一种燃气轮机高温部件裂纹损伤氩弧焊修补方法
文献发布时间:2023-06-19 09:33:52
技术领域
本发明属于冶金技术领域,涉及一种燃气轮机高温部件裂纹损伤氩弧焊修补方法。
背景技术
燃气轮机火焰筒、过渡段、透平静叶片以及护环等高温部件作为燃气轮机的核心部件,是工作环境最恶劣、结构最复杂、故障最多、更换费用最高的部件。在长时间高温、高应力和频繁启停条件下服役,高温部件不可避免地产生不同程度的裂纹损伤,严重影响其服役安全性。为了减少高温部件的报废率,保证燃气轮机发电设备经济、安全运行,燃气轮机高温部件裂纹损伤的修补方法已受到国内外研究者们的关注。
目前,已报道的高温部件裂纹损伤修补方法主要包括氩弧焊、等离子弧焊及激光焊等熔焊以及活化扩散及粉末冶金等钎焊方法。钎焊前都需要对缺陷表面进行复杂的热化学工艺清理,容易残留污染物,况且焊缝区易生成低熔点脆性相,影响钎焊强度。相比于钎焊,熔焊方法的适应性更强,在高温部件修复技术中占有主导地位。熔焊中,激光焊对焊接操作环境的要求宽松,有利于获得高强度和韧性的焊缝接头,在热通道部件修复领域应用广泛,但激光焊对装配间隙要求较为苛刻。氩弧焊和等离子弧焊等传统熔焊方法已被美国电力研究学会(EPRI)列为燃气轮机热通道部件焊接修复推荐方法。其中,等离子弧焊具有较高的能量密度,穿透能力更强,焊速更大,装配间隙适应性强,但焊接参数较多,操作要求较高。相比等离子焊和激光焊,氩弧焊方法适用材料范围广、可填丝、装配间隙适应性强、成本低,但热输入量较大,焊速较慢,产生的残余应力易致焊接变形和开裂。针对裂纹损伤修补,在收弧区正面和背面,由于焊接参数选择不当和熔池底面的表面张力作用,容易产生焊缝正面和背面凹陷,造成焊缝背面未填满而强度不足。对于收弧区焊缝正面凹陷,已形成了一些颇具效果的收弧方法,如焊接电流衰减法、增加焊速法、多次熄弧法及应用熄弧板法等。
但是,对于收弧区焊缝背面凹陷缺陷,目前还没有特别有效的办法,特别对于厚度较大的板材裂纹修补,此类缺陷尤为突出和典型,往往因为收弧区焊缝背面凹陷导致工件无法满足要求而报废。因此,开发一种适用性强、操作相对简单、可有效解决焊缝背面凹陷的燃气轮机高温部件裂纹损伤的氩弧焊修补方法具有重要的现实意义。
发明内容
本发明的目的在于克服上述现有技术中,现有燃气轮机高温部件裂纹损伤的氩弧焊修补方法修补完成后,焊缝经常存在背面凹陷的缺点,提供一种燃气轮机高温部件裂纹损伤氩弧焊修补方法。
为达到上述目的,本发明采用以下技术方案予以实现:
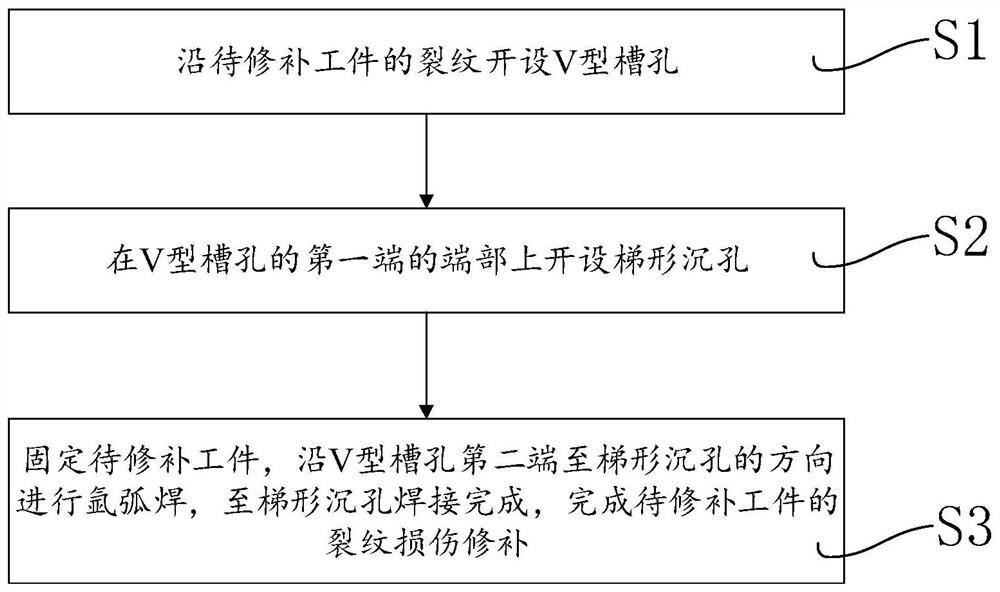
一种燃气轮机高温部件裂纹损伤氩弧焊修补方法,包括以下步骤:
S1:沿待修补工件的裂纹开设V型槽孔;
S2:在V型槽孔的第一端的端部上开设梯形沉孔;
S3:固定待修补工件,沿V型槽孔第二端至梯形沉孔的方向进行氩弧焊,至梯形沉孔焊接完成,完成待修补工件的裂纹损伤修补。
本发明进一步的改进在于:
所述V型槽孔的坡度为30°~60°,所述V型槽孔的底面间隙为1~3mm。
所述V型槽孔的第二端的端部设置圆弧过渡区。
所述V型槽孔的第一端的端部与梯形沉孔之间设置圆弧过渡区。
所述固定待修补工件前,将待修补工件进行打磨出金属光泽,并在丙酮和稀盐酸中超声清洗。
所述沿V型槽孔第二端至梯形沉孔的方向进行氩弧焊时,包括依次进行的打底焊和盖面焊,并在焊接梯形沉孔时,沿梯形沉孔的边缘一圈进行若干道堆焊。
所述沿V型槽孔第二端至梯形沉孔的方向进行氩弧焊时,包括依次进行的打底焊、填充焊和盖面焊,并在焊接梯形沉孔时,沿梯形沉孔的边缘一圈进行若干道堆焊。
所述打底焊的电流为70~80A,所述盖面焊的电流为90A。
所述梯形沉孔底面与待修补工件底面的间距为2~3mm。
所述梯形沉孔的孔直径为8~12mm。
与现有技术相比,本发明具有以下有益效果:
本发明燃气轮机高温部件裂纹损伤氩弧焊修补方法,通过在V型槽孔的第一端的端部上开设梯形沉孔,使得该氩弧焊修补方法既适用于薄板部件,又适用于厚板部件,无论多厚的板子,通过开设梯形沉孔即可将底面剩余厚度在一定范围内,从而将厚板焊补变成一个薄板焊补问题,以此实现熔滴的顺利过渡,最终形成焊缝成型良好,外形饱满、性能满足要求的T型钉头状焊接接头,解决了采用传统氩弧焊进行厚板焊接修补时存在收弧区背面凹陷等的问题。同时,对于高温部件,裂纹损伤是决定部件是否可继续服役的主要考虑因素,因此该发明用于高温部件的修补,修补后还可继续服役至下一个检修周期,从而减少部件的报废率并带来巨大的经济效益,具有广泛的应用前景。其主要程序包含坡口设计加工、固定部件及氩弧焊,不同高温部件的主要焊接修补过程基本相同,不仅操作简单、方法可靠、适用性和通用性强,且便于流程化操作。综上,本发明燃气轮机高温部件裂纹损伤氩弧焊修补方法,操作简单,方法可靠,适用性和通用性强,经济性高,能够满足燃气轮机高温部件裂纹损伤的修补要求。
附图说明
图1为本发明实施例的燃气轮机高温部件裂纹损伤氩弧焊修补方法流程图;
图2为本发明实施例的V型槽孔设计原理图;
图3为本发明实施例的梯形沉孔底面厚度设计原理图。
其中:1-V型槽孔;2-熔滴;3-梯形沉孔底面。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
下面结合附图对本发明做进一步详细描述:
参见图1,本发明实施例提供一种燃气轮机高温部件裂纹损伤氩弧焊修补方法,结合了坡口设计加工、多层焊和多道堆焊,考虑了不同燃气轮机部件的厚度各异,均可在待焊补部件的收弧区加工梯形沉孔,将梯形沉孔底面厚度控制在2~3mm,从而将厚板焊补变成一个薄板焊补问题,以此实现熔滴2的顺利过渡,最终形成焊缝成型良好,外形饱满、性能满足要求的T型钉头状焊接接头。其中,燃气轮机高温部件涵盖燃气轮机火焰筒、过渡段、透平静叶片及护环等主要燃气轮机高温部件。部件材料包括现代燃气轮机高温部件常用镍基和钴基高温合金材料,包括Hastelloy X、Nimonic263、HS-188、FSX 414、GTD222、MGA1400、IN738及IN939等。具体的,该燃气轮机高温部件裂纹损伤氩弧焊修补方法包括以下步骤。
S1:沿待修补工件的裂纹开设V型槽孔1。
具体的,采用机械打磨的方法沿部件裂纹打磨成V型槽,其底面间隙约1~3mm,V型槽孔1的两端需圆滑过渡,坡度较小,约为30°~60°。
S2:在V型槽孔1的第一端的端部上开设梯形沉孔。
具体的,根据部件厚度,将收弧区加工成梯形沉孔,梯形沉孔底面中心与V型槽孔1的底面设置圆弧过渡区来进行圆滑过渡,梯形沉孔的上端直径大约为10~14mm,梯形沉孔的下端底面直径大约为6~8mm,梯形沉孔的底面与部件底面的间距保持在2~3mm,梯形沉孔的底面与梯形沉孔的孔壁面圆滑过渡。
S3:固定待修补工件,沿V型槽孔1第二端至梯形沉孔的方向进行氩弧焊,至梯形沉孔焊接完成,完成待修补工件的裂纹损伤修补。
具体的,用专用焊接工装夹具固定待修补工件,确保待修补工件准确定位并夹紧,防止待修补工件在焊接过程中发生变形。
沿V型槽孔1第二端至梯形沉孔的方向进行氩弧焊,背面通保护气,根据薄板厚度,适当调节焊接电流并填丝,确保焊缝背面成形饱满,至梯形沉孔焊接完成,完成待修补工件的裂纹损伤修补。
其中,沿V型槽孔1第二端至梯形沉孔的方向进行氩弧焊时,包括依次进行的打底焊和盖面焊,并在焊接梯形沉孔时,沿梯形沉孔的边缘一圈进行若干道堆焊。打底焊时根据待修补工件的厚度,适当调节焊接电流并填丝,随着待修补工件的的板厚从2mm增加到3mm,焊接电流在60A~90A间适当增加,且焊接至V型槽孔1至梯形沉孔的圆弧过渡区时,减慢焊接速度并持续填丝,可有效避免收弧区背面凹陷,确保整个焊缝背面成形饱满。
优选的,根据待修补工件的厚度,选择是否需要中间的填充层,一般待修补工件的厚度处在3~12mm之间,当待修补工件的修补区域厚度>4mm时,需增加中间填充焊工序,填充焊可适当增加电流,从而增加焊材的填充量。当待修补工件的修补区域厚度≤4mm时,可不考虑中间填充焊工序。盖面焊可适当增加电流,增加焊接速度,在确保适当焊缝余高前提下,尽可能减少焊接热输入。
优选的,在固定待修补工件前,将待修补工件进行打磨出金属光泽,一般用砂纸将裂纹及其附近部件表面区域打磨出金属光泽,并在丙酮和稀盐酸中超声清洗去除脏物、油污及灰尘等。
本发明的基本原理为:参见图2和3,将待修补工件的焊接的收弧区坡口设计为薄板焊接,在厚板焊接的收弧区,加工梯形沉孔至V型槽孔1,V型槽孔1与梯形沉孔的底面圆滑过渡,焊接至V型槽孔1与梯形沉孔的底面的界面时,熔滴2也圆滑过渡,避免了单一V型坡口深度大,电弧对熔池的冲击力较小,同时收到熔池液面表面张力的作用而收缩从而引起熔滴2内凹。本发明的坡口设计,当熔滴2达到梯形沉孔底面3时,母材发生自熔形成更大质量的熔滴2,由于电弧的冲击和熔滴2自身的重力,同时失去了V型槽孔1两侧对熔滴2的牵引作用,引起熔滴2在凝固过程中在背面形成饱满的焊缝。以服役过渡段所用Nimonic263变形高温合金材料和透平静叶所用FSX414铸造高温合金材料为例,运用本发明的燃气轮机高温部件裂纹损伤的氩弧焊修补方法获得的过渡段所用Nimonic263变形高温合金材料和透平静叶片所用FSX414铸造钴基高温合金材料的氩弧焊焊缝收弧区正面和背面均微凸饱满。
实施例1
在4mm厚的过渡段所用Nimonic263高温合金试板材料上开V型槽孔1,包括起弧区圆弧过渡区、中间V型槽孔1及收弧区梯形沉孔,梯形沉孔设计底面减薄至2mm;用砂纸将V型槽孔1及其附近材料表面区域打磨出金属光泽,后在丙酮和稀盐酸中超声清洗,去除脏物、油污及灰尘等;用带冷却系统的平板工装固定好试板;背面通保护气,打底焊电流为70A,焊至V型槽孔1与梯形沉孔底面过渡区域时,焊速降低同时多填两滴焊材;中间不需填充焊,直接进行盖面焊,其电流为90A,焊至梯形沉孔区域沿其边缘一圈进行多道堆焊,适当增大堆焊速度,减小热输入和热变形,最后得到成型良好,填充饱满的焊缝。
实施例2
在6mm厚的透平静叶片所用FSX414高温合金试板材料上开V型槽孔1,包括起弧区圆弧过渡区、中间V型槽孔1及收弧区梯形沉孔,梯形沉孔设计底面减薄至2mm;用砂纸将V型槽孔1及其附近材料表面区域打磨出金属光泽,后在丙酮和稀盐酸中超声清洗,去除脏物、油污及灰尘等;用带冷却系统的平板工装固定好试板;背面通保护气,打底焊电流为80A,焊至V型槽孔1与梯形沉孔底面过渡区域时,焊速降低同时多填两滴焊材;填充和盖面焊电流分别为90A,焊至梯形沉孔区域沿其边缘一圈进行多道堆焊,适当增大堆焊速度,减小热输入和热变形。最后得到成型良好,填充饱满的焊缝。
对比采用普通坡口和改进型坡口形式所得过渡段材料(Nimonic263)氩弧焊焊缝收弧区正面和背面形貌,采用普通V型槽孔1坡口,氩弧焊收弧区焊缝正面外形微凸,形似细长钉状,收弧区焊缝背面外形严重内凹;相比而言,采用本发明的改进型坡口形式,氩弧焊收弧区焊缝正面外形微凸,形似T型钉头;收弧区焊缝背面外形微凸,填充饱满。对比采用普通坡口和改进型坡口形式所得透平静叶片材料(FSX414)氩弧焊焊缝收弧区正面和背面形貌,采用普通V型槽孔1坡口,氩弧焊收弧区焊缝正面外形微凸,形似细长钉状,收弧区焊缝背面外形严重内凹;相比而言,采用本发明的改进型坡口形式,氩弧焊收弧区焊缝正面外形微凸,形似T型钉头;收弧区焊缝背面外形微凸,填充饱满。
本发明燃气轮机高温部件裂纹损伤氩弧焊修补方法,结合坡口设计加工、多层和多道堆焊,考虑服役部件的实际裂纹损伤焊接修补时存在的凹陷缺陷,克服了传统坡口设计及焊接的突出问题,针对现役E级、F级甚至H级燃气轮机高温部件普遍存在的裂纹焊接修补问题具有较好的效果,普遍适用于在役重型燃气轮机火焰筒、过渡段、透平静叶片等主要燃气轮机高温静止部件裂纹损伤的焊接修补,具有极强通用性。所采用的坡口设计加工、多层和多道堆焊方法,既适用于薄板部件,又适用于厚板部件,理论上,无论多厚的板子,只要在收弧区制备坡口时加工梯形沉孔,并保持底面剩余厚度在一定范围内,都可以通过本方法来解决焊接过程中存在的背面凹陷问题,具有极强的适用性。能够有效修复燃气轮机高温部件裂纹损伤,而对于高温部件,裂纹损伤是决定部件是否可继续服役的主要考虑因素,因此该发明用于高温部件的修补,修补后还可继续服役至下一个检修周期,从而减少部件的报废率并带来巨大的经济效益,具有广泛的应用前景。同时,其主要程序包含坡口设计加工、固定部件、打底焊、填充和盖面焊+多道堆焊等,不同高温部件的主要焊接修补过程基本相同。因此本发明所述的焊接修补方法不仅操作简单、方法可靠、适用性和通用性强,且便于流程化操作。
综上所述,本发明操作简单,方法可靠,适用性和通用性强,经济性高,能够满足燃气轮机高温部件裂纹损伤修补要求。
以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
- 一种燃气轮机高温部件裂纹损伤氩弧焊修补方法
- 一种燃气轮机高温部件裂纹损伤冷金属过渡焊接修补方法