一种转子生产输送装置
文献发布时间:2023-06-19 09:52:39
技术领域
本发明涉及转子生产领域,尤其是一种转子生产输送装置。
背景技术
转子包括转轴、飞轮、磁钢和护环;转轴上固定安装飞轮,飞轮的外圈均匀设有凸筋;磁钢为弧形的瓦状磁铁,磁钢的内侧面安装在相邻的两个凸筋之间,护环套在磁钢的外侧。
现有的磁钢装配设备,例如公开号为CN108964383A的中国发明专利中公开的公开了一种新能源转子磁钢自动装配装置和压磁钢机构,该自动装配装置包括:回转台,包括回转圆盘,其中,围绕回转台均布有多个工位,回转圆盘上对应每个工位设有转子铁芯定位盘;以及压磁钢机构,设置在多个工位中的磁钢装配工位上,包括能够升降移动的铁芯旋转基座、以及磁钢片压装机构,铁芯旋转基座用于顶起转子铁芯定位盘至抬升位置并且能够分度转动,磁钢片压装机与其磁钢装配工位上的转子铁芯定位盘的分度转动相配合,用于将磁钢片压入转子冲片上的一组定向插孔中。
现有的转子装配设备都是采用输送带上没有阻挡机构,导致转子在输送时,排列方式混乱,无法有序上料。
发明内容
为了解决上述现有的转子装配设备存在的问题,本发明的目的是提供一种在输送带上设有阻挡机构,使转子在输送时,保证有序性,便于抓取转子,提高转子上料效率的转子输送装置。
为本发明的目的,采用以下技术方案予以实施:
一种转子生产输送装置,该装置包括下层输送机构、上层输送机构、左端升降机构、右端升降机构、治具和治具阻挡机构;下层输送机构上方安装上层输送机构,下层输送机构的左端衔接左端升降机构,下层输送机构的右端衔接右端升降机构;治具上设有用于支撑转子端部的V形槽;上层输送机构上设有治具阻挡机构;治具阻挡机构包括阻挡气缸、固定阻挡块、连接杆、复位弹簧和活动阻挡块;阻挡气缸竖向设置,阻挡气缸上部固定安装固定阻挡块,固定阻挡块上横向设置连接杆,连接杆上套设复位弹簧,活动阻挡块的下部一端铰接在连接杆上,活动阻挡块下部另一端与阻挡气缸的输出端连接。
作为优选,下层输送机构、上层输送机构、左端升降机构和右端升降机构均采用皮带输送治具。
作为优选,左端升降机构和右端升降机构均采用无杆气缸进行升降。
一种转子压装护环输送夹紧设备,该设备包括双层输送装置、翻转夹取装置和压装夹紧机构;双层输送装置的一端连接翻转夹取装置,翻转夹取装置连接压装夹紧机构;完成磁钢装配的转子横向放置到双层输送装置中,双层输送装置用于把转子输送到翻转夹取装置上,翻转夹取装置用于把横向设置的转子翻转为竖向 并把竖向的转子放到压装夹紧机构中,压装夹紧机构把竖向的转子夹紧;双层输送装置采用上述的一种转子生产输送装置;翻转夹取装置包括翻转机构和移载机构;翻转机构包括翻转底板、翻转气缸、翻转板、转轴、手指气缸、夹紧钳、第一限位块和第二限位块;翻转底板的顶部铰接翻转气缸的尾部,翻转气缸的头部输出端铰接翻转板,翻转板的中部转动设置转轴,转轴固定安装在翻转底板上;翻转板的一侧连接手指气缸,手指气缸的两个输出端连接夹紧钳,夹紧钳相对设置,夹紧钳的中部为圆弧状,夹紧钳用于夹紧转子;第一限位块位于翻转底板的中部左侧,第一限位块用于翻转板的上限位;第二限位块位于翻转底板的下部右侧,第二限位块用于翻转板的右限位。
作为优选,翻转板的上端设有连接部,连接部与翻转气缸输出端连接;翻转板的左侧面为平面,翻转板翻转后,翻转板的左侧面顶在第一限位块上;翻转板的右侧面为平面,翻转板不翻转时,翻转板的右侧面顶在第二限位块上。
作为优选,移载机构包括移载架、横向移载气缸、横向滑轨和竖向移载气缸;移载架的上部横向安装横向移载气缸和横向滑轨;横向移载气缸的输出端连接竖向移载气缸的上部,竖向移载气缸的下部连接在横向滑轨上;竖向移载气缸的输出端连接翻转底板。
作为优选,压装夹紧机构包括压装气缸、支撑环、连杆组件、连杆支撑板和侧板;压装气缸竖向固定设置,压装气缸的输出端连接支撑环,支撑环上设有多个连杆组件,连杆组件的上端放置在连杆支撑板上,连杆支撑板中部设有圆孔;连杆支撑板上均匀设有条形的卡槽,连杆支撑板的两侧通过侧板固定;连杆组件包括第一连杆、第二连杆、第三连杆和导向块;第一连杆的下端竖向固定安装在支撑环上,第二连杆的下端铰接在第一连杆的上端,第二连杆的上端铰接第三连杆,第二连杆位于卡槽内,导向块固定安装在连杆支撑板上,第三连杆横向穿过导向块上的导向槽,第三连杆的端部为执行端,执行端为方形,执行端的前侧面为圆弧面,圆弧面上设有竖向的校正条,第三连杆用于在护环压装前校正并固定转子。
作为优选,压装气缸有两个,两个压装气缸对称的安装在支撑环的底部。
作为优选,压装气缸和支撑环之间通过气缸接头连接;气缸接头上设有前后两排夹块,前后两排夹块之间形成夹紧槽,夹紧槽内安装支撑环。
综上所述,本发明的技术效果是:
1.通过阻挡气缸推动活动阻挡块旋转,使每个转子之间间隔一段距离,保证输送的有序性,便于转子的抓取。
2.翻转气缸和翻转板的配和,能把横向放置的转子翻转成竖向,便于护环的安装。且在翻转底板上设置第一限位块和第二限位块,进一步提高翻转的准确性。
3.通过多个连杆组件从转子的径向夹紧,保证转子在装护环时不会发生转动,便于护环的压装。连杆组件的结构巧妙,将两个气缸竖直方向的推力转变为多个方向的径向力,多个方向的径向力同时作用在转子上,保证夹紧的可靠性。
附图说明
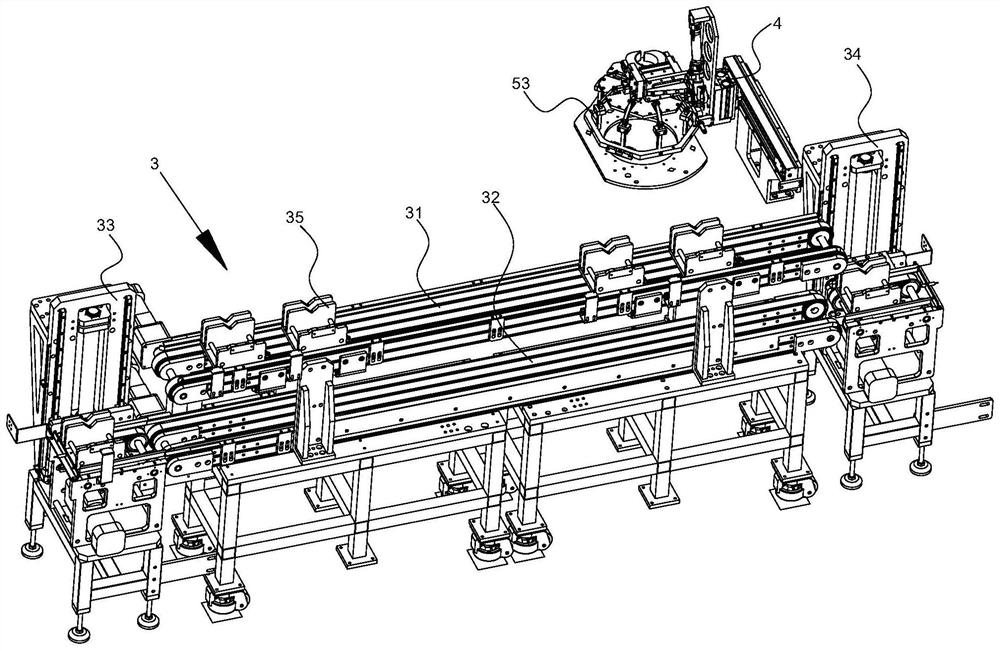
图1为本发明的结构示意图。
图2为转子的爆炸结构示意图。
图3为治具阻挡机构的结构示意图。
图4为翻转夹取装置的结构示意图。
图5为翻转板的结构示意图。
图6为压装夹紧机构的结构示意图。
图7为连杆组件的爆炸结构示意图。
具体实施方式
如图1所示,一种转子压装护环输送夹紧设备,该设备包括双层输送装置3、翻转夹取装置4和压装夹紧机构53。双层输送装置3的一端连接翻转夹取装置4,翻转夹取装置4连接压装夹紧机构53。完成磁钢装配的转子横向放置到双层输送装置3中,双层输送装置3用于把转子输送到翻转夹取装置4上,翻转夹取装置4用于把横向设置的转子翻转为竖向 并把竖向的转子放到压装夹紧机构53中,压装夹紧机构53把竖向的转子夹紧。双层输送装置3采用一种转子生产输送装置。
如图2所示,本发明的转子包括转子、磁钢63和护环64。转子包括转轴61和飞轮62。转轴61上固定安装飞轮62,飞轮62的外圈均匀设有凸筋。磁钢63为弧形的瓦状磁铁,磁钢63的内侧面安装在相邻的两个凸筋之间,护环64套在磁钢63的外侧。
一种转子生产输送装置,该装置包括下层输送机构31、上层输送机构32、左端升降机构33、右端升降机构34、治具35和治具阻挡机构36。下层输送机构31上方安装上层输送机构32,下层输送机构31的左端衔接左端升降机构33,下层输送机构31的右端衔接右端升降机构34。下层输送机构31、上层输送机构32、左端升降机构33和右端升降机构34均采用皮带输送治具35。左端升降机构33和右端升降机构34均采用无杆气缸进行升降。治具35上设有用于支撑转子端部的V形槽。上层输送机构32上设有治具阻挡机构36。治具阻挡机构36包括阻挡气缸361、固定阻挡块362、连接杆363、复位弹簧364和活动阻挡块365。阻挡气缸361竖向设置,阻挡气缸361上部固定安装固定阻挡块362,固定阻挡块362上横向设置连接杆363,连接杆363上套设复位弹簧364,活动阻挡块365的下部一端铰接在连接杆363上,活动阻挡块365下部另一端与阻挡气缸361的输出端连接。
治具阻挡机构36动作时,阻挡气缸361推动活动阻挡块365旋转,使活动阻挡块365得高度低于治具35底部的高度,治具35通过治具阻挡机构36后,阻挡气缸361复位,同时在复位弹簧364的作用下,活动阻挡块365回到初始位置,活动阻挡块365的上端压在下一个治具35的下部。
治具阻挡机构36解决了转子在输送时,排列方式混乱,无法有序上料的问题。治具阻挡机构36的优点是通过阻挡气缸361推动活动阻挡块365旋转,使每个转子之间间隔一段距离,保证输送的有序性,便于转子的抓取。
翻转夹取装置4包括翻转机构41和移载机构42。翻转机构41包括翻转底板411、翻转气缸412、翻转板413、转轴414、手指气缸415、夹紧钳416、第一限位块417和第二限位块418。翻转底板411的顶部铰接翻转气缸412的尾部,翻转气缸412的头部输出端铰接翻转板413,翻转板413的中部转动设置转轴414,转轴414固定安装在翻转底板411上。翻转板413的一侧连接手指气缸415,手指气缸415的两个输出端连接夹紧钳416,夹紧钳416相对设置,夹紧钳416的中部为圆弧状,夹紧钳416用于夹紧转子。第一限位块417位于翻转底板411的中部左侧,第一限位块417用于翻转板413的上限位。第二限位块418位于翻转底板411的下部右侧,第二限位块418用于翻转板413的右限位。翻转板413的上端设有连接部4131,连接部4131与翻转气缸412输出端连接。翻转板413的左侧面为平面,翻转板413翻转后,翻转板413的左侧面顶在第一限位块417上。翻转板413的右侧面为平面,翻转板413不翻转时,翻转板413的右侧面顶在第二限位块418上。移载机构42包括移载架421、横向移载气缸422、横向滑轨423和竖向移载气缸424。移载架421的上部横向安装横向移载气缸422和横向滑轨423。横向移载气缸422的输出端连接竖向移载气缸424的上部,竖向移载气缸424的下部连接在横向滑轨423上。竖向移载气缸424的输出端连接翻转底板411。
翻转夹取装置4动作时,横向移载气缸422和竖向移载气缸424配合,使夹紧钳416把治具35上的横向放置的转子抓起来,然后翻转气缸412推动翻转板413翻转,直到翻转板413的碰到第一限位块417为止,此时转子变为竖向,横向移载气缸422和竖向移载气缸424配合。把竖向的转子放到护环上料组装装置5中。
翻转夹取装置4的好处是通过翻转气缸412和翻转板413的配和,能把横向放置的转子翻转成竖向,便于护环的安装。且在翻转底板411上设置第一限位块417和第二限位块418,进一步提高翻转的准确性。
压装夹紧机构53包括压装气缸531、支撑环532、连杆组件533、连杆支撑板534和侧板535。压装气缸531竖向固定设置,压装气缸531的输出端连接支撑环532,压装气缸531有两个,两个压装气缸531对称的安装在支撑环532的底部。压装气缸531和支撑环532之间通过气缸接头5311连接。气缸接头5311上设有前后两排夹块5312,前后两排夹块5312之间形成夹紧槽,夹紧槽内安装支撑环532。支撑环532上设有多个连杆组件533,连杆组件533的上端放置在连杆支撑板534上,连杆支撑板534中部设有圆孔。连杆支撑板534上均匀设有条形的卡槽5341,连杆支撑板534的两侧通过侧板535固定。
连杆组件533包括第一连杆5331、第二连杆5332、第三连杆5333和导向块5334。第一连杆5331的下端竖向固定安装在支撑环532上,第二连杆5332的下端铰接在第一连杆5331的上端,第二连杆5332的上端铰接第三连杆5333,第二连杆5332位于卡槽5341内,导向块5334固定安装在连杆支撑板534上,第三连杆5333横向穿过导向块5334上的导向槽53341,第三连杆5333的端部为执行端,执行端为方形,执行端的前侧面为圆弧面,圆弧面上设有竖向的校正条53331,第三连杆5333用于在护环压装前校正并固定转子。
压装夹紧机构53动作时,压装气缸531推动支撑环532向上移动,支撑环532推动第一连杆5331向上移,第一连杆5331推动第二连杆5332旋转,第二连杆5332带动第三连杆5333向连杆支撑板534的中心靠近,第三连杆5333压在转子上,并通过校正条对转子进行校正和固定。
压装夹紧机构53解决了护环在安装的初步阶段,转子发生转动,导致护环无法顺利对准以及套到转子上的问题。压装夹紧机构53的好处是通过多个连杆组件533从转子的径向夹紧,保证转子在装护环时不会发生转动,便于护环的压装。连杆组件533的结构巧妙,将两个气缸竖直方向的推力转变为多个方向的径向力,多个方向的径向力同时作用在转子上,保证夹紧的可靠性。
- 一种转子生产输送装置
- 一种转子生产线上平衡块的输送装置