一种多功能机加件检测装置及检测方法
文献发布时间:2023-06-19 09:36:59
技术领域
本发明涉及机加件检测领域,尤其涉及一种多功能机加件检测装置及检测方法。
背景技术
视觉检测系统由照相机和计算机构成,照相机通过捕捉各种检测目标的图像获得图像数据,计算机使用图像处理程序处理从照相机输入的图像数据。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;在大批量工业生产过程中,人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
现有的视觉检测设备通常只能对机加件的外形、毛刺或孔槽的一项外观进行检测,要完成对机加件的完整检测,需要用到多个检测设备,在检测时需将机加件多次拆装到不同的检测设备上,检测过程繁琐、耗时,检测效率极低,极大地影响了生产进度。
发明内容
为解决上述技术问题,本申请实施例提供了一种多功能机加件检测装置,包括基座及设置在基座上的视觉检测装置和旋转检测台,旋转检测台包括动力装置和转盘,转盘可在动力装置驱动下间歇性旋转;转盘的外沿均匀设置有上下料工位、第一检测工位、第二检测工位和第三检测工位,上下料工位、第一检测工位、第二检测工位和第三检测工位均设置有翻转夹具;视觉检测装置包括多个不同的视觉检测单元,视觉检测单元围绕设置在旋转检测台周围。
进一步地,视觉检测装置包括:
线扫描检测单元,线扫描检测单元安装在第一检测工位处,线扫描检测单元包括线扫相机、第一光源、第二光源和用于移动线扫相机的第一移动装置,线扫相机、第一光源安装在第一移动装置上,第一光源安装在线扫相机的正下方,第二光源安装在第一检测工位正下方;
三维扫描检测单元,三维扫描检测单元安装在第二检测工位处,三维扫描检测单元包括三维扫描相机和用于移动三维扫描相机的第二移动装置,三维扫描相机安装在第二移动装置上;
面扫描检测单元,面扫描检测单元安装在第三检测工位处,面扫描检测单元包括第一面扫相机、第三光源、第四光源和用于移动第一面扫相机的第三移动装置和用于移动第四光源的第四移动装置,第一面扫相机、第三光源安装在第三移动装置上,第四光源安装在第四移动装置上。
进一步地,第一移动装置为三轴线性模组,第一光源为同轴光源,第二光源为背光源,背光源的高度可调节。
进一步地,第二移动装置为三轴线性模组。
进一步地,第三移动装置、第四移动装置为机械手,第三光源为环形光源,环形光源同轴安装在第一面扫相机的前端;第四光源为背光源。
进一步地,第三检测工位处还安装有面扫识别单元,线扫识别单元包括第二面扫相机,第二面扫相机安装在第五移动装置上,第二面扫相机的前端安装有第五光源。
进一步地,第五移动装置为二轴线性模组,二轴线性模组可在XY方向线性移动,第五光源为环形光源,环形光源同轴安装在第二面扫相机的前端。
进一步地,动力装置为直驱电机或间歇分割器。
进一步地,检测装置还包括图像识别单元、控制单元,图像识别单元与视觉检测装置电性连接,控制单元与旋转检测台、视觉检测装置、图像识别单元电性连接。
进一步地,检测装置还包括显示屏,用于显示机加件视觉检测的异常区域。
进一步地,检测装置还包括遮光罩,遮光罩至少覆盖所述旋转检测台和视觉检测装置区域。
根据本发明的另一个方面,提供了一种机加件的检测方法,采用上述的机加件检测装置对机加件进行检测,检测方法包括步骤S1,将机加件放置到上下料工位;步骤S2,对机加件进行视觉检测;步骤S3,根据视觉检测结果执行预设动作;步骤S4,识别机加件上识别码信息。
进一步地,步骤S2包括:步骤S21,视觉检测单元对机加件第一面进行扫描;步骤S22,翻转夹具翻转180°;步骤S23,视觉检测单元对机加件第二面进行扫描。
视觉检测单元包括:线扫描检单元,用于检测机加件的水切割轮廓、漏加工特征及加工面XY方向的毛刺;三维扫描检测单元,用于检测工件Z方向的毛刺;面扫描检测单元,用于检测交叉孔毛刺及漏加工特征。
进一步地,当线扫描检测单元,三维扫描检测单元,面扫描检测单元、上下料动作均完成时,转盘旋转90°。
进一步地,步骤S3中,当视觉检测结果显示存在异常时,执行停机动作。
应用本发明的技术方案,机加件检测装置设置有多个不同的视觉检测单元,可以对机加件进行全方位的视觉检测,一次性完成对工件外形、毛刺或孔槽等多要素的检测,检测过程简单快速,避免对机加件的多次拆装,有效提高检测效率,加快生产进度。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
图1为检测装置的结构示意图;
图2为线扫描检测单元结构示意图;
图3为线扫描检测单元的右视图;
图4为三维扫描检测单元的结构示意图;
图5为三维扫描检测单元的主视图;
图6为面扫描检测单元的结构示意图;
图7为面扫描检测单元的左视图;
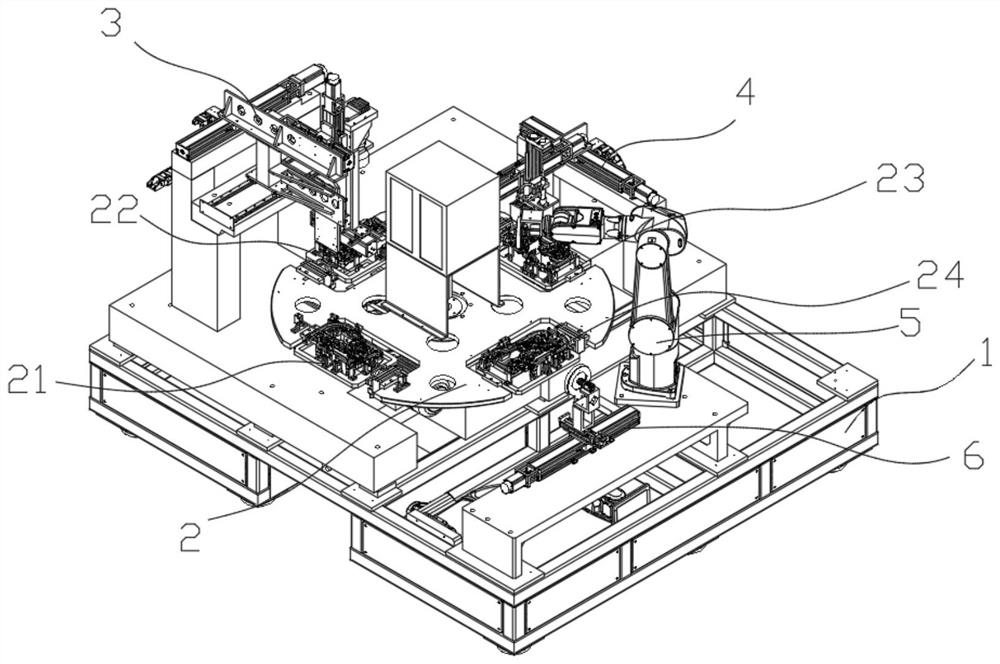
图8为检测装置的整机示意图。
附图中标识:1、基座;2、旋转检测台;21、上下料工位;22、第一检测工位;23、第二检测工位;24、第三检测工位;3、线扫描检测单元;31、线扫相机;32、第一光源;33、第二光源;34、第一移动装置;4、三维扫描检测单元;41、三维扫描相机;42、第二移动装置;5、面扫描检测单元;51、第一面扫相机;52、第三光源;53、第四光源;54、第三移动装置;55、第四移动装置;6、面扫识别装置;61、第二面扫相机;62、第五光源;63、第五移动装置;7、显示屏;8、遮光罩。
具体实施方式
下面结合实施例和附图1-8,对本发明的具体实施方式作进一步详细描述。这些示例性实施方式可以由多种不同的形式来实施,并且不应当被解释为只限于这里阐述的实施方式。
如图1所示的一种多功能机加件检测装置,包括基座1及设置在基座1上的旋转检测台2,旋转检测台2包括动力装置和转盘,动力装置可以是直驱电机或间歇分割器,转盘在动力装置的驱动下间歇性旋转,转盘每次旋转的角度为90度;转盘的外沿均匀设置有上下料工位21、第一检测工位22、第二检测工位23和第三检测工位24,每个工位处均设置有翻转夹具,翻转夹具可进行180°翻转。
基座1上安装有多组视觉检测装置,多组视觉检测装置围绕设置在旋转检测台2的周围,多组视觉检测装置包括:
线扫描检测单元3(图2-3),线扫描检测单元3安装在第一检测工位22处,线扫描检测单元3包括线扫相机31、第一光源32、第二光源33和用于移动线扫相机的第一移动装置34,第一移动装置34为三轴线性模组,第一光源32是同轴光源,同轴光源能够凸显物体表面不平整,克服表面反光造成的干扰,线扫相机31和同轴光源安装在三轴线性模组上且在三轴线性模组的带动下可沿XYZ方向移动,以完成对机加件的扫描,同轴光源安装在线扫相机31的正下方且同轴光源可沿Y方向上移动;第二光源33为背光源,背光源安装在第一检测工位22的正下方,背光源通过Z轴线性模组安装在基座1上,背光源的高度可根据不同的光照需求进行调节。线扫描检测单元主要检测机加件的水切割轮廓,同时检测加工面XY方向毛刺及部分漏加工特征。
三维扫描检测单元4(图4-5),三维扫描检测单元4安装在第二检测工位23处,三维扫描检测单元4包括三维扫描相机41和用于移动三维扫描相机41的第二移动装置42,第二移动装置42为三轴线性模组,三维扫描相机41安装在三轴线性模组上且在三轴线性模组的带动下可沿XYZ方向移动,以完成对机加件的扫描;三维扫描检测单元4主要检测Z方向毛刺。
面扫描检测单元5(图6-7),面扫描检测单元5安装在第三检测工位24处,面扫描检测单元5包括第一面扫相机51、第三光源52、第四光源53和用于移动第一面扫相机51的第三移动装置54和用于移动第四光源53的第四移动装置55,第三移动装置54、第四移动装置55为机械手,第三光源52为环形光源,环形光源同轴安装在第一面扫相机51的前端,第一面扫相机51安装在机械手54上,第四光源53为背光源,背光源安装在机械手55上。机械手54带动第一面扫相机对机加件各检测点进行检测,机械手55驱动背光源辅助机械手54进行打光。面扫描检测单元5主要检测交叉孔毛刺和漏工序。
本发明的一种机加件检测装置还设置有面扫识别装置6,面扫识别装置6安装在第三检测工位24处,线扫识别装置6包括第二面扫相机61,第五光源62和第五移动装置63,第五光源62为环形光源,环形光源同轴安装在第二面扫相机61的前端,第五移动装置63为二轴线性模组,第二面扫相机61安装在二轴线性模组上且可在二轴线性模组带动下沿XY方向线性移动。面扫识别装置6用于识别机加件侧面的二维码以便于后续对机加件的追溯。
本发明的一种机加件检测装置还包括图像识别单元和控制单元,图像识别单元与视觉检测装置电性连接,用于识别视觉检测装置扫描得到的图形,判断机加件是否存在毛刺或漏加工;控制单元与旋转检测台、视觉检测装置及图像识别单元电性连接,用于控制整个检测装置的运动。
本发明的一种机加件检测装置还包括显示屏7,显示屏7可显示虚拟机加件,并在虚拟机加件上显示出视觉检测得到的异常区域。
本发明的一种机加件检测装置还包括遮光罩8,遮光罩至少覆盖旋转检测台和视觉检测装置区域,避免外界光线对视觉检测装置的影响。
本发明提供的一种采用上述机加件检测装置的检测方法,工人将机加件放置在上下料工位的翻转夹具上,旋转检测台旋转90°,将机加件转到第一检测工位,线扫相机在三轴直线模组的带动下对机加件的第一面进行扫描,扫描完成后翻转夹具自动翻转180°,线扫相机对机加件的第二面进行扫描;第一检测工位主要检测机加件的水切割轮廓及加工面XY方向毛刺及部分漏加工特征。
第一检测工位检测完成后,旋转检测台继续旋转90°,机加件移动至第二检测工位,三维扫描相机在三轴直线模组的带动下对机加件的第一面进行扫描,扫描完成后翻转夹具自动翻转180°,三维扫描相机对机加件的第二面进行扫描;第二检测工位主要检测机加件Z方向上的毛刺。
第二检测工位检测完成后,旋转检测台继续旋转90°,机加件移动至第三检测工位,面扫描检测单元5的机械手54带动第一面扫相机对机加件两面的各检测点进行检测,机械手55驱动背光源辅助机械手54进行打光。第三检测工位主要检测交叉孔毛刺及漏工序,同时面扫识别装置对机加件侧面的二维码进行扫描识别,并记录到产品信息中,方便对机加件的后续追溯。
在检测过程中,若机加件存在毛刺等问题,则会在显示屏中标示出毛刺所在的区域;若机加件存在轮廓或漏加工等问题,则立即停机,并在显示屏上标示出轮廓或漏加工所在区域。
实施例1
测量毛刺大小的测量精度:对1件NG产品选择2处相机视野分别检测2个毛刺,本发明的一种机加件检测装置拍摄毛刺大小精度达到X,Y方向±0.05mm,Z方向±0.025mm。
实施例2
测量毛刺大小的重复测量精度:对1件NG品中的2个毛刺进行连续检测20次,本发明的一种机加件检测装置拍摄重复精度达到X,Y方向±0.05mm,Z方向±0.025mm。
实施例3
测量产品轮廓的测量精度:对1件标准块连续检测30次,本发明的一种机加件检测装置拍摄精度达到X,Y方向±0.03mm,Z方向±0.025mm。
本发明的技术方案通过设置多个不同的视觉检测单元,可以对机加件进行全方位的视觉检测,一次性完成对工件外形、毛刺或孔槽等多要素的检测,检测过程简单快速,避免对机加件的多次拆装,有效提高检测效率,加快生产进度。
进一步地,本发明的一种机加件检测装置还可搭配自动上下料装置使用,通过机械手实现机加件的自动上下料及检测后合格机加件与不合格机加件的分选。
进一步地本发明的机加件检测装置还可增加物理标示模块,用过机械手抓取记号笔或喷头对机加件异常区域进行标示,从而更直观的发现机加件存在的缺陷。
以上描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
- 一种多功能机加件检测装置及检测方法
- 一种农业设施结构人字架连接件的检测方法及多功能检测装置