曲轴坯件、曲轴坯件组装方法和曲轴坯件批量制造方法
文献发布时间:2023-06-19 09:55:50
技术领域
本发明属于液体变容式机械技术领域,涉及一种旋转式压缩机,特别是一种旋转式压缩机曲轴坯件。
本发明属于液体变容式机械技术领域,涉及一种旋转式压缩机,特别是一种旋转式压缩机曲轴坯件组装方法。
本发明属于液体变容式机械技术领域,涉及一种旋转式压缩机,特别是一种旋转式压缩机曲轴坯件批量制造方法。
背景技术
旋转式压缩机尤其适合应用于小型空调器,特别是在家用空调器上的应用更为广泛。随着社会发展,旋转式压缩机和空调器的销量逐年递增;旋转式压缩机对环保、节能和降耗等技术要求不断提高,低氟、无氟冷媒在空调压缩机和空调器中被限期强制使用。
采用R134a、R407c、R410a等冷媒的压缩机比采用R22冷媒的压缩机工作压力提高60%,即由16kg/cm²提高到26-28kg/cm²。变频压缩机比定频压缩机转速更大,变速频繁。二氧化碳热泵热水器压缩机吸入口压力达到3.5-4Mpa,出口压力达到8-12Mpa;二氧化碳热泵热水器压缩机出入口压力是传统冷媒旋转式压缩机出入口压力的5-10倍。总之,新型旋转式压缩机对曲轴的强度、耐磨性、耐疲劳性和使用寿命等技术要求更高。
目前,压缩机配件生产企业都是根据压缩机曲轴技术要求制定最优的制造工艺,如定频压缩机曲轴、变频压缩机曲轴以及二氧化碳热泵热水器压缩机曲轴等曲轴的制造工艺都是不相同的,所采用的设备也不完全相同。压缩机配件生产企业在实际生产中存在着生产面积越来越大、生产设备越来越多、投入成本越来越高、设备利用率均衡性较差,这些问题进而导致压缩机零部件成本无法降低,生产效率无法提高。
发明内容
本发明提出了一种压缩机曲轴坯件,本发明要解决的技术问题是如何提出一种能适用于不同技术生产的压缩机曲轴坯件,最好能够降低曲轴坯件制造成本。
本发明提出了一种压缩机曲轴坯件组装方法,本发明要解决的技术问题是如何提出一种适合工业化生产的压缩机曲轴坯件组装方法,最好能够降低曲轴坯件制造成本。
本发明提出了一种压缩机曲轴坯件批量制造方法,本发明要解决的技术问题是如何提出一种适合工业化批量生产且能生产不同技术要求曲轴坯件的压缩机曲轴坯件制造方法,最好能够降低曲轴坯件制造成本。
本发明的要解决的技术问题可通过下列技术方案来实现:一种压缩机曲轴坯件由空心的长轴、实心的短轴和具有轴孔的偏心套组成,短轴的一端部穿设在偏心套的轴孔内,短轴与偏心套紧配合;长轴与短轴同轴心设置,长轴的一端部与短轴一端部之间以及长轴的一端部与偏心套之间均采用焊接固连。
压缩机曲轴坯件是指未经机加工的零件。长轴采用空心结构,使得后续加工中无需在长轴内钻中心孔,实现提高加工效率以及降低加工成本。短轴采用实心结构,使得短轴的强度较高,这样尽可能地避免短轴与偏心套紧配合过程中产生变形。将压缩机曲轴坯件拆分为长轴、短轴和偏心套,这样各个零件均独立制造;进而每种零件均能制得多个技术要求。
在上述的压缩机曲轴坯件中,所述短轴与偏心套配合过盈量为0.02mm-0.04mm。
在上述的压缩机曲轴坯件中,所述偏心套内具有去重孔。
在上述的压缩机曲轴坯件中,所述短轴中具有花键段,花键段与偏心套之间通过花键配合。
在上述的压缩机曲轴坯件中,所述短轴中还具有焊接连接段,焊接连接段位于长轴空腔内中,焊接使焊接连接段与长轴固连在一起。
在上述的压缩机曲轴坯件中,所述短轴与偏心套之间接缝与长轴的端面正对。
在上述的压缩机曲轴坯件中,所述焊接还使短轴和偏心套固连在一起。
一种压缩机曲轴坯件组装方法是依次按下述顺序步骤进行,第一步,先使短轴与偏心套的轴孔同轴心设置,再将短轴与偏心套压装在一起,短轴穿过偏心套的轴孔;第二步,先使长轴与短轴同轴心设置,再将长轴的一端部与短轴和偏心套之间采用焊接在一起,制得上述压缩机曲轴坯件。
组装时先将短轴和偏心套压在一起,这样有利于摩擦焊焊接操作,由此一次摩擦焊便能将长轴的一端部与短轴和偏心套焊接在一起。将压缩机曲轴坯件拆分为长轴、短轴和偏心套,有利于采用成熟的紧配合压装和摩擦焊工艺进行组装,进而降低制造难度,降低组装成本,以及提高组装效率和组装品质一致性。
一种压缩机曲轴坯件批量制造方法是依次按下述顺序步骤进行,第一步,不分先后顺序批量制造长轴、短轴和偏心套,长轴、短轴和偏心套三种零件中至少一种零件制造多个批次,且多个批次的这种零件技术要求不完全相同;
第二步,选择上述的长轴、短轴和偏心套,长轴、短轴和偏心套三种零件中至少一种零件在多个批次中进行选择且选择的这种零件技术要求不完全相同;采用上述组装方法进行组装,得到多种技术要求的压缩机曲轴坯件。
同一零件通常制造多个批次且这种零件技术要求不完全相同,即同一种零件具有多个技术要求;如未经氮化处理且采用粉末冶金烧结而成的偏心套和经过氮化处理且采用粉末冶金烧结而成的偏心套,即偏心套具有两种技术要求。
压缩机曲轴坯件组装时通常根据压缩机曲轴坯件的技术要求选择合适材料和合适工艺制成的长轴、短轴和偏心套。例如常规定频旋转式压缩机曲轴的长轴、短轴均选用低碳钢制成,偏心套采用粉末冶金烧结而成;变频旋转式压缩机曲轴的长轴和短轴均选用低碳钢制成,以及对长轴和短轴进行淬火处理,偏心套采用粉末冶金烧结而成;二氧化碳热泵热水器压缩机曲轴的长轴和短轴均选用中碳钢制成,以及对长轴和短轴进行淬火处理,偏心套采用粉末冶金烧结而成,并对偏心套进行氮化处理。
概括来说,同一零件可应用在不同技术要求的曲轴中,如烧结而成的偏心套既能应用在常规定频旋转式压缩机曲轴中,也能应用在变频旋转式压缩机曲轴中;不同技术要求曲轴中相同的零件制造工序大部分相同,如未经氮化处理的偏心套可应用在变频旋转式压缩机曲轴中,经过氮化处理的偏心套可应用在二氧化碳热泵热水器压缩机曲轴中。
与现有技术相比,本压缩机曲轴坯件将整体合理地拆分为长轴、短轴和偏心套三个零件,使得三个零件能根据技术要求灵活地选择材料和制造工艺,进而既保证曲轴符合技术要求,又能制得多种技术要求的零件。更为重要的是多种技术要求的零件通常仅材料不同或热处理工艺不同,使得相同零件绝大部分制造工序都相同。
对于同时生产不同技术要求曲轴的生产企业来说,可根据曲轴技术要求灵活选择不同技术要求的长轴、短轴和偏心套进行装配,通过合理地试验不仅保证曲轴符合技术要求,还能选用制造成本最低的零件,进而降低曲轴制造成本。
采用上述批量制造方法生产压缩机曲轴坯件,显著降低研发成本,简化生产流程,提高研发和生产效率;以及提高设备利用率和设备使用均衡性。概括来说,这种压缩机曲轴坯件结构和压缩机曲轴坯件批量制造方法不仅保证生产企业能生产出不同技术要求的曲轴,还保证曲轴符合技术要求,降低曲轴制造成本,提高曲轴生产效率。
附图说明
图1是压缩机曲轴坯件的立体结构示意图。
图2是压缩机曲轴坯件的分解结构示意图。
图3是短轴和偏心套压装在一起所处状态的立体结构示意图。
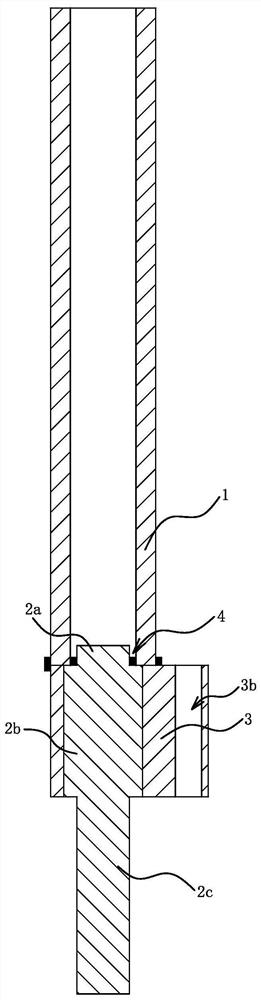
图4是压缩机曲轴坯件的剖视结构示意图。
图中,1、长轴;2、短轴;2a、焊接连接段;2b、花键段;2c、主轴段;3、偏心套;3a、轴孔;3b、去重孔;4、间隙。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1至图4所示,一种压缩机曲轴坯件由空心的长轴1、实心的短轴2和偏心套3组成。
短轴2从一端到另一端依次为焊接连接段2a、花键段2b和主轴段2c,花键段2b上具有花键齿。偏心套3内具有轴孔3a,轴孔3a偏离偏心套3的轴心,轴孔3a侧面上具有花键槽。短轴2的一端部穿设在偏心套3的轴孔3a内;具体来说短轴2的花键段2b位于轴孔3a内,花键齿嵌入轴孔3a的花键槽内,短轴2与偏心套3紧配合;其过盈量为0.02mm-0.04mm。短轴2与偏心套3之间通常采用成熟的压装工艺组装,短轴2与偏心套3之间采用上述连接结构具有连接强度大,保证偏心套3相对于短轴2无法周向转动,以及具有组装效率高,组装成本低等优点。
偏心套3内还具有去重孔3b,这样能降低偏心重量,进而减少压缩机运转时曲轴偏心力矩和噪音,提高压缩机的性能,降低压缩机的能耗。
长轴1与短轴2同轴心设置,长轴1的一端部与短轴2一端部之间采用焊接固连。焊接连接段2a位于长轴1空腔内中,焊接连接段2a的外侧面与长轴1的内侧面之间具有间隙4,焊接产生的熔液填充上述间隙4,进而提高长轴1与短轴2之间焊接连接面积,实现提高长轴1与短轴2的连接强度。长轴1的一端部与偏心套3之间也采用焊接固连,这样不仅提高长轴1安装牢固性,还避免短轴2与偏心套3之间产生轴向移动。
如图1至图4所示,一种压缩机曲轴坯件组装方法是依次按下述顺序步骤进行,第一步,先使短轴2与偏心套3的轴孔3a同轴心设置,再将短轴2与偏心套3压装在一起,短轴2穿过偏心套3的轴孔3a;直至花键段2b的端面与偏心套3的端面齐平。第二步,先使长轴1与短轴2同轴心设置,通过控制轴孔3a的直径,保证短轴2与偏心套3之间接缝与长轴1的端面正对;再将长轴1的一端部与短轴2和偏心套3之间采用摩擦焊焊接在一起,制得上述压缩机曲轴坯件。在摩擦焊加工过程中,长轴1、短轴2和偏心套3的材料均熔化,熔液不仅使花键段2b的端部和偏心套3的端部与长轴固连在一起,以及使短轴2和偏心套3固连在一起;熔液还填充入上述焊接连接段2a与长轴1之间间隙4,熔液固化便将焊接连接段2a与长轴1固连在一起;进而显著提高各个零件之间连接强度。摩擦焊也为成熟工艺,不仅能保证焊接品质,还能提高生产效率,降低生产成本。
压缩机曲轴坯件批量制造是指批量制造多种技术要求的曲轴坯件,如适合普通定频压缩机使用的曲轴、适合变频压缩机使用的曲轴和适合二氧化碳热泵热水器压缩机使用的曲轴。
一种压缩机曲轴坯件批量制造方法是依次按下述顺序步骤进行,第一步,不分先后顺序批量制造长轴1、短轴2和偏心套3,长轴1、短轴2和偏心套3三种零件中至少一种零件制造多个批次,且多个批次的这种零件技术要求不完全相同。如长轴1具有三种技术要求,1、长轴1采用低碳钢无缝钢管切割而成;2、长轴1先采用低碳钢无缝钢管切割而成,再进行淬火处理;3、长轴1先采用中碳钢无缝钢管切割而成,再进行淬火处理。又如短轴2具有三种技术要求,1、短轴2采用低碳钢作为原料,通过冷挤压成型制得;2、短轴2采用低碳钢作为原料,先通过冷挤压成型,再进行淬火处理制得;3、短轴2采用中碳钢作为原料,先通过冷挤压成型,再进行淬火处理制得。又如偏心套3具有两种技术要求,1、偏心套3采用粉末冶金烧结而成,2、偏心套3先采用粉末冶金烧结成型,再进行氮化处理。作为优先,不同技术要求的同一种零件在原材料上相同和/或部分制造工序相同,这样能显著降低零件制造成本,提高材料利用率和设备利用率。
第二步,选择上述的长轴1、短轴2和偏心套3,长轴1、短轴2和偏心套3三种零件中至少一种零件在多个批次中进行选择且选择的这种零件技术要求不完全相同;采用上述组装方法进行组装,得到多种技术要求的压缩机曲轴坯件。在实际生产中通常根据曲轴技术要求选择合适技术要求的长轴1、短轴2和偏心套3进行组装。如常规定频旋转式压缩机的曲轴选用低碳钢无缝钢管切割而成的长轴1、采用低碳钢作为原料,通过冷挤压成型制得的短轴2以及采用粉末冶金烧结而成的偏心套3。又如变频旋转式压缩机的曲轴选用低碳钢无缝钢管切割而成且进行过淬火处理的长轴1、采用低碳钢作为原料,通过冷挤压成型且进行过淬火处理的短轴2以及采用粉末冶金烧结而成的偏心套3。又如二氧化碳热泵热水器压缩机的曲轴选用中碳钢无缝钢管切割而成且进行过淬火处理的长轴1、采用中碳钢作为原料,通过冷挤压成型且进行过淬火处理的短轴2以及采用粉末冶金烧结而成且进行过氮化处理的偏心套3。
- 曲轴坯件、曲轴坯件组装方法和曲轴坯件批量制造方法
- 旋转式压缩机曲轴坯件制造方法