一种古筝及其制作方法
文献发布时间:2023-06-19 09:51:02
技术领域
本发明涉及乐器领域,尤其是一种古筝及其制作方法。
背景技术
古筝是中国汉民族传统乐器中的一种弹拨乐器,其音色优美,音域宽广、演奏技巧丰富,具有相当强的表现力,因此它深受广大人民群众的喜爱,现有的古筝中,古筝的音梁板均是与面板相抵的,如申请号为CN201920160341.3,公开的专利文件公开的古筝,这种结构使得弹奏古筝时,音梁板不容易均匀振动,进而影响声音的传导,使得古筝的音质效果不理想。
发明内容
本发明的目的在于提供一种古筝,以解决上述的技术问题。
本申请的一个技术方案为:一种古筝,包括古筝内框架,所述古筝内框架包括两个侧板、大头板、弦钉板、音梁板和后尾板,所述大头板、弦钉板、音梁板和后尾板固定于两个侧板之间,所述大头板位于所述侧板的一端,所述后尾板位于所述侧板的另一端,所述弦钉板和所述音梁板位于所述大头板和后尾板之间,所述弦钉板靠近所述弦钉板设置,所述音梁板的高度低于所述侧板的高度。
优选的,两个所述侧板的内侧面上靠近顶端的位置设置有半圆形凹槽,所述半圆形凹槽一端靠近所述弦钉板,另一端靠近所述后尾板,所述半圆形凹槽的高度高于所述应梁板的高度。
本发明提供的古筝,通过将音梁板的高度设置为低于侧板的高度,使得面板在安装到内框架上后,音梁板与面板之间有间距,这样在弹奏古筝时面板振动不受音梁板的限制,更容易均匀振动,声音传导效果好,使得古筝的音质更理想,此外,通过设置半圆形凹槽,并且将半圆形凹槽设置的高于音梁顶端的高度,使得加在面板上的1号筝码和21号筝码能通过半圆形凹槽将振动充分传导,排除了两个侧板和音梁对1号筝码和21号筝码振动的限制,避免了弹奏时振动频率僵硬的情况发生。
本申请的另一个技术方案为:一种古筝的制作方法,包括以下步骤:
S1,材料储备:将选择好的板材置于水中浸泡25-35天,自然晾干25-35天,然后进行烘干,其中,烘干步骤包括第一烘干步骤和第二烘干步骤,所述第一烘干步骤和第二烘干步骤循环交替6-8天;其中,第一烘干步骤为在55-65℃的环境下烘干11-13小时;第一烘干步骤为在零下5℃-5℃的环境下烘干11-13小时;
S2,面板烘烤;
S3,面板刨磨;
S4,岳山制作与安装。
优选的,所述步骤S2中,所述面板烘烤过程中,每次用文火烘烤35-45分钟,文火烘烤后冷却,然后隔天再次文火烘烤,如此反复十次以上。
优选的,所述步骤S3中,面板刨磨过程中,根据树龄和面板制作工艺的不同,面板对应的高音区、中音区和低音区的厚度不同:
具体为:在使用挖筝工艺制作古筝时:
25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.2cm、中音区厚度为1.7cm,低音区厚度为1.4cm;
50树龄泡桐干燥的情况下,面板对应的高音区厚度为1.15cm、中音区厚度为1.6cm,低音区厚度为1.35cm;
在使用五拼面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.1cm、中音区厚度为1.5cm,低音区厚度为1.3cm;
在使用整体面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为0.8cm、中音区厚度为1.1cm,低音区厚度为0.9cm。
优选的,所述步骤S4中,所述岳山安装的过程中,使用嵌入的方式将岳山固定在面板上并用胶合的方式将岳山粘在面板上。
优选的,所述步骤S1中,材料储备的具体方法为:将选择好的板材置于水中浸泡30天,自然晾干30天,然后进行烘干,其中,所述第一烘干步骤和第二烘干步骤循环交替7天;其中,第一烘干步骤为在60℃的环境下烘干12小时;第一烘干步骤为在零下5℃-5℃的环境下烘干12小时;
所述步骤S2中,所述面板烘烤过程中,每次用文火烘烤40分钟。
优选的,步骤S4后还包括其它部件的制作和安装,其中,其它部件指的是古筝的除去面板和岳山的部件。
优选的,在步骤S3之后还包括:面板表面处理步骤。
本发明提供的古筝的制作方法,通过将第一烘干步骤和第二烘干步骤交替循环一周左右,相对于现有的恒温50-60℃连续快速烘干的方式,防止出现板材因南北温差、湿度等原因在板材快速受热和降温时导致板材开裂现象,进而防止板材开裂导致的音质变差的情况发生;在面板的烘烤的过程中,将面板反复文火烘烤,使得面板自然松透,相对于现有的一次性烘烤的方式,能够防止面板在使用一段时间后出现的音质稳定性和通透力变弱的情况发生;在面板刨磨的过程中,根据发明人多年的研究、总结和试验最终形成自己的独特的结论,相对于现有的面板音区单一厚度的制作方式,大大提高了古筝的音质效果,古筝的共鸣效果更好。岳山制作与安装中,制作工艺可以使用现有的方式制作,不同之处在于需要制作与面板镶嵌的结构,将岳山嵌入面板再胶合,这样,相对于现有的粘接方式,稳定性高,使得古筝的音质更加浑厚、明亮和纯净,音质传导过程也不容易出现因岳山与面板粘接时造成的稳定性较差引起的空音、不实和颤抖现象。
附图说明
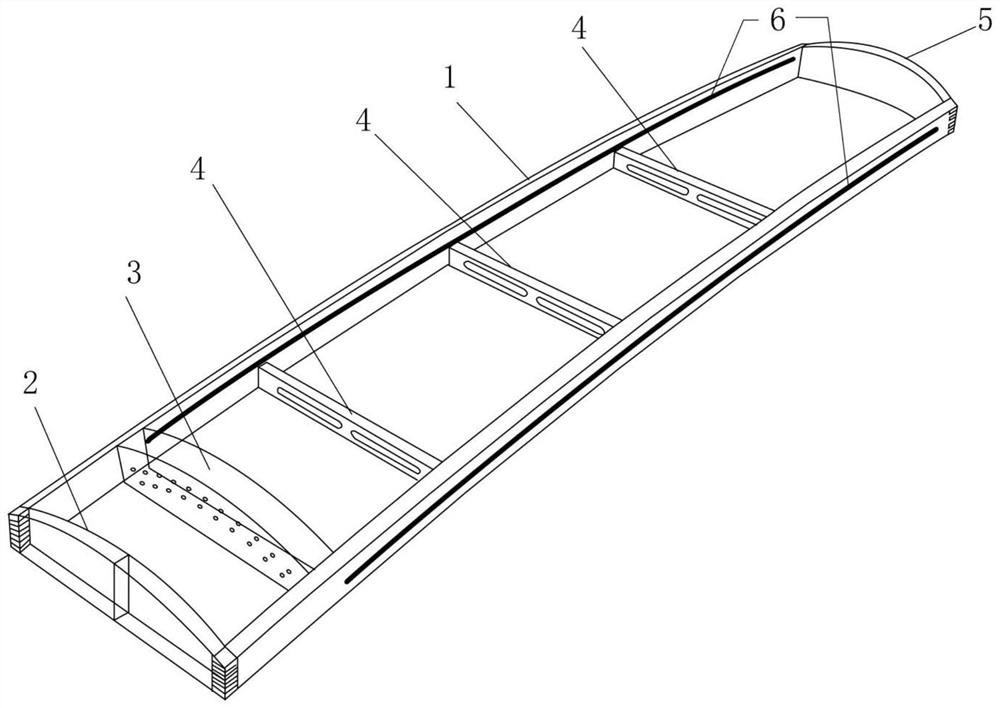
图1是本发明提供的整体长度为163cm的一种古筝的内框架整体结构示意图,
图中:侧板1、大头板2、弦钉板3、音梁板4和后尾板5、半圆形凹槽6。
具体实施方式
下面结合附图和实施例对本发明作进一步说明。
实施例1:本发明提供了一种古筝,参见图1,包括古筝内框架、面板和底板等结构,由于本实施例中仅对内框架做了改进,为了突出表现内框架结构,图1中仅仅示出了古筝内框架,其中,古筝内框架包括两个侧板1、大头板2、弦钉板3、音梁板4和后尾板5,音梁板和通常的古筝相同,设置成3个,所述大头板2、弦钉板3、音梁板4和后尾板5固定于两个侧板之间,所述大头板位于所述侧板的一端,所述后尾板位于所述侧板的另一端,所述弦钉板和所述音梁板位于所述大头板和后尾板之间,所述弦钉板靠近所述弦钉板设置,所述音梁板的高度低于所述侧板的高度,两个所述侧板的内侧面上靠近顶端的位置设置有半圆形凹槽6,半圆形槽一般可设置为宽15mm,深5mm,所述半圆形凹槽一端靠近所述弦钉板,另一端靠近所述后尾板,所述半圆形凹槽的高度高于所述应梁板的高度。
上述的古筝,通过将音梁板的高度设置为低于侧板的高度,使得面板在安装到内框架上后,音梁板与面板之间有间距,这样在弹奏古筝时面板振动不受音梁板的限制,更容易均匀振动,声音传导效果好,使得古筝的音质更理想,此外,通过设置半圆形凹槽,并且将半圆形凹槽设置的高于音梁顶端的高度,使得加在面板上的1号筝码和21号筝码能通过半圆形凹槽将振动充分传导,排除了两个侧板和音梁对1号筝码和21号筝码振动的限制,避免了弹奏时振动频率僵硬的情况发生。
实施例2:本发明还提供了一种古筝的制作方法,包括以下步骤:
S1,材料储备:将选择好的板材置于水中浸泡25,自然晾干25天,然后进行烘干,其中,烘干步骤包括第一烘干步骤和第二烘干步骤,所述第一烘干步骤和第二烘干步骤循环交替6天;其中,第一烘干步骤为在55℃的环境下烘干11小时;第一烘干步骤为在零下5℃的环境下烘干11小时;
S2,面板烘烤:所述面板烘烤过程中,每次用文火烘烤35分钟,文火烘烤后冷却,然后隔天再次文火烘烤,如此反复十次以上。
S3,面板刨磨:面板刨磨过程中,根据树龄和面板制作工艺的不同,面板对应的高音区、中音区和低音区的厚度不同,具体为:在使用挖筝工艺制作古筝时:
25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.2cm、中音区厚度为1.7cm,低音区厚度为1.4cm;
50树龄泡桐干燥的情况下,面板对应的高音区厚度为1.15、中音区厚度为1.6,低音区厚度为1.35;
在使用五拼面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.1cm、中音区厚度为1.5cm,低音区厚度为1.3cm;
在使用整体面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为0.8cm、中音区厚度为1.1cm,低音区厚度为0.9cm;
面板表面处理步骤,面板表面处理步骤可以使用现有的步骤,本实施例中面板表面处理步骤采用传统烙铁烧红后在刨磨好的面板上匀速烙烤,一气呵成,用棕刷刷擦去掉面板标称炭灰,加以米糠擦面,使得面板纹理凹凸有致,古筝表面看起来更美观;
S4,岳山制作与安装,所述岳山安装的过程中,使用嵌入的方式将岳山固定在面板上并用胶合的方式将岳山粘在面板上;其它部件的制作和安装,其中,其它部件指的是古筝的除去面板和岳山的部件。
上述实施例中,材料制备过程烘干可使用热泵烘干,通过将第一烘干步骤和第二烘干步骤交替循环一周左右,相对于现有的恒温50-60℃连续快速烘干的方式,防止出现板材因南北温差、湿度等原因在板材快速受热和降温时导致板材开裂现象,进而防止板材开裂导致的音质变差的情况发生;在面板的烘烤的过程中,将面板反复文火烘烤,使得面板自然松透,相对于现有的一次性烘烤的方式,能够防止面板在使用一段时间后出现的音质稳定性和通透力变弱的情况发生;在面板刨磨的过程中,根据发明人多年的研究、总结和试验最终形成自己的独特的结论,相对于现有的面板音区单一厚度的制作方式,大大提高了古筝的音质效果,古筝的共鸣效果更好。岳山制作与安装中,制作工艺可以使用现有的方式制作,不同之处在于需要制作与面板镶嵌的结构,将岳山嵌入面板再胶合,这样,相对于现有的粘接方式,稳定性高,使得古筝的音质更加浑厚、明亮和纯净,音质传导过程也不容易出现因岳山与面板粘接时造成的稳定性较差引起的空音、不实和颤抖现象。
实施例3:本发明还提供了一种古筝的制作方法,包括以下步骤:
S1,材料储备:将选择好的板材置于水中浸泡25-35天,自然晾干35天,然后进行烘干,其中,烘干步骤包括第一烘干步骤和第二烘干步骤,所述第一烘干步骤和第二烘干步骤循环交替8天;其中,第一烘干步骤为在65℃的环境下烘干13小时;第一烘干步骤为在5℃的环境下烘干13小时;
S2,面板烘烤:所述面板烘烤过程中,每次用文火烘烤45分钟,文火烘烤后冷却,然后隔天再次文火烘烤,如此反复十次以上。
S3,面板刨磨:面板刨磨过程中,根据树龄和面板制作工艺的不同,面板对应的高音区、中音区和低音区的厚度不同,具体为:在使用挖筝工艺制作古筝时:
25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.2cm、中音区厚度为1.7cm,低音区厚度为1.4cm;
50树龄泡桐干燥的情况下,面板对应的高音区厚度为1.15、中音区厚度为1.6,低音区厚度为1.35;
在使用五拼面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.1cm、中音区厚度为1.5cm,低音区厚度为1.3cm;
在使用整体面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为0.8cm、中音区厚度为1.1cm,低音区厚度为0.9cm;
面板表面处理步骤,面板表面处理步骤可以使用现有的步骤,本实施例中面板表面处理步骤采用传统烙铁烧红后在刨磨好的面板上匀速烙烤,一气呵成,用棕刷刷擦去掉面板标称炭灰,加以米糠擦面,使得面板纹理凹凸有致,古筝表面看起来更美观;
S4,岳山制作与安装,所述岳山安装的过程中,使用嵌入的方式将岳山固定在面板上并用胶合的方式将岳山粘在面板上;其它部件的制作和安装,其中,其它部件指的是古筝的除去面板和岳山的部件。
实施例4:本发明还提供了一种古筝的制作方法,包括以下步骤:
S1,材料储备:将选择好的板材置于水中浸泡30天,自然晾干30天,然后进行烘干,其中,烘干步骤包括第一烘干步骤和第二烘干步骤,所述第一烘干步骤和第二烘干步骤循环交替7天;其中,第一烘干步骤为在60℃的环境下烘干12小时;第一烘干步骤为在零下0℃的环境下烘干12小时;
S2,面板烘烤:所述面板烘烤过程中,每次用文火烘烤40分钟,文火烘烤后冷却,然后隔天再次文火烘烤,如此反复十次以上。
S3,面板刨磨:面板刨磨过程中,根据树龄和面板制作工艺的不同,面板对应的高音区、中音区和低音区的厚度不同,具体为:在使用挖筝工艺制作古筝时:
25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.2cm、中音区厚度为1.7cm,低音区厚度为1.4cm;
50树龄泡桐干燥的情况下,面板对应的高音区厚度为1.15cm、中音区厚度为1.6cm,低音区厚度为1.35cm;
在使用五拼面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为1.1cm、中音区厚度为1.5cm,低音区厚度为1.3cm;
在使用整体面板工艺制作古筝时:25树龄泡桐干燥的情况下,面板对应的高音区厚度为0.8cm、中音区厚度为1.1cm,低音区厚度为0.9cm;
面板表面处理步骤:采用传统烙铁烧红后在刨磨好的面板上匀速烙烤,一气呵成,用棕刷刷擦去掉面板标称炭灰,加以米糠擦面,使得面板纹理凹凸有致;
S4,岳山制作与安装,所述岳山安装的过程中,使用嵌入的方式将岳山固定在面板上并用胶合的方式将岳山粘在面板上;其它部件的制作和安装,其中,其它部件指的是古筝的除去面板和岳山的部件。
上述实施例2、实施例3和实施例4均能达到本发明的预期效果,其效果略有不同,经发明人多次鉴别,实施例4中的古筝弹奏时声音相对于实施例2声音略浑厚,相对于实施例3声音浑厚程度不相上下,实施例2中弹奏古筝时相对于实施例4音质略纯净,相对于实施例3音质纯净程度不相上下,此外,申请人还做了音质延长试验,同样环境下,以21号琴弦做实验,现有技术的古筝延长音为4-5秒,本发明的古筝延长音可达到7-9秒。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,第一、第二等词语只是用于名称的区分,不是对技术术语的限制,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种古筝琴码、古筝及其古筝调音方法
- 一种古筝及其制作方法