一种仿真花自动粘合工艺
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及仿真花技术领域,尤其是涉及一种仿真花自动粘合工艺。
背景技术
仿真花,是指用绷绢、皱纸、涤纶、塑料、水晶等材料制成的假花,以及用鲜花烘成的干花,业界泛称为人造花。人造花顾名思义,就是以鲜花作为蓝本,用布、纱、丝绸、塑料等原料加以仿造。今天,仿真花的工艺愈做愈精,几乎可以乱真。人造花除可长久保持外,还具有可塑性强的特点,给了花艺设计师更大的创作自由。弯、折、串、剪等多种花艺制作的共同作用,为栩栩如生的花艺作品的出现提供了广阔的舞台。形象逼真的人造花加上搭配的多样性、丰富性,给我们带来有热情、有惊喜、有震撼、有永恒的美丽。
在对仿真花进行制造和生产的过程中,把两层层或者多层花瓣通过刷胶粘在一起,中间有珠子作为装饰点缀,如附图8-9所示,生产的工艺如下,花瓣材质是泡沫塑料的,首先,在花瓣的表面一层胶水,然后,将珠子放在花瓣上,然后手动将花瓣的瓣片捏合粘结在一起,将珠子粘结固定,然后再在下一片花瓣表面刷一层胶水,将其与第一片花瓣捏合粘结在一起,重复2-4次,最后,获得所需的仿真花。
而现有工艺在对仿真花进行成型时,是通过人工将花瓣拿在手中进行涂胶,再将一片片花瓣粘合,最终完成仿真花的成型;通过人工操作有很多弊端,每朵仿真花最后成型的形状一致性较差,且人工操作的容错率较低,需要很熟练的手法进行操作;人工操作时容易损坏花瓣造成成品提高,胶水容易粘合在工作人员手上,需要经常清洗,不然胶水会对工作人员造成伤害;且人工操作的效率较低,影响生产效率。
发明内容
本发明的目的在于提供一种仿真花自动粘合工艺,以解决背景技术中的技术问题。
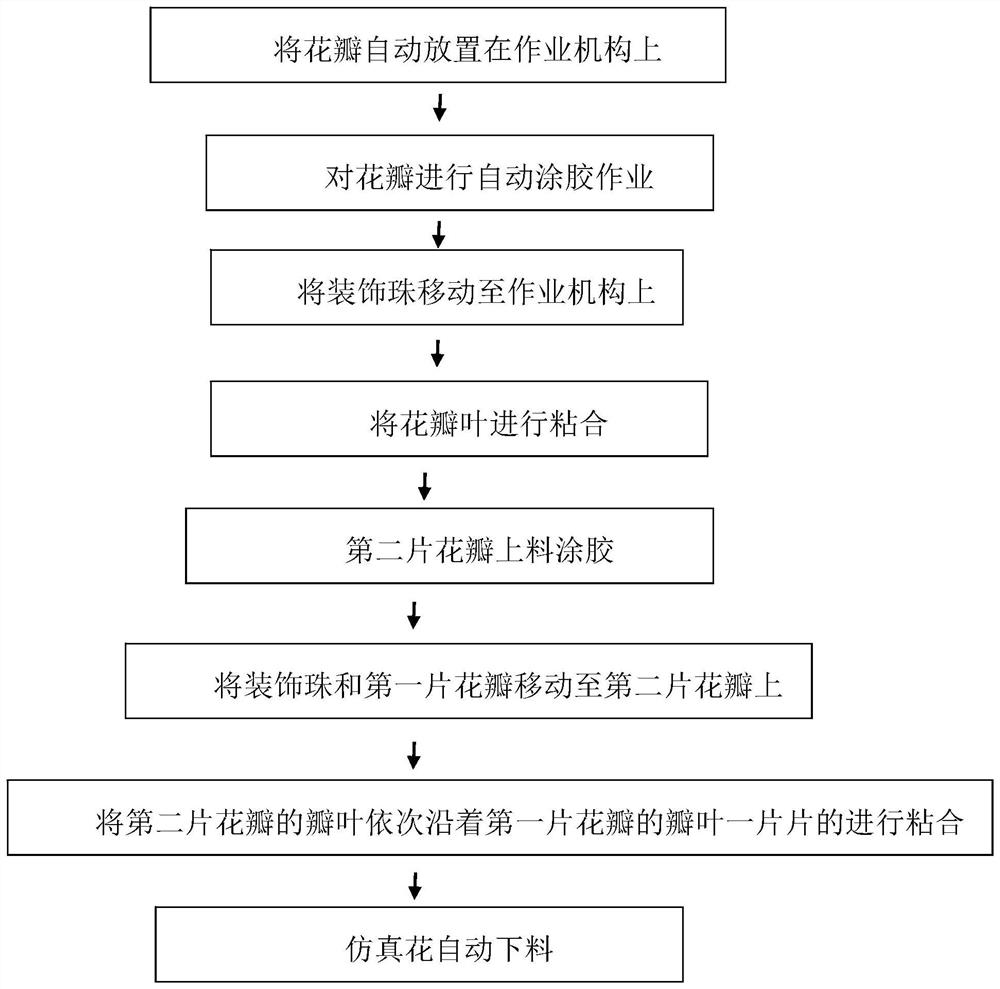
本发明提供一种仿真花自动粘合工艺,包括以下步骤:
步骤1.将花瓣自动放置在作业机构上:设置运输机构、作业机构、上料机构和下料机构,首先,上料机构内设有的第三电机通过驱动杆可以使锥齿轮组进行转动,锥齿轮组转动时可以带动第一连接组件进行转动,通过第一连接组件可以带动第二连接组件进行转动,第二连接组件可以带动其中一个接料治具进行角度的转动,并且所述第二连接组件通过第一齿轮与第二齿轮的啮合可以使第三连接组件进行转动,通过第三连接组件可以使另一个接料治具进行角度的转动,并且两个接料治具呈同步对向移动,使接料治具可以将花瓣进行上料,并且接料治具可以安稳的将花瓣放置在作业机构的花瓣放置板上;
步骤2.对花瓣进行自动涂胶作业:当花瓣放置在作业机构上后,花瓣涂胶部件内设有的胶液箱通过第二连接管可以将胶水移动至出料管内,在进行作业时,通过丝杆滑台的驱动可以使第一空心放置柱带动第一气、电机底座和第一电机进行水平移动,通过第一气缸可以使电机底座带动第一电机进行垂直移动,通过第一电机可以使出料管进行旋转,通过丝杆滑台和第一气缸的配合可以使出料管移动至作业机构的上方,通过出料管对花瓣进行涂胶作业;
步骤3.将装饰珠移动至作业机构上:花瓣涂胶后,装饰珠上料部件内设有的气压泵可以使吸料管产生吸力,通过丝杆滑台的驱动可以使放置箱带动第一电动推杆将吸料管移动至出料箱的上方,在通过第一电动推杆的驱动使吸料管将装饰珠吸住,然后通过丝杆滑台和第一电动推杆的驱动使吸料管将装饰珠移动至作业机构上,并且装饰珠在进行粘合作业时,吸料管会一直与装饰珠呈连接状态;
步骤4.将花瓣叶进行粘合:此时作业机构内设有的第二电机的驱动可以使旋转板进行转动,从而通过旋转板可以使第二电动推杆沿着若干推杆的底端进行转动,通过第二电动推杆的驱动可以使推杆带动花瓣粘合板进行移动,并且第二电机每带动转动板转动一次,第二电动推杆就会移动至下一个推杆的下方,由于花瓣粘合板和连接块与圆形杆呈活动连接,所述花瓣粘合板在移动时会沿着圆形杆进行角度的变动,从而花瓣粘合板会将位于花瓣放置板上的花瓣叶向上方顶,使花瓣叶进行粘合作业;
步骤5.第二片花瓣上料涂胶:然后通过装饰珠上料部件将装饰珠向上移动,使装饰珠带动第一片粘合在装饰珠上的花瓣同步移动,然后通过上料机构将第二片花瓣移动至作业机构上,通过花瓣涂胶部件将第二片花瓣进行涂胶;
步骤6.将装饰珠和第一片花瓣移动至第二片花瓣上:此时装饰珠上料部件再将装饰珠和第一片花瓣移动至第二片花瓣上;
步骤7.将第二片花瓣的瓣叶依次沿着第一片花瓣的瓣叶一片片的进行粘合:然后,通过作业机构将第二片花瓣的瓣叶依次沿着第一片花瓣的瓣叶一片片的进行粘合,通过重复上述步骤一次以上,来完成第一朵仿真花的成型;
步骤8.仿真花自动下料:在第一朵仿真花成型后,通过装饰珠上料部件将第一朵成型的仿真花移动至下料机构内,通过下料机构将成型的仿真花进行下料,从而完成仿真花的加工。
与现有技术相比较,本发明的有益效果在于:
其一,本申请通过运输机构、作业机构和上料机构的配合来完成对仿真花的加工,使仿真花完成成型的作业流程,解决了现有技术中每朵仿真花最后成型的形状一致性较差,且人工操作的容错率较低,需要很熟练的手法进行操作的问题。
其二,本申请通过上料机构对花瓣进行上料,通过作业机构和装饰珠上料部件的配合对花瓣进行粘合组装,通过装饰珠上料部件对成型的仿真花进行下料,可以解决现有技术中人工操作时容易损坏花瓣造成成品提高的问题,本申请还通过花瓣涂胶部件对花瓣进行涂胶,可以解决胶水容易粘合在工作人员手上,需要经常清洗,不然胶水会对工作人员造成伤害的问题。
其三,本申请通过运输机构、作业机构、上料机构和下料机构可以实现全自动化的仿真花加工流程,解决了现有技术找中人工操作的效率较低,影响生产效率的问题。
其四,本发明的工艺设计巧妙,工序间衔接顺畅,实现了将花瓣自动放置在作业机构上、对花瓣进行自动涂胶作业、将装饰珠移动至作业机构上、将花瓣叶进行粘合、第二片花瓣上料涂胶、将装饰珠和第一片花瓣移动至第二片花瓣上、将第二片花瓣的瓣叶依次沿着第一片花瓣的瓣叶一片片的进行粘合以及仿真花自动下料,自动化程度高,实现了仿真花自动化生产,一个人可以负责一条生产线,产能大幅提高,具有显著的经济价值。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明第一角度的立体结构示意图;
图2为本发明第二角度的立体结构示意图;
图3为本发明的局部剖视图;
图4为本发明的局部结构示意图;
图5为图4中B处的放大图;
图6为本发明中作业机构的示意图;
图7为本发明中作业机构的局部结构示意图;
图8为本发明中产品的粘合流程图一;
图9为本发明中产品的粘合流程图二;
图10为本发明的工艺流程图。
附图标记:运输机构1、支撑架11、丝杆滑台12、装饰珠上料部件13、储存箱131、出料箱132、放置箱133、第一电动推杆134、吸料管135、气压泵136、第一连接管137、花瓣涂胶部件14、第一空心放置柱141、第一气缸142、电机底座143、第一电机144、出料管145、胶液箱146、第二连接管147、作业机构2、工作台21、第二空心放置柱22、第二电机23、转动板24、第二电动推杆25、花瓣放置板26、固定块27、花瓣粘合板28、连接块29、圆形杆210、推杆211、上料机构3、旋转工作台31、旋转部件32、连接板321、接料治具322、第三电机323、驱动杆324、锥齿轮组325、第一连接组件326、第二连接组件327、第三连接组件328、第一齿轮329、第二齿轮3210、第一皮带轴3211、第二皮带轴3212、连接皮带3213、下料机构4、第二气缸41、连接杆42、推料板43、下料箱44。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
通常在此处附图中描述和显示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。
基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面结合图1至图10所示,本发明实施例提供了一种仿真花自动粘合工艺,包括以下步骤:
步骤1.将花瓣自动放置在作业机构上:设置运输机构1、作业机构2、上料机构3和下料机构4,首先,上料机构内设有的第三电机323通过驱动杆324可以使锥齿轮组325进行转动,锥齿轮组325转动时可以带动第一连接组件326进行转动,通过第一连接组件326可以带动第二连接组件327进行转动,第二连接组件327可以带动其中一个接料治具322进行角度的转动,并且所述第二连接组件327通过第一齿轮329与第二齿轮3210的啮合可以使第三连接组件328进行转动,通过第三连接组件328可以使另一个接料治具322进行角度的转动,并且两个接料治具322呈同步对向移动,使接料治具322可以将花瓣进行上料,并且接料治具322可以安稳的将花瓣放置花瓣放置板26上;
步骤2.对花瓣进行自动涂胶作业:当花瓣放置在作业机构上后,花瓣涂胶部件内设有的胶液箱146通过第二连接管147可以将胶水移动至出料管145内,在进行作业时,通过丝杆滑台12的驱动可以使第一空心放置柱141带动第一气缸142、电机底座143和第一电机144进行水平移动,通过第一气缸142可以使电机底座143带动第一电机144进行垂直移动,通过第一电机144可以使出料管145进行旋转,通过丝杆滑台12和第一气缸142的配合可以使出料管145移动至作业机构2的上方,通过出料管145对花瓣进行涂胶作业;
步骤3.将装饰珠移动至作业机构上:花瓣涂胶后,装饰珠上料部件内设有的气压泵136可以使吸料管135产生吸力,通过丝杆滑台12的驱动可以使放置箱133带动第一电动推杆134将吸料管135移动至出料箱132的上方,在通过第一电动推杆134的驱动使吸料管135将装饰珠吸住,然后通过丝杆滑台12和第一电动推杆134的驱动使吸料管135将装饰珠移动至作业机构2上,并且装饰珠在进行粘合作业时,吸料管135会一直与装饰珠呈连接状态:
步骤4.将花瓣叶进行粘合:此时作业机构内设有的第二电机23的驱动可以使旋转板进行转动,从而通过旋转板可以使第二电动推杆25沿着若干推杆211的底端进行转动,通过第二电动推杆25的驱动可以使推杆211带动花瓣粘合板28进行移动,并且第二电机23每带动转动板24转动一次,第二电动推杆25就会移动至下一个推杆211的下方,由于花瓣粘合板28和连接块29与圆形杆210呈活动连接,所述花瓣粘合板28在移动时会沿着圆形杆210进行角度的变动,从而花瓣粘合板28会将位于花瓣放置板26上的花瓣叶向上方顶,使花瓣叶进行粘合作业;
步骤5.第二片花瓣上料涂胶:然后通过装饰珠上料部件13将装饰珠向上移动,使装饰珠带动第一片粘合在装饰珠上的花瓣同步移动,然后通过上料机构3将第二片花瓣移动至作业机构2上,通过花瓣涂胶部件14将第二片花瓣进行涂胶;
步骤6.将装饰珠和第一片花瓣移动至第二片花瓣上:此时装饰珠上料部件13再将装饰珠和第一片花瓣移动至第二片花瓣上;
步骤7.将第二片花瓣的瓣叶依次沿着第一片花瓣的瓣叶一片片的进行粘合:通过作业机构2将第二片花瓣的瓣叶依次沿着第一片花瓣的瓣叶一片片的进行粘合,通过重复上述步骤一次以上,来完成第一朵仿真花的成型;
步骤8.仿真花自动下料:在第一朵仿真花成型后,通过装饰珠上料部件13将第一朵成型的仿真花移动至下料机构4内,通过下料机构4将成型的仿真花进行下料,从而完成仿真花的加工。
所述运输机构1设置在作业机构2的顶部,所述运输机构1内包括装饰珠上料部件13、花瓣涂胶部件14,所述装饰珠上料部件13和花瓣涂胶部件14均与作业机构2上下对应,所述上料机构3设置在作业机构2的一侧,所述上料机构3与作业机构2对应,所述下料机构4设置在作业机构2上,所述下料机构4与装饰珠上料部件13上下对应;
在进行作业时,首先通过上料机构3将第一片花瓣上料至作业机构2上,然后装饰珠上料部件13将装饰珠进行准备上料工序,通过花瓣涂胶部件14对花瓣进行涂胶,完成涂胶后,装饰珠移动至第一片花瓣的中间位置,通过作业机构2将第一片花瓣的瓣叶依次沿着装饰珠一片片的进行粘合,第一片花瓣全部粘合在装饰珠上后,通过装饰珠上料部件13将装饰珠向上移动,使装饰珠带动第一片粘合在装饰珠上的花瓣同步移动,然后通过上料机构3将第二片花瓣移动至作业机构2上,通过花瓣涂胶部件14将第二片花瓣进行涂胶,此时装饰珠上料部件13再将装饰珠和第一片花瓣移动至第二片花瓣上,通过作业机构2将第二片花瓣的瓣叶依次沿着第一片花瓣的瓣叶一片片的进行粘合,通过重复上述步骤来完成第一朵仿真花的成型,在第一朵仿真花成型后,通过装饰珠上料部件13将第一朵成型的仿真花移动至下料机构4内,通过下料机构4将成型的仿真花进行下料,从而完成仿真花的加工;
本申请的加工顺序为:第一片花瓣上料、第一片花瓣涂胶、装饰珠上料、装饰珠与花瓣粘合、第二片花瓣上料、第二片花瓣涂胶、第一片花瓣与第二片花瓣粘合,重复上述花瓣上料、花瓣涂胶、花瓣与花瓣的粘合的步骤,而重复的次数,可以根据花瓣的结构以及用户的要求来选择,至少需要重复一次以上,待完成仿真花成型后下料。
本申请解决了以下问题:
一:上述作业中,本申请通过运输机构1、作业机构2和上料机构3的配合来完成对仿真花的加工,使仿真花完成成型的作业流程,解决了现有技术中每朵仿真花最后成型的形状一致性较差,且人工操作的容错率较低,需要很熟练的手法进行操作的问题;
二:上述作业中,本申请通过上料机构3对花瓣进行上料,通过作业机构2和装饰珠上料部件13的配合对花瓣进行粘合组装,通过装饰珠上料部件13对成型的仿真花进行下料,可以解决现有技术中人工操作时容易损坏花瓣造成成品提高的问题,本申请还通过花瓣涂胶部件14对花瓣进行涂胶,可以解决胶水容易粘合在工作人员手上,需要经常清洗,不然胶水会对工作人员造成伤害的问题;
三:上述作业中,本申请通过运输机构1、作业机构2、上料机构3和下料机构4可以实现全自动化的仿真花加工流程,解决了现有技术找中人工操作的效率较低,影响生产效率的问题。
具体的,所述运输机构1还包括支撑架11和丝杆滑台12,所述支撑架11设置在作业机构2的上方,所述丝杆滑台12设置在支撑架11的顶部,所述丝杆滑台12上设有两个移动端,所述丝杆滑台12上设有的两个移动端分别与装饰珠上料部件13和花瓣涂胶部件14连接,所述装饰珠上料部件13和花瓣涂胶部件14并列设置在支撑架11的下方,且所述装饰珠上料部件13和花瓣涂胶部件14均位于作业机构2的上方。
具体的,所述装饰珠上料部件13包括储存箱131、出料箱132、放置箱133、第一电动推杆134、吸料管135、气压泵136和第一连接管137,所述储存箱131设置在支撑架11的下方,所述出料箱132设置在储存箱131上,且所述出料箱132位于储存箱131的一侧,所述放置箱133移动丝杆滑台12上的其中一个移动端连接,所述第一电动推杆134设置在放置箱133内,所述第一电动推杆134的输出端与吸料管135的一端连接,所述吸料管135的另一端贯穿放置箱133的底端并且延伸出放置箱133外,所述吸料管135与作业机构2以及出料箱132对应,所述气压泵136设置在支撑架11的上方,所述第一连接管137的一端与气压泵136连接,所述第一连接管137的另一端与吸料管135的另一端连接;
储存箱131用于储存装饰珠,出料箱132用于将储存箱131内的装饰珠移出,使装饰珠与吸料管135对应,在进行作业时,通过气压泵136可以使吸料管135产生吸力,通过丝杆滑台12的驱动可以使放置箱133带动第一电动推杆134将吸料管135移动至出料箱132的上方,在通过第一电动推杆134的驱动使吸料管135将装饰珠吸住,然后通过丝杆滑台12和第一电动推杆134的驱动使吸料管135将装饰珠移动至作业机构2上,并且装饰珠在进行粘合作业时,吸料管135会一直与装饰珠呈连接状态,从而完成装饰珠上的上料作业。
具体的,所述花瓣涂胶部件14包括第一空心放置柱141、第一气缸142、电机底座143、第一电机144、出料管145、胶液箱146和第二连接管147,所述第一空心放置柱141与丝杆滑台12上的另一个移动端连接,所述第一气缸142、电机底座143和第一电机144均设置在第一空心放置柱141内,所述第一气缸142的输出端与电机底座143连接,所述第一电机144设置在电机底座143上,所述第一电机144的输出端与出料管145的一端连接,所述出料管145的另一端贯穿第一空心放置柱141的底部并且延伸出第一空心放置柱141外,并且所述出料管145的另一端呈弯折状,所述胶液箱146设置在支撑架11的上方,并且所述胶液箱146位于气压泵136的一侧,所述第二连接管147的一端与胶液箱146连接,所述第二连接管147的另一端与第二连接管147的另一端连接;
胶液箱146通过第二连接管147可以将胶水移动至出料管145内,在进行作业时,通过丝杆滑台12的驱动可以使第一空心放置柱141带动第一气缸142、电机底座143和第一电机144进行水平移动,通过第一气缸142可以使电机底座143带动第一电机144进行垂直移动,通过第一电机144可以使出料管145进行旋转,通过丝杆滑台12和第一气缸142的配合可以使出料管145移动至作业机构2的上方,通过出料管145对花瓣进行涂胶作业。
具体的,所述作业机构2包括工作台21、第二空心放置柱22、第二电机23、转动板24、第二电动推杆25、花瓣放置板26、固定块27、花瓣粘合板28、连接块29、圆形杆210和推杆211,所述工作台21设置在支撑架11的下方,所述第二空心放置柱22设置在工作台21的下方,所述第二电机23、转动板24和第二电动推杆25均设置在第二空心放置柱22内,所述第二电机23的输出端与转动板24连接,所述转动板24与工作台21的底部活动连接,所述第二电动推杆25设置在转动板24上的一侧,所述花瓣放置板26设置在工作台21上,且所述花瓣放置板26位于第二空心放置柱22的上方,所述固定块27、花瓣粘合板28、连接块29和推杆211均设有若干个,若干所述固定块27均依次间隔设置在花瓣放置板26上,所述圆形杆210设置在花瓣放置板26的外侧,并且若干所述固定块27均与圆形杆210固定连接,若干连接块29均依次间隔活动设置在圆形杆210上,每个所述连接块29均与一个花瓣粘合板28连接,每个所述推杆211均设置在一个花瓣粘合板28的下方,并且所述第二电动推杆25分别与每个推杆211连接;
在进行作业时,通过第二电机23的驱动可以使旋转板进行转动,从而通过旋转板可以使第二电动推杆25沿着若干推杆211的底端进行转动,通过第二电动推杆25的驱动可以使推杆211带动花瓣粘合板28进行移动,并且第二电机23每带动转动板24转动一次,第二电动推杆25就会移动至下一个推杆211的下方,由于花瓣粘合板28和连接块29与圆形杆210呈活动连接,所述花瓣粘合板28在移动时会沿着圆形杆210进行角度的变动,从而花瓣粘合板28会将位于花瓣放置板26上的花瓣叶向上方顶,使花瓣叶进行粘合作业。
具体的,所述上料机构3包括旋转工作台31和两组旋转部件32,所述旋转工作台31设置在工作台21的一侧,两组所述旋转部件32对称设置在旋转工作台31上,两组所述旋转部件32内均包括连接板321、接料治具322、第三电机323、驱动杆324、锥齿轮组325、第一连接组件326、第二连接组件327、第三连接组件328、第一齿轮329和第二齿轮3210,所述连接板321的一端与旋转工作台31连接,所述接料治具322设有两个,两个所述接料治具322对称活动设置在连接板321的另一端上,所述第三电机323设置在连接板321上,所述第三电机323的输出端与驱动杆324的一端连接,所述驱动杆324的另一端与锥齿轮组325的一端连接,所述第一连接组件326、第二连接组件327和第三连接组件328内均包括第一皮带轴3211、第二皮带轴3212和连接皮带3213,所述连接皮带3213的两端分别与第一皮带轴3211和第二皮带轴3212连接,所述锥齿轮组325的另一端与第一连接组件326内设有的第一皮带轴3211连接,所述第一连接组件326内设有的第二皮带轴3212与第二连接组件327内设有的第一皮带轴3211连接,所述第二连接组件327内设有的第二皮带轴3212与其中一个接料治具322连接,所述第一齿轮329设置在第二连接组件327内第一皮带轴3211的下方,所述第二齿轮3210设置在第三连接组件328内第一皮带轴3211的下方,所述第一齿轮329组第二齿轮3210啮合,所述第三连接组件328内设有的第二皮带轴3212与另一个接料治具322连接;
在进行作业时,第三电机323通过驱动杆324可以使锥齿轮组325进行转动,锥齿轮组325转动时可以带动第一连接组件326进行转动,通过第一连接组件326可以带动第二连接组件327进行转动,第二连接组件327可以带动其中一个接料治具322进行角度的转动,并且所述第二连接组件327通过第一齿轮329与第二齿轮3210的啮合可以使第三连接组件328进行转动,通过第三连接组件328可以使另一个接料治具322进行角度的转动,并且两个接料治具322呈同步对向移动,使接料治具322可以将花瓣进行上料,并且接料治具322可以安稳的将花瓣放置花瓣放置板26上。
具体的,所述下料机构4包括第二气缸41、连接杆42、推料板43和下料箱44,所述第二气缸41设置在工作台21上,所述第二气缸41的输出端与连接杆42的一端连接,所述连接杆42的另一端贯穿下料箱44与推料板43连接,所述推料板43设置在下料箱44内,所述下料箱44设置在工作台21上;
在进行作业时,通过装饰珠上料部件将成型的仿真花放置在下料箱44内时,通过第二气缸41的驱动可以使连接杆42带动推料板43进行移动,推料板43在移动时可以将成型的仿真花推出下料箱44外,使仿真花移动至下一步骤,从而完成仿真花的自动下料。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种仿真花自动粘合工艺
- 一种仿真花自动生产工艺