一种桥总成装配物料物流配送
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及一种物流配送,特别是一种桥总成装配物料物流配送。
背景技术
装配有转向节、直拉臂、左右臂、调整臂、凸轮轴、支架、轴承、轮毂,制动器、气室等部件的部分称为前桥总成。装配有制动器、凸轮轴、调整臂、气室支架、轴承、轮毂、气室、半轴、标准件等部件的部分称为后桥总成。
车桥都是由专业的车桥制造商生产的,在进入总装配线之前都要把前桥总成和后桥总成分别预先组装好,然后分别送到总装配线上和车身等总成共同完成组装。
由于车桥要承受车轮对车身的冲击,因此车桥也是最容易损坏的部件之一。同时车桥的结构设计和装配工艺直接关系汽车的舒适性和运动性,共可靠性更重要。
桥总成装配工艺中所需的桥总成流水线装配物流过程,根据物料清单进行提前分包,按物资类别装框,配送到线边店面,根据装配岗位物料需求,从线边店面再配送到线边的供料点,满足生产物料供应需求。一般的装框方式按配件种类装框,即一次配送就只配送一种配件,平均每类桥总成使用8类料框进行产线左右备料;同时由电动牵引车一次配送到店面再二次配送到产线料点;但是每次换线需要对左右两边最少16框料的调换,每天平均换线损失95分钟;作业者装配时从料框取料,容易造成配件厂家用错和小件错漏装。此种物流方法投入配送人力、场地较大,基于目前多品种小批量的生产方式,换线频繁,效率损失,而且物料防错水平不高。
发明内容
本发明要解决的技术问题是:提供一种桥总成装配物料物流配送,一次性配送就能完成桥总成的安装。
解决上述技术问题的技术方案是:一种桥总成装配物料物流配送,包括配送车,所述的配送车包括驾驶车头和多辆小节车,驾驶车头和小节车上分别设有拉钩,驾驶车头和小节车通过拉钩和链条连接,各个小节车之间也能通过拉钩和链条连接,小节车上设有用于放置调整臂、支架、制动器、制动盘、轮毂、制动钳、半轴、标准件、凸轮轴、气室和转向节的放置架;配送方法:配送时在每辆小节车上放置每个桥总成装配需要的各个物件,然后将每个小节车移动到每个桥总成装配的工作台上,人们就可以在工作台上一次性对桥总成进行各个物件的安装。
本发明的进一步技术方案是:所述的小节车上设有方形架、U型架Ⅰ、V型架Ⅰ、凹槽架、V型Ⅱ、底座和U型架Ⅱ,方形架用于放置调整臂、支架或放置标准件盒子, U型架Ⅰ用于放置制动器或者制动盘,V型架Ⅰ用于放置轮毂或制动钳,凹槽架为设有圆弧凹槽的凹槽架,通过2-4个凹槽架依次排列而成用于放置半轴的半轴放置架,V型Ⅱ用于放置凸轮轴,底座为小节车的底板,底座上端面用于放置气室,U型架Ⅱ用于放置转向节。
还包括标准件放置盒,标准件放置盒为能放置于U型架Ⅰ上的方形盒子,标准件放置盒内分隔有8-10个放置格放,该放置格能用于放置不同岗位标准的标准件。
方形架的数量为3-5个,U型架Ⅰ、V型架Ⅰ、V型Ⅱ和U型架Ⅱ的数量分别为2个,每个凹槽架为设有2个圆弧凹槽的凹槽架,小节车的底板被十字交叉的连接分隔成四个底座。
工作台包括工位Ⅰ和工位Ⅱ,工位Ⅰ和工位Ⅱ均为用于放置桥总成的桥总成放置架,工位Ⅰ和工位Ⅱ之间的空间为小节车放置处。
U型架Ⅰ为由L型钢构成的U型架,U型架Ⅰ以内倾方式设置于小节车上, V型架Ⅰ为由角钢构成的V型架,V型架Ⅰ以内倾方式设置于小节车上, V型Ⅱ为由圆钢焊构成的V型架, U型架Ⅱ为由方管构成U型架。
方形架包括方形框架和方形底板,方形框架为由角钢构成的方形结构框架,方形底板以能拆卸方式放置于方形框架上。
配送方法:清点确认物料的到货情况,根据桥总成的安装顺序提前排定上线顺序,根据桥总成装配顺序和配置清单依次扫描装配所需部件上对应的二维码,根据每个桥总成的安装情况按顺序向每个小节车上装捡物料,通过驾驶车头牵引小节车配送到各个工作台上,操作者逐个装配,装配完后空车返回备料区。
由于采用上述技术方案,本发明之一种桥总成装配物料物流配送,具有以下有益效果:
1.本发明中的小节车上设有用于放置调整臂、支架、制动器、制动盘、轮毂、制动钳、半轴、标准件、凸轮轴、气室和转向节的放置架;配送方法:配送时在每辆小节车上放置每个桥总成装配需要的各个物件,然后将每个小节车移动到每个桥总成装配的工作台上,人们就可以在工作台上一次性对桥总成进行各个物件的安装。解决了需要多次配送配件的问题,通过一次配送就能完成桥总成的安装,降低生产制造成本。
2. 桥总成装配物流料车结构简单,生产效率高,成本低,安全性高,提高生产的安全性、可靠性和稳定性;将工人从恶劣、劳动强度大、危险的工作环境中解放出来,减轻了劳动工人劳动强度,人机工程性优异,还能有效控制错漏装。直接用在桥总成装配自动生产线上。因其成本低,回报高,市场前景广阔。根据使用情况,工人减少2人,生产效率提高到原来的两倍,物料占地面积上,每条线减少370㎡,按20元/㎡.月,年成本减少8.8万。节约桥总成物流所需工位器具研制成本。同时加强了企业技术的更新换代,加快了企业自身的发展前景,提高社会竞争力。
下面,结合说明书附图和具体实施例对本发明之一种桥总成装配物料物流配送的技术特征作进一步的说明。
附图说明
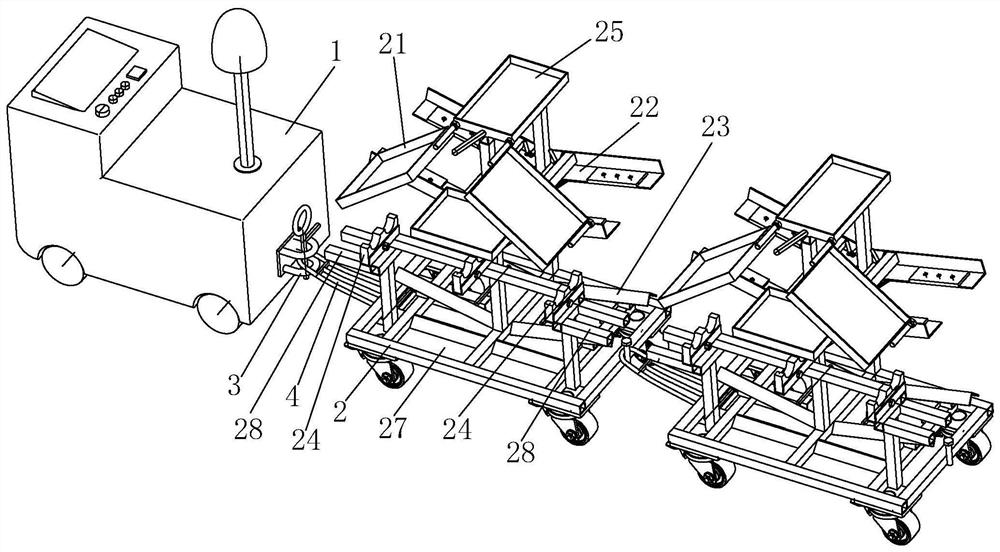
图1:一种桥总成装配物料物流配送的结构示意图。
图2:一种桥总成装配物料物流配送的结构示意图。
图3:工作台的结构示意图。
在上述附图中,各标号说明如下:
1-驾驶车头,2-小节车,21-方形架,22-U型架Ⅰ,23-V型架Ⅰ,24-凹槽架,25-方形底板,26-V型Ⅱ,27-底座,28-U型架Ⅱ,3-拉钩,4-链条,5-工作台,51-工位Ⅰ,52-工位Ⅱ,6-桥总成。
图3中箭头所示为自动流水线工作时的运动方向。
具体实施方式
一种桥总成装配物料物流配送,包括配送车和标准件放置盒,所述的配送车包括驾驶车头和多辆小节车,驾驶车头和小节车上分别设有拉钩,驾驶车头和小节车通过拉钩和链条连接,各个小节车之间也能通过拉钩和链条连接,驾驶车头为自动驾驶的无人牵引小车。为方便使用,小节车上的拉钩为可伸缩结构。小节车上设有用于放置调整臂、支架、制动器、制动盘、轮毂、制动钳、半轴、标准件、凸轮轴、气室和转向节的放置架,即每个小节车上分别能放置每个桥总成装配需要的物件,方便在配送和安装时只进行一次配送即可,解决了现有配送车每次配送只能配送单一物件的问题,解决了现有技术中每个桥总成装配都需要运输多次的问题,大大提高了工作效率。配送方法:配送时在每辆小节车上放置每个桥总成装配需要的各个物件,然后将每个小节车移动到每个桥总成装配的工作台上,人们就可以在工作台上一次性对桥总成进行各个物件的安装,不需要反复配送多次物件,安装好的桥总成即可直接进行到下个安装区域。
所述的小节车上设有方形架、U型架Ⅰ、V型架Ⅰ、凹槽架、V型Ⅱ、底座和U型架Ⅱ。方形架用于放置装调整臂、支架或放置标准件盒子。U型架Ⅰ为由L型钢构成的U型架,U型架Ⅰ以内倾方式设置于小节车上,即U型架Ⅰ与小节车连接的一端低于另一端,U型架Ⅰ用于放置制动器或者制动盘。V型架Ⅰ为由角钢构成的V型架,V型架Ⅰ以内倾方式设置于小节车上,即V型架Ⅰ与小节车连接的一端低于另一端,V型架Ⅰ用于放置轮毂或制动钳。凹槽架为设有圆弧凹槽的凹槽架,通过2-4个凹槽架依次排列而成用于放置半轴的半轴放置架。V型Ⅱ为由圆钢焊构成的V型架,V型Ⅱ用于放置凸轮轴。底座为小节车的底板,底座上端面用于放置气室。U型架Ⅱ为由方管构成U型架,U型架Ⅱ用于放置转向节。标准件放置盒为能放置于U型架Ⅰ上的方形盒子,标准件放置盒内分隔有8-10个放置格放,该放置格能用于放置不同岗位标准的标准件。方形架包括方形框架和方形底板,方形框架为由角钢构成的方形结构框架,方形底板以能拆卸方式放置于方形框架上,通过方形框架底部的角钢边缘对方形底板进行支撑,该方形底板为直接放置在方形框架底板的角钢上,放置安装和拆卸,如果需要使用方形架来装物料时,直接把方形底板放到方形框架上,即可形成方形的盒子结构,直接可以用于放置调整臂或支架。如果需要使用方形架来放置标准件盒子时,可以将方形底板取下,直接在方形框架上放置标准件盒子。也可以不把底板取下,直接将标准件盒子放置在方形底板上,取下方形底板可以减重。方形架的数量为3-5个,方形架设置于小节车的最上方,方形架以倾斜的方式交错的安装的小节车的安装架上。U型架Ⅰ、V型架Ⅰ、V型Ⅱ和U型架Ⅱ的数量分别为2个。U型架Ⅰ安装于方形架下方,两个U型架Ⅰ相对安装在安装架上。V型架Ⅰ安装于方形架下方,两个V型架Ⅰ相对安装在安装架上。每个凹槽架为设有2个圆弧凹槽的凹槽架,凹槽架安装于小节车的一侧,通过3个凹槽架依次排列而成用于放置半轴的半轴放置架。V型Ⅱ设置于小节车的另一侧,V型Ⅱ安装在安装架上并位于U型架Ⅰ下方。小节车的底板被十字交叉的连接分隔成四个底座,即小节车的底板能分别放置至少四个气室。U型架Ⅱ安装于凹槽架下方的安装杆上。即每个小节车上放置的配件能装配2个以上桥总成。工作台包括工位Ⅰ和工位Ⅱ,工位Ⅰ和工位Ⅱ均为用于放置桥总成的桥总成放置架,工位Ⅰ和工位Ⅱ之间的空间为小节车放置处。因为一个小节车上各个配件的放置数量可以放置2个以上,所以当小节车停在工位Ⅰ和工位Ⅱ之间时,可以同时对工位Ⅰ和工位Ⅱ上的桥总成进行装配,大大提高了工作效率。
配送方法:清点确认物料的到货情况,根据桥总成的安装顺序提前排定上线顺序,根据每个桥总成的安装情况按顺序向每个小节车上装捡物料,根据桥总成装配顺序和配置清单依次扫描装配所需部件上对应的二维码,扫描系统发出警报声则表明有错捡或者漏检情况,则返回重新检查,扫描通过后再通过驾驶车头牵引小节车配送到各个工作台上,操作者逐个装配,如果剩料则为漏装,装配完后空车返回备料区。通过月度采购计划进行配件(物料)的采购,供应商生产时就打刻实物唯一二维码,实物发货入库三方物流,滚动提前2.5-5天编制生产计划,根据桥总成装配制定BOM表,根据BOM表拆子项物料计划,按项次备好物料,刷读实物二维码,核对图号、厂家、批次信息。
根据桥总成单台套配件需求,区分单根桥左右两侧用料,轮毂、制动器、凸轮轴、调整臂、轴承、气室支架、半轴、气室、标准件等依次按配套用量设计摆放在小节车上,小节车移动摆放到桥总成装配自动流水线两个工位之间。因为一个小节车上就能放置一个桥总成安装所需要的材料,所以直接在工作台上就能一次性的安装一个桥总成,解决了现有需要分批分次安装每个配件的问题,也节约桥总成装配所需物料占地面积达到370平方米。将料车(小节车)通过料车上的链条套挂在自动牵引驾驶的螺栓上。将料车通过料车上的链条套挂在料车的螺栓上。提高了工作效率并大大降低的人工成本。
配送方法为采用先进行桥总成物料物流配送方式,其主要工作过程为将上线顺序传递给备料组→备料组根据顺序和配置清单进行捡料,按装配线头摆放6台套,随线料车21台,在途运送6台,空车返回6台,正在备料6台的方式循环滚动,替代线边店面和线旁供料点的方式,减少面积占用和物流人力投入→备好的物料,通过无人牵引小车配送到线头,替代掉人力驾驶的电瓶牵引车→线头的料车由操作人员根据流水线速逐辆推到流水线的支撑架间→各岗位操作人员根据岗位用料,就近取拿装配。即自动牵引驾驶带动6台套料车自动到达桥总成装配工位线头处。按装配线头摆放6台套,随线料车21台,在途运送6台,空车返回6台,正在备料6台的方式循环滚动,替代线边店面和线旁供料点的方式,减少面积占用和物流人力投入。线头的料车由操作人员根据流水线速逐辆推到流水线的工位一和工位二之前的位置。各岗位操作人员根据岗位用料,就近取拿装配。有效控制错漏装。
防错方式,根据各项计划的需求物料清单,在车间的扫描系统中输入需要的配件信息代码,捡料人员用车间的扫描系统刷读配件上的二维码,和需求的图号、厂家信息进行匹配,当出现差异时发出声色报警信号,提醒更换物料;装配线工人根据备好物料装配,有效控制错漏装。
使用情况:桥总成装配物流人力投入少,生产效率高,占地面积小,有效控制装配错漏装质量,提升现场和操作区域整体环境,已应用在FS440、FS400、452、奔驰等所有前后桥总成装配上,通过实际生产证明,桥总成装配质量和生产效率大为提高,同时也降低了成本。换线效率上每天减少换线时间95分钟,产能提升45根/天.线。工人减少2人,生产效率提高到原来的两倍,物料占地面积上,每条线减少370㎡,按20元/㎡.月,年成本减少8.8万。节约桥总成物流所需工位器具研制成本。同时加强了企业技术的更新换代,加快了企业自身的发展前景,提高社会竞争力。使用安装简单,提高生产的安全性、可靠性和稳定性。减轻了劳动工人劳动强度,人机工程性优异。此方式减少投入效益显著,物料寻找简单,应对多品种小批量的市场需求,响应柔性高。
- 一种桥总成装配物料物流配送
- 一种桥总成装配固定装置