一种叉车全自由内门架油缸底座总成的定位工装
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及定位工装技术领域,具体为一种叉车全自由内门架油缸底座总成的定位工装。
背景技术
门架是叉车的关键部件,承载货物的全部重量。门架上的油缸为货物提升提供动力,因此油缸底座的质量会影响叉车的安全性能。目前在生产全自由内门架时,油缸底座总成的组装方法是先用车间自制工装垫起高度,再用卷尺测量并划线来确定油缸底座总成左右位置和前后位置,最后将油缸底座总成摆正位置并将其与左右槽钢点焊牢固。这种划线加自制简易工装的组装方式有以下缺点:
1:自制工装无前后和左右定位,易滑动掉落,存在安全隐患;
2:简易工装的精度不高,划线的误差较大,组装出来的产品误差约为 1.2-2mm,质量较差;
3:组装及划线时间长,组装一台产品大约需要8分钟,严重影响产品的整车组装效率。
发明内容
本发明的目的在于提供一种叉车全自由内门架油缸底座总成的定位工装,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种叉车全自由内门架油缸底座总成的定位工装,该所述叉车全自由门架油缸底座总成包括有油缸底座总成,以及分设于油缸底座总成两侧对称设置的槽钢,所述油缸底座总成的内侧部具有通孔,包括定位板组件,于所述定位板组件上活动连接有定位插销,所述油缸底座总成藉由定位插销穿设于通孔内驱使该油缸底座总成的位置限定;移动组件,所述移动组件分设于定位组件的两侧,于所述移动组件上安装有上滑轮和下滑轮,所述上滑轮安装于移动组件内侧部的上方,所述下滑轮安装于移动组件外侧部的下方,所述上滑轮适配贴合于油缸底座总成的内侧面,所述下滑轮适配贴合于槽钢的侧翼内侧面,于所述移动组件上还设置有定位板一和定位板二,其中,所述定位板一抵靠于油缸底座总成的底部端面,所述定位板二抵靠于槽钢的底部端面。
所述定位板组件包括有底板、轨道板和支撑架,其中,所述轨道板分设于底板的两端,并于所述轨道板上穿设有定位销,于所述移动组件上开设有多个定位槽,所述移动组件藉由定位销定位于不同位置的定位槽上以驱使所述移动组件具有预设定位位置;所述支撑架上开设有U形槽,所述定位插销装配于该U形槽内。
所述移动组件包括有导向板和连接板,所述导向板和连接板呈90°设置,且导向板位于连接板一侧的下部,于所述导向板上开设有多个定位槽;所述上滑轮装配于连接板的内侧上部,且所述上滑轮的滚轮面凸出于连接板的边缘部设置,所述下滑轮装配于连接板的外侧下部,且所述下滑轮的滚轮面凸出于连接板的边缘部设置。
所述上滑轮于同一装配面上并排安装有两个,所述下滑轮于同一装配面上并排安装有两个。
所述定位板一装配于连接板一侧的上部,且所述定位板一局部的延伸出至连接板外侧。
所述定位板二装配于连接板一侧的下部,该所述定位板二设置为L形结构,其L形结构的底部延伸出之连接板外侧。
由上述技术方案可知,本发明通过采用定位板组件实现对油缸底座总成的定位,同时为移动组件提供了平移调节轨道,使得移动组件可在定位板组件上适配性的选择其定位位置,以适用于不同尺寸要求的叉车全自由门架油缸底座总成的定位;且,采用的移动组件通过上滑轮、下滑轮、定位板一和定位板二实现对油缸底座总成和槽钢相对位置的限定,起到了良好有效的定位效果,进一步的提升了工装定位的稳定性。
附图说明
图1为本发明装配连接油缸底座总成结构示意图;
图2为本发明油缸总成连接槽钢结构示意图;
图3为本发明油缸总成底视图;
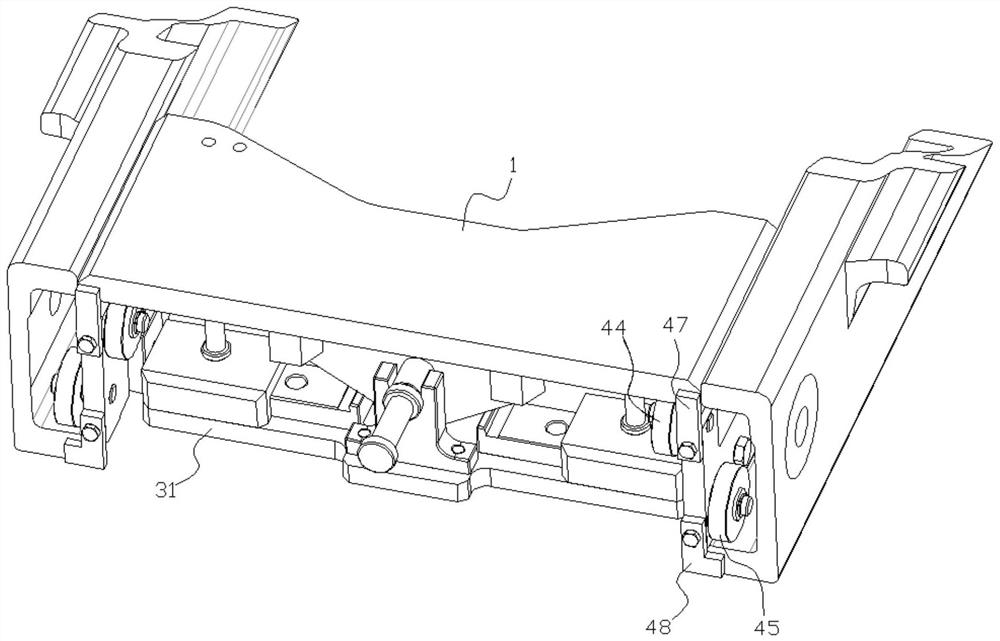
图4为本发明结构示意图;
图5为本发明定位板组件结构示意图;
图6为本发明移动组件一结构示意图;
图7为本发明移动组件二结构示意图。
图中:1油缸底座总成、11底部端面、12侧边、13油缸底板、14通孔、15内侧面、2槽钢、21槽钢底部端面、22槽钢侧翼内侧面、23槽钢边缘部、 3定位板组件、31底板、32支撑架、321U形槽、33轨道板一、331定位销、 332轨道、34轨道板二、35定位插销、351插销端部、4移动组件一、41导向板、411定位槽一、412定位槽二、42连接板、43后置上滑轮、431转轴、 44前置上滑轮、45前置下滑轮、46后置下滑轮、461转轴、47定位板一、48 定位板二、5移动组件二。
具体实施方式
下面结合附图对本发明做进一步说明:
如图1-7所示的一种叉车全自由内门架油缸底座总成的定位工装,该所述叉车全自由门架油缸底座总成包括有油缸底座总成1,以及分设于油缸底座总成1两侧对称设置的槽钢2,为了更进一步的解释本案如何实现对两者的定位,首先对上述两者的具体结构做出说明,如下:
请参见图2和图3,于图示中,所述的油缸底座总成1包括有一板体,于该板体的两侧形成有侧边12,于板体的底部形成有底部端面11,于板体的内侧面15固接有油缸底板13,同时,在油缸底板13的中心处开设有通孔14,这里,本案通过采用定位插销35连接入通孔14内的方式一部分的实现对该油缸底座总成1的位置限定;所述的槽钢2为侧面C字形的钢结构构件,于该槽钢2的底部形成有槽钢底部端面21,于槽钢2上侧翼部的边缘具有槽钢边缘部23,于槽钢2下侧翼部的内侧面形成槽钢侧翼内侧面22。本案通过采用定位工装所要达到的目的在于,通过定位工装的使用,使得两个槽钢2完全的夹持于油缸底座总成1于中部,且保证侧边12与槽钢边缘部23对齐,以及底部端面11和槽钢底部端面21位于同一平面上。为此,设计了一种叉车全自由内门架油缸底座总成的定位工装,该定位工装包括如下:
定位板组件,于所述定位板组件上活动连接有定位插销35,所述油缸底座总成1藉由定位插销35穿设于通孔14内驱使该油缸底座总成1的位置限定;
移动组件,所述移动组件分设于定位组件的两侧,于所述移动组件上安装有上滑轮和下滑轮,所述上滑轮安装于移动组件内侧部的上方,所述下滑轮安装于移动组件外侧部的下方,所述上滑轮适配贴合于油缸底座总成的内侧面,所述下滑轮适配贴合于槽钢2的侧翼内侧面,于所述移动组件上还设置有定位板一47和定位板二48,其中,所述定位板一47抵靠于油缸底座总成1的底部端面11,所述定位板二48抵靠于槽钢2的槽钢底部端面21。
于本实施例中,所述的定位板组件具体包括有底板31、支撑架32以及位于底板31上端面两侧对称分布的轨道板一33和轨道板二34,两者结构相同且对称设置,适用于连接两个对称设置的移动组件;这里,所述的支撑架32 于上端面处开设有U形槽321,所述的定位插销35装配于该U形槽321内,在实施定位过程中,所述的定位插销35沿着U形槽321所在的轨道平移并穿设于通孔14内;在位于两侧设置的轨道板一33和轨道板二34上均形成有于所述底板31的板面形成的间隙,该间隙为轨道332,以供所述移动组件的连接,同时,为了起到对移动组件的定位连接,于所述轨道板一33和轨道板二 34的端面处均垂直穿设有定位销331,该定位销331在实施定位过程中穿设于轨道332内。
另外,所述移动组件包括有分设于定位组件3两侧的移动组件一4和移动组件二5,所述的移动组件一4和移动组件二5对称设置且结构相同。所述移动组件一4包括有导向板41、连接在导向板41一端的连接板42,同时,位于连接板42上还安装有上滑轮、下滑轮、定位板一47和定位板二48;具体的为,所述导向板41垂直于连接板42的板面设置,且所述导向板41位于连接板42一侧面的下部,所述的导向板41适配连接在轨道332内,以实现移动组件相对底板31的左、右平移,于该导向板41的上端面开设有多个定位槽,于本案中包括有定位槽一411和定位槽二412,同时,本实施例不限于此,定位槽的设置用于实现对移动组件的位置限定,当定位销331的端部穿设至轨道332内后,适配连接在定位槽一411或定位槽二412内即可实现移动组件的不同位置限定;于所述连接板42靠近导向板41一侧的板面上部安装有后置上滑轮43和前置上滑轮44,于所述连接板42外侧的板面下部安装有后置下滑轮46和前置下滑轮45,这里,所述的滑轮均通过转轴安装在连接板42上,如此,即可实现自由转动;同时,滑轮的作用在于提供连接油缸底座总成1和槽钢2的相对位置限定,具体的为,当所述油缸底座总成1架设于移动组件上后,所述的后置上滑轮43和前置上滑轮44贴合于内侧面15,同时,所述的后置下滑轮46和前置下滑轮45贴合于槽钢侧翼内侧面22;由此,实现了油缸底座总成1和槽钢2相对高度位置限定;另一方便,采用滚轮的设置也进一步的提升了在装配过程中方便程度,由于滚轮的轮面均贴合于内侧面15和槽钢底部端面21,即可实现在装配连接过程中,所述的油缸底座总成1可在槽钢2之间滑动,以调整其相对位置;于本实施例中还设置有定位板一47和定位板二48,所述定位板一47装配于连接板42一侧的上部,且所述定位板一47局部的延伸出至连接板42外侧,在实施定位过程中,延伸出的局部本体便可抵靠于底部端面11处;所述定位板二48装配于连接板 42一侧的下部,该所述定位板二48设置为L形结构,其L形结构的底部延伸出之连接板42外侧,延伸出的局部本体便可抵靠于槽钢底部端面21处。
综上,本案采用的定位工装借助定位板组件和移动组件实现了油缸底座总成1以及槽钢2的相对位置限定,在限定位置关系后,通过点焊将侧边12 与槽钢边缘部23连接,至此完成整个组装工作。
以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种叉车全自由内门架油缸底座总成的定位工装
- 一种用于叉车门架全自由起升油缸支座焊接的定位工装