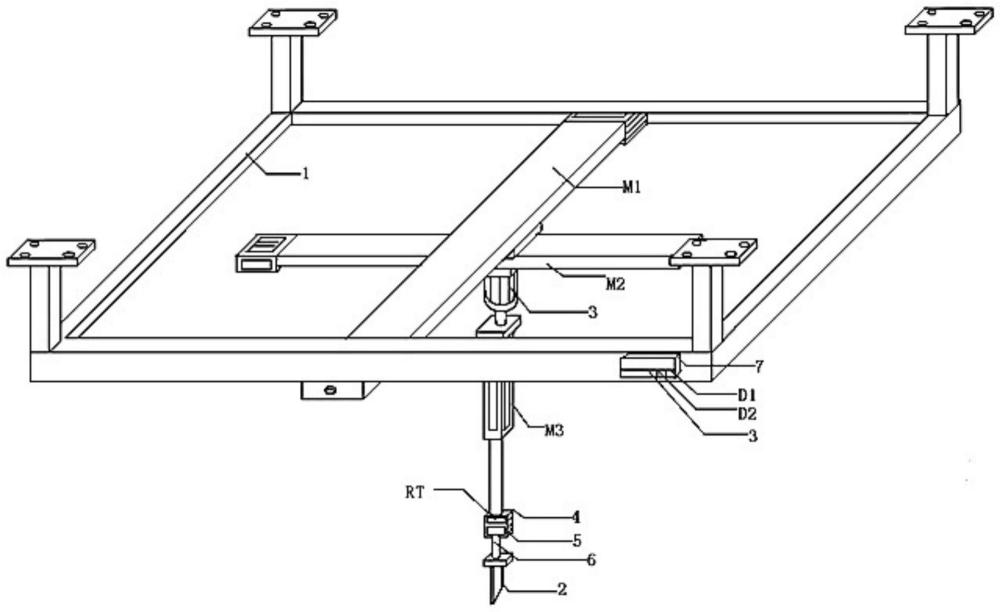
图1是本发明一种用于纸箱纸板加工开槽设备的整体结构示意图。
图2是本发明一种用于纸箱纸板加工开槽设备的电路图。
具体实施方式
图1、2中所示,多功能纸箱板加工开槽设备,包括PLCD2、电动直线滑台M1及M2、框架1、电机减速机构M4、开槽刀2、电动伸缩杆M3、电源模块D1,还具有力矩高度探测机构、控制电路3;电动直线滑台有两套,第一套电动直线滑台M1纵向分布壳体上端前后部用螺杆螺母安装在框架1的下端前后端中部,第二套电动直线滑台M2的壳体横向分布上端中部经螺杆螺母安装在第一套电动直线滑台M1的滑动块下端,电机减速机构M4垂直分布其壳体上端经螺杆螺母安装在第二套电动直线滑台M2的滑动块下端;电动伸缩杆M3垂直分布其筒体上端经螺杆螺母安装在电机减速机构M4的动力输出轴下端的支撑板上;力矩高度探测机构包括力敏电阻RT、中空矩形导向管4、矩形导向块5,导向管4下端中部有个导向孔,力敏电阻RT焊接在一只电路板上,电路板用胶粘接在导向管4内上端且力敏电阻RT的应变片朝向下端,导向块5的下端中部垂直焊接有一只导向杆6,导向块5位于导向管4内下端且上部和力敏电阻RT(和其连接的导线经由导向管上端开孔引出)下端刚好接触,导向杆6经由导向管4下端导向孔向导向管下端引出,导向杆6下端和开槽刀2上中部焊接在一起;电源模块D1、控制电路3、PLCD2安装在电控箱7内电路板上,电控箱7经螺杆螺母安装在框架1的前右端,框架1上端经螺杆螺母安装在生产区域的“┑”型工作台上部下,框架下端安装有支撑工作台(支撑工作台有固定纸板的工位,不加工开槽的位置有夹紧机构)。
图1、2所示,力敏电阻RT的应变片下端用胶粘接有一只缓冲胶垫(保护应变片);导向块5的外径小于导向管4内径1毫米、导向杆6外径小于导向孔内径1毫米;支撑台上垫有保护塑料垫板。第一套电动直线滑台M1的纵向移动行程及第二套电动直线滑台M2的横向移动行程分别大于加工纸板的纵向及横向宽度。电动直线滑台M1及M2是电动丝杠式电动滑台成品;电机减速机构M4是同轴电机齿轮减速器成品、动力输出轴转速每分钟10转;开槽刀2的刃口由后至前是后高前低的斜面;电动伸缩杆M3是往复式电动推杆成品;电源模块D1是型号220V/24V/2KW的交流220V转直流24V开关电源模块成品。控制电路包括经电路板布线连接的电阻R1、可调电阻RP、NPN三极管Q1和继电器K1,并和力敏电阻RT经导线连接,继电器K1正极电源输入端和力敏电阻RT一端连接,力敏电阻RT另一端和电阻R1一端、可调电阻RP一端连接,电阻R1另一端和NPN三极管Q1基极连接,NPN三极Q1管集电极和继电器K1负极电源输入端连接,可调电阻RP另一端和NPN三极管Q1发射极连接。
图1、2所示,电源模块D1的电源输入端1及2脚和交流220V电源两极分别经导线连接,电源模块D1的电源输出端3及4脚和PLCD2的电源输入端1及2脚及控制电路的电源输入端继电器K1的正极电源输入端、NPN三极管Q1发射极分别经导线连接,PLC的四路电源输出端3脚、4脚、5脚、6脚和电动伸缩杆M3的正负及负正两极电源输入端、第一套电动直线滑台M1的正负及负正两极电源输入端、第二套电动直线滑台M2的正负及负正两极电源输入端、电机减速机构M4的正负及负正两极电源输入端分别经导线连接;控制电路的两个信号控制端继电器K1的两个控制电源输入端、继电器K1两个常闭触点端经导线串联在PLC的其中一路电源输出端3脚和电动伸缩杆M3的两个电源输入端之间。
图1、2中所示,工作人员把需要开槽的纸板放在支撑工作台上并固定后,就可进入纸板开槽流程。打开电源开关,220V交流电源进入稳压电源D1(电源模块)的电源输入两端后,稳压电源D1在其内部电路作用下,其3及4脚会输出稳定的24V直流电源进入PLCD2及控制电路的电源输入端,上述设备得电工作。PLCD2得电工作后、控制纸板左侧端横向开槽时,其6脚先输出一定时间电源(比如1.5秒钟)进入电机减速机构M4的正负两极电源输入端,电机减速机构M4得电后其动力输出轴带动开槽刀2逆时针转动90度,这样开槽刀2处于横向状态(刃口左低右高);继之,PLCD2的3脚输出一段时间(比如3秒钟)正负两极电源进入电动推杆M3的正负两极电源输入端,电动推杆M3得电后其活动杆带动开槽刀2向下运动到止点接触纸板需要横向开口的左前部位置后停止运动(原理后文介绍);继之,PLCD2的5脚输出一段时间(比如3秒钟,时间越长开槽横向长度越长、反之越短)正负两极电源进入电动直线滑台M2的正负两极电源输入端,电动直线滑台M2的滑动块带动开槽刀向右运动的过程中就会对纸板左侧端前部相应位置横向开槽;继之,PLCD2的3脚输出一段时间(比如3秒钟)负正两极电源进入电动推杆M3的负正两极电源输入端,电动推杆M3得电后其活动杆带动开槽刀2向上运动到回到初始位置和纸板上端拉开间距;继之,PLCD2的4脚输出一段时间(比如3秒钟)正负两极电源进入电动直线滑台M1的正负两极电源输入端,电动直线滑台M1的滑动块带动开槽刀向后运动一段距离停止运动;继之,PLCD2的5脚输出一段时间(比如3秒钟)负正两极电源进入电动直线滑台M2的负正两极电源输入端,电动直线滑台M2的滑动块带动开槽刀向左运动到位后停止;继之,PLCD2的3脚再次输出一段时间(比如3秒钟)正负两极电源进入电动推杆M3的正负两极电源输入端,电动推杆M3得电后活动杆再次带动开槽刀2向下运动到止点接触纸板需要横向开口的左前部后第二个位置后停止运动);继之,PLCD2的5脚再次输出一段时间(比如3秒钟)正负两极电源进入电动直线滑台M3的正负两极电源输入端,电动直线滑台M2的滑动块再次带动开槽刀向右运动的过程中就会对纸板左侧端前部相应第二个位置横向开槽。上述过程不断循环几次,PLCD2在内部编程作用下,控制完开槽刀对纸板左侧由前至后开槽完毕,然后控制电动直线滑台M2带动开槽刀等运动到框架前止点右部左侧后,和对纸板左侧横向开槽过程一致、就能自动控制纸板右端由前至后进行开槽。
图1、2所示,PLCD2控制相关设备对纸板右侧端多个位置横向开槽后,经PLD2的4脚、5脚分别输出负正两极电源控制电动直线滑台M1、M2带动开槽刀2等运动到前止点左部后,就为对纸板前端由左至右纵向开口做好准备(此刻PLCD2控制开槽刀下部和纸板上部拉开间距2厘米以上)。PLCD2控制纸板前侧端左部纵向开槽时,其6脚先输出一定时间电源(比如1.5秒钟)进入电机减速机构M4的负正两极电源输入端,电机减速机构M4得电后其动力输出轴带动开槽刀2顺时针转动90度,这样开槽刀2处于纵向状态(刃口前低后高);继之,PLCD2的3脚输出一段时间(比如3秒钟)正负两极电源进入电动推杆M3的正负两极电源输入端,电动推杆M3得电后其活动杆带动开槽刀2向下运动到止点接触纸板需要纵向开口的前左部位置后停止运动(原理后文介绍);继之,PLCD2的4脚输出一段时间(比如3秒钟,时间越长开槽纵向长度越长、反之越短)正负两极电源进入电动直线滑台M1的正负两极电源输入端,电动直线滑台M1的滑动块带动开槽刀向后运动的过程中就会对纸板前左侧端相应位置纵向开槽;继之,PLCD2的3脚输出一段时间(比如3秒钟)负正两极电源进入电动推杆M3的负正两极电源输入端,电动推杆M3得电后活动杆带动开槽刀2向上运动到回到初始位置和纸板上端拉开间距;继之,PLCD2的4脚输出一段时间(比如3秒钟)负正两极电源进入电动直线滑台M1的负正两极电源输入端,电动直线滑台M1的滑动块带动开槽刀向前运动一段距离停止运动;继之,PLCD2的5脚输出一段时间(比如3秒钟)正负两极电源进入电动直线滑台M2的正负两极电源输入端,电动直线滑台M2的滑动块带动开槽刀向右运动到位后停止;继之,PLCD2的3脚再次输出一段时间(比如2秒钟)正负两极电源进入电动推杆M3的正负两极电源输入端,电动推杆M3得电后活动杆再次带动开槽刀2向下运动到止点接触纸板需要纵向开口的前左部第二个位置后停止运动);继之,PLCD2的4脚再次输出一段时间(比如3秒钟)正负两极电源进入电动直线滑台M1的正负两极电源输入端,电动直线滑台M1的滑动块再次带动开槽刀向后运动的过程中就会对纸板前部由左至右第二个相应位置纵向开槽。上述过程不断循环几次,PLCD2在内部编程作用下,控制完开槽刀对纸板前部由左至右开槽完毕,然后控制电动直线滑台M1带动开槽刀等运动到框架后端左部开槽位置前端后,和对纸板前侧纵向开槽过程一致就能自动控制纸板后端由左至右纵向进行开槽。
图1、2所示,当PLCD2的3脚输出正负两极电源时,电源会经继电器K1两个控制电源输入端及两个常闭触点端进入电动推杆M3的正负两极电源输入端,当开槽刀2下端和纸板上端间距不够以及力矩不够时,导向块5沿导向管4上内上行距离相对有限作用于力敏电阻RT的作用力相对小、力敏电阻RT的电阻值相对大,这样,24V电源经力敏电阻RT降压并和可调电阻RP分压后,再通过电阻R1降压限流进入NPN三极管Q1基极低于0.7V,NPN三极管Q1不会导通继电器K1继续失电,那么电动推杆M1的正负极继续得电推动开槽刀2向下运动。当开槽刀2下端和纸板上端间距足够以及力矩足够时,导向块5沿导向管4上内上行距离相对较大作用于力敏电阻RT的应变片(应变面)作用力相对大、力敏电阻RT的电阻值相对小,这样,24V电源经力敏电阻RT降压并和可调电阻RP分压后,再通过电阻R1降压限流进入NPN三极管Q1基极高于0.7V,NPN三极管Q1导通继电器K1得电吸合其两个控制电源输入端和常闭触点端开路,那么电动推杆M1的正负极不再得电推动开槽刀2向下运动,有效保证了开槽刀4和纸板之间的间距及力矩。本发明中,技术人员通过调节可调电阻RP(手柄位于元件盒前端外)的不同电阻值能调节开槽刀和纸板之间的不同间距及作用力,当可调电阻RP的电阻值调节得相对小时其和力敏电阻RT之间分压小,那么后续开槽刀2作用于纸板力矩相对更大、间距相对更小时,进入NPN三极管Q1的基极电压才会高于0.7V,进而继电器K1得电吸合,开槽刀2停止运动,也就是说本发明的控制阈值变大;当可调电阻RP的电阻值调节得相对大时其和力敏电阻RT之间分压大,那么后续开槽刀2作用于纸板力矩相对较小、间距相对较大时,进入NPN三极管Q1的基极电压就会高于0.7V,进而继电器K1得电吸合,开槽刀2停止运动,也就是说本发明的控制阈值变小。通过上述所有机构及电路共同作用,本发明结构简单紧凑、使用方便,相较于现有的纸板开槽设备节省了使用成本,且维护更为方便;应用中PLC能按照内部程序自动控制两套电动直线滑台及电动推杆、电机减速机构的工作方式,这样能自动实现纵向及横向对纸板需要的位置进行开槽,且开槽中,力矩高度探测机构、控制电路能实时检测开槽刀作用于纸板的高度和力矩,开槽刀接触纸板力矩及高度合适后能自动停止运动,保证了加工后纸板开槽质量,并防止了开槽刀接触支撑台上端力矩过大刃口损坏的缺点,为保证后续工序纸箱加工质量起到了有利技术支持。电阻R1阻值是47K;NPN三极管Q1型号是9013;继电器K1型号是DC124V;可调电阻RP型号是1M(本实施例调节到400K);力敏电阻RT型号是IMS-C04N。需要说明的是,本发明根据需要加工的纸板开口需要,既可以通过改变PLC的程序控制开槽刀对纸板单独纵向开槽,也可以横向开槽,且开槽的数量及长度均可以通过PLC的程序控制。
需要说明的是,尽管上述内容已经示出和描述了本发明的实施例,但并非实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,形成本领域技术人员可以理解的其他实施方式,因此,本发明的保护范围由所附权利要求及其等同物限定。
- 一种塑料板的定位开槽设备
- 多功能纸箱加工用的开槽装置
- 一种多功能纸箱加工用开槽装置