一种铜阳极泥分铜液的处理方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明属于湿法冶金领域,尤其涉及一种铜阳极泥分铜液的处理方法。
背景技术
铜阳极泥中富含Se、Cu、Pb、As、Au、Ag、Te等元素,是稀贵金属回收的重要来源。通常从阳极泥中回收金、银时需预先浸出除去其中的铜,根据铜阳极泥的化学组分、相组成及伴生金属的含量,可采用氧压酸浸、氧化酸浸、氧压碱浸或氯化浸出等方法浸出阳极泥得到分铜液。但除铜时砷、碲等也进入分铜液,特别是铜电解液中,即使含有微量碲,也会对电铜质量产生恶劣影响,因此必须除去分铜液中的碲。对分铜液中碲的回收通常有亚硫酸钠还原法、SO
SO
对于分铜液中砷的脱除,通常有溶剂萃取法、沉淀法、离子交换法、电积法,其中,电积法使用最为广泛。传统电积法采用不溶性阳极进行电积脱铜,当铜离子浓度降至10g/L以下时,砷、锑、铋等杂质开始与铜共同析出形成海绵铜或黑铜渣,但是该方法存在杂质脱除率低、电积后期易产生砷化氢毒性气体、铜砷比高、铜损失严重等缺点。而且,传统电积技术是将阴、阳极放置在缓慢流动或停滞的槽体内,在电场的作用下,阴离子向阳极定向移动,阳离子向阴极定向移动,通过控制条件,目标金属阳离子在阴极得到电子而沉积析出,从而得到电积产品,在目标金属离子浓度较低的情况下,传统的电积技术易发生阴极的浓差极化现象,造成少量杂质离子与目标金属离子一起在阴极上析出,导致阴极产品质量严重下降。
因此,本领域需要一种高效并且环保的方法,使得分铜液的铜回收利用率高,成本低,操作环境好,且在尽可能短的流程内更有效地利用原料,达到经济和效率的双重效果。
发明内容
本发明提供一种铜阳极泥分铜液的处理方法,以克服传统方法金属回收率低,工序复杂,环境危害大等缺点。
为解决上述技术问题,本发明提出的技术方案为:
一种铜阳极泥分铜液的处理方法,包括以下步骤:
(1)将铜阳极泥分铜液加入旋流电解装置中进行第一段旋流电解,到达电解终点后取出第一段阴极产物,其中,第一段旋流电解过程中循环流量为600~700L/h,电流密度为1500~ 1800A/m
(2)继续进行第二段旋流电解,到达电解终点后取出第二段阴极产物;其中,第二段旋流电解过程中循环流量为500~600L/h,电流密度为300~400A/m
(3)继续进行第三段旋流电解,到达电解终点后取出第三段阴极产物并收集电解后液;其中,第三段旋流电解过程中,循环流量为200~300L/h,电流密度为500~800A/m
上述的处理方法,优选的,所述铜阳极泥分铜液中铜浓度为15~25g/L、碲浓度为2~6 g/L、砷浓度为5~9g/L、硫酸浓度为100~250g/L。
铜的电位是+0.34V,碲的电位是+0.53V,仅相差0.19V,从物理化学角度看,氧化还原推动力不大,但是在硫酸体系中,基于Te和Cu特殊的亲和力,铜能把碲还原成Cu
Cu
H
H
2Cu+HTeO
Cu
在第一段旋流电解中,控制循环流量为600~700L/h,通过溶液高速流动,有利于阴极析出的活性铜粉脱落,由于所得微细铜粉活性强,可迅速与溶液中的碲酸根和亚碲酸根充分反应,但循环流量过高,得到的阴极沉积物晶粒变粗,且会大幅度增加溶液输送系统的动力能耗。
在第一段旋流电解中,控制电解终点碲浓度为0.05~0.1g/L,如果终点碲浓度过高,则旋流电解后液中残余碲过多,碲的总回收率偏低;若终点浓度过低,电沉积的铜与碲化铜混合,增加后续分离难度。
在第二段旋流电解中,控制电流密度为300~400A/m
在第二段旋流电解中,控制循环流量为500~600L/h,在一定条件下,电流效率随循环流量的增加先增加后趋于平衡,由于随着循环流量增加,阴极浓差极化减小,从而有效抑制了阴极副反应的发生,提高了电流效率;但循环流量过低,铜离子扩散速度成为控制步骤,导致杂质在阴极上析出,从而降低产品质量;但随着循环流量的升高,会大幅度增加溶液输送系统的动力消耗。
在第二段旋流电解中,控制电解终点铜浓度脱至3-5g/L,若终点浓度过高,溶液中的铜不能充分回收利用;若终点浓度过低,溶液中杂质金属和铜在阴极共同放电析出,影响阴极铜产品纯度。
在第三段旋流电解中,控制电流密度为500~800A/m
H
AsO
yAsO
在第三段旋流电解中,控制循环流量为200~300L/h,循环流量的增加提高了电解液的流动速度,降低了浓差极化,减小了极化电位;但过高的循环流量会增加输送溶液的动力消耗。
在第三段旋流电解中,控制电解终点铜浓度为0.008~0.05g/L,当铜离子浓度较高时,铜对砷的析出有一定的诱导效应,使得脱除速率增加,若终点铜浓度过低,电积反应由铜砷共析反应转变为单独砷的析出,使得砷的析出速率降低;若终点铜浓度过高,溶液中的铜不能充分回收利用造成损失。
上述的处理方法,优选的,旋流电解的温度为20~35℃。旋流电解的温度不可过高,否则会导致氢的超电势降低,容易引起析氢反应,电流效率降低;容易造成电解液的蒸发损失增大,影响电解槽内离子浓度的稳定;且温度升高有利于向着生成Cu
上述的处理方法,优选的,步骤(3)中,电解后液返回阳极泥酸浸分铜工序,实现酸的循环使用,不产生废水,对环境友好。
上述的处理方法,优选的,所述第一段阴极产物为碲化铜渣,所述碲化铜渣中碲含量不低于47%。
上述的处理方法,优选的,所述第二段阴极产物为标准阴极铜。
上述的处理方法,优选的,所述第三段阴极产物为黑铜渣,所述黑铜渣中主要元素成分为砷和铜。
与现有技术相比,本发明的优点在于:
(1)本发明对铜阳极泥分铜液进行旋流电解梯级回收,通过第一段旋流电解使用高电流密度在阴极产生活性铜粉,直接置换溶液中的碲,得到碲化铜渣,碲得到了高效富集,同时避免了碲对后续铜电解的影响;通过第二段旋流电解得到的阴极铜产品,达到了国标标准阴极铜的规格;通过第三段旋流电解,将砷有效固化在黑铜渣中,实现了铜的深度回收,且实现了溶液的除杂和循环利用。
(2)本发明通过第一段旋流电解,通过控制电流密度和循环流量,将铜阳极泥分铜液中的铜生成活性铜粉,并可直接还原溶液中的碲得到碲化铜,同时溶液的循环流动使得铜粉更易脱落并与溶液中的碲酸和亚碲酸充分反应,反应速度快、效率高,碲的回收率达96%以上,减少了铜粉购买的费用。
(3)本发明通过第二段旋流电解,通过控制电流密度和循环流量,高效率、高选择性的回收溶液中的铜,得到的阴极铜产品,达到了国标标准阴极铜的规格。
(4)本发明通过第三段旋流电解,通过控制电流密度和循环流量,能够有效脱除电解液中的砷,砷的脱除率达89%以上,既没有产生AsH
(5)本发明的处理方法实现了铜阳极泥分铜液中铜、碲、砷的梯级高效回收,较现有技术具有生产工序短、综合回收程度高、不产生废液、环境友好等优点。
(6)本发明采用旋流电解技术处理铜阳极泥分铜液,基于各金属离子理论析出电位的差异,电位较正的金属易于在阴极优先析出,同时通过高速液流消除浓差极化等对电解的不利因素,保证目标金属优先析出,与传统电积技术相比,本发明的技术方案可以在目标金属离子浓度较低的多金属溶液中进行选择电积,并且获得高纯度金属产品,且可以用比传统电解更高的电流密度,电流效率更高。
附图说明
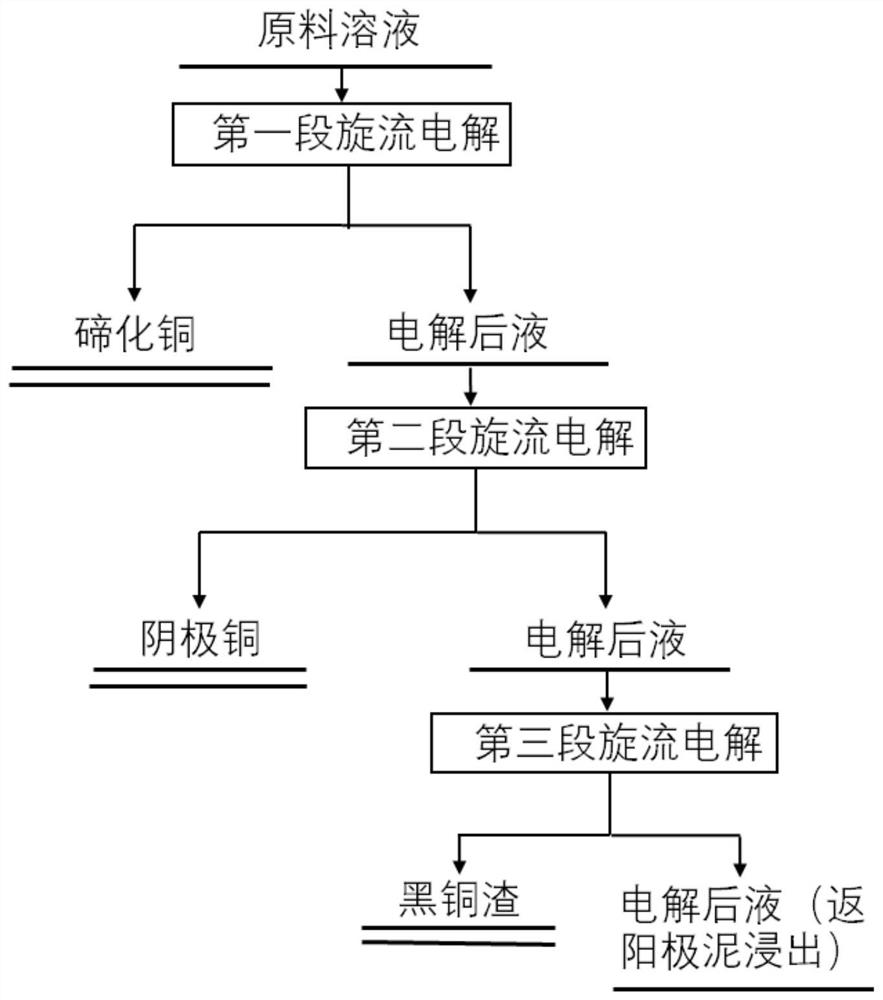
图1是本发明处理铜阳极泥分铜液的工艺流程图。
图2是本发明实施例1阴极铜产品图片。
具体实施方式
为了便于理解本发明,下文将结合说明书附图和较佳的实施例对本文发明做更全面、细致地描述,但本发明的保护范围并不限于以下具体实施例。
除非另有定义,下文中所使用的所有专业术语与本领域技术人员通常理解含义相同。本文中所使用的专业术语只是为了描述具体实施例的目的,并不是旨在限制本发明的保护范围。
除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
实施例1:
某企业铜阳极加压浸出分铜液,其主要化学成分如表1所示。
表1原料液成分
采用本发明的铜阳极泥分铜液的处理方法处理该分铜液,工艺流程图如图1所示,包括以下步骤:
(1)将2L体积的分铜液加入旋流电解储液槽中,设置电加热套目标温度为25℃,开启磁力驱动循环泵进行电解液循环,调节电解液的循环流量为600L/h。待溶液循环稳定、无明显气泡时,开启电源,控制电流密度位1500A/m
(2)将第一段电解后液继续进行第二段旋流电解,控制电解液流量为500L/h,电流密度为300A/m
表2阴极铜的化学组成
注:*的单位为%。
(3)将第二段电解后液进行第三段旋流电解,控制电解液循环流量为250L/h,电流密度为500A/m
(4)将第三段旋流电解后液(成分见表3所示)返回阳极泥酸浸分铜工序,实现酸的循环使用,不产生废水,对环境友好。
表3第三段电解后液主要成分
实施例2:
某高含杂分铜液,其主要化学成分如表4所示。
表4原料液成分
采用本发明的铜阳极泥分铜液的处理方法处理该分铜液,包括以下步骤:
(1)将2L体积的分铜液加入旋流电解储液槽中,设置电加热套目标温度为25℃,开启磁力驱动循环泵进行电解液循环,调整循环流量计调节电解液的循环流量为600L/h。待溶液循环稳定、无明显气泡时,开启电源,控制电流密度1600A/m
(2)将第一段电解后液进行第二段旋流电解,控制电解液流量为500L/h,电流密度为 300A/m
表5阴极铜的化学组成
注:*的单位为%。
(3)将第二段电解后液进行第三段旋流电解,控制电解液流量为250L/h,电流密度为 700A/m
(4)将第三段旋流电解后液(成分见表6)返回阳极泥酸浸分铜工序,实现酸的循环使用,不产生废水,对环境友好。
表6第三段电解后液主要成分
上述只是本发明的较佳实施例,并非对本发明作任何形式上的限制。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
- 一种铜阳极泥分铜液的处理方法
- 一种从铜阳极泥分铜液中回收稀贵金属的方法