一种PCB电路板包装机
文献发布时间:2023-06-19 10:02:03
技术领域
本发明涉及电路板包装领域,尤其涉及一种PCB电路板包装机。
背景技术
PCB电路板在生产之后往往需要经过包装打包的工序,传统的PCB电路板打包是通过专门打包的机器将整理后的PCB电路板用气泡膜包裹起来,经过热熔实现密封封口,随后进行装箱。
如专利号为CN201810150715.3的中国发明申请就公开了《一种PCB载板自动上气泡膜包装机及其作业方法》,该包装机通过下压机构、裁剪机构、拉料机构、夹持机构和控制面板的配合,能够将气泡膜自动放置在PCB载板上,无需人工上料即可进行包装和切割,降低了人工劳动量和生产成本;又如专利号为CN202010011221.4的中国发明申请公开了《一种全自动气泡膜包装PCB成品机械》,该装置能够将PCB成品自动放置在热封切所成的气泡膜袋内,同样实现了自动的封切和包装。虽然上述采用气泡膜的包装方式能够实现PCB板的包装,但是采用气泡膜包装需要经过繁琐的缠绕动作,还需要准备气泡膜等原料,十分不便,大大的降低了包装效率。
如图1、图2所示,为生产后的PCB电路板示意图,其中图1中的PCB电路板盛放在料盘内,且第一面101朝上,在PCB电路板在第一面101上设有液晶屏幕103,而图2中,PCB电路板的第二面102上设有变压器104。输送时PCB电路板的状态应为第二面102朝上,第一面101朝下的状态,即将液晶屏幕103包裹在输送箱体内,避免运输造成液晶屏幕103损坏。
发明内容
本发明所要解决的第一个技术问题是针对现有技术的现状,提供一种实现PCB电路板自动上料、翻转和下料码垛的PCB电路板包装机。
本发明所要解决的第二个技术问题是针对现有技术的现状,提供一种能在装载前对PCB电路板进行翻转的PCB电路板包装机。
本发明所要解决的第三个技术问题是针对现有技术的现状,提供一种仅通过一个夹料装置即可实现对PCB电路板和吸塑盘分别抓取的PCB电路板包装机。
本发明所要解决的第四个技术问题是针对现有技术的现状,提供一种实现承载有吸塑盘的箱体在处于第一输送台与中转台之间以及中转台第二输送台之间时能顺利送料的PCB电路板包装机。
本发明解决上述第一个技术问题所采用的技术方案为:一种PCB电路板包装机,包括:
机架;
所述机架具有用来将PCB电路板放置在吸塑盘上的中转台,还包括有:
翻料机构,设于机架上,用来将料盘中的PCB电路板取出并将取出后的PCB电路板由第一面朝上翻转至第二面朝上状态;
第一输送台,用来向中转台输送空置的吸塑盘,布置在所述中转台的其中一侧,其出口端连接在所述中转台的进口端;
第二输送台,沿吸塑盘的输送方向布置在所述中转台的下游,其进口端连接在所述中转台的出口端;
夹料装置,布置在所述中转台的上方且其输出端具有用来抓取PCB电路板、且能在翻料机构和中转台之间来回移动的抓取机构,用来将翻料机构处翻转后的PCB电路板抓取并放置在中转台对应的吸塑盘内。
为了确保夹料装置中的夹取机构能够合理的在翻料机构和中转台之间来回移动,优选地,所述第一输送台和第二输送台并排布置在所述中转台的同一侧,且所述第一输送台和第二输送台运料方向相反,所述中转台的运料方向与第一输送台、第二输送台的运料方向相垂直,所述翻料机构布置在所述中转台的另一侧。
为了确保盛装在料盘内的PCB电路板能输送至翻料机构,优选地,所述翻料机构具有运料台,该运料台具有用来向翻料机构输送盛放有PCB电路板的料盘的第一输送带以及用来将空置的料盘输出的第二输送带。
为了进一步解决上述第二个技术问题,实现PCB电路板的翻转,本发明所采用的技术方案为:所述翻转组件还包括带有负压吸盘的翻转台板和第一驱动机构,所述第一输送带在邻近其出口的位置设有支撑架,所述翻转台板转动地设于该支撑架上,且该翻转台板的转动轴线沿PCB电路板的输送方向延伸,所述第一驱动机构的动力输出端与所述翻转台板驱动连接,以驱动所述翻转台板转动。
翻转台板的翻转动作可以采用不同的形式,优选地,所述支撑架有两个,两个所述支撑架沿PCB电路板的输送方向间隔布置,所述翻转台板设于两个支撑架之间;各所述支撑架在对应位置各自开设有轴孔,所述翻转台板的两端均设有定位座,且对于每个定位座,在邻近对应轴孔的一侧均凸设有与轴孔相适配的转轴部,所述翻转台板通过转轴部与对应轴孔的配合从而相对支撑架转动,这样通过定位座与支撑架配合来实现翻转动作,可以最大程度的减少翻转所占用的空间,确保翻转的可靠性。
为了方便翻转台板对待翻转PCB电路板的抓取,优选地,所述定位座在邻近翻转台板的一侧开设有滑槽,所述翻转台板的两端分别设有与对应滑槽相匹配的滑块,所述翻转台板的上方还布置有第二驱动机构,所述第二驱动机构的动力输出端与所述翻转台板驱动连接,以驱动翻转台板通过滑块和滑槽的滑动匹配而相对所述定位座往复滑移,从而使翻转台板在翻转前后能带动所述负压吸盘同步相对于移动至翻料机构处的吸塑盘上下移动。
为了进一步解决上述第三个技术问题,实现夹料装置对PCB电路板和吸塑盘的移动,本发明所采用的技术方案为:所述夹料装置还包括有悬臂,该悬臂设于机架上且布置在所述中转台的上方,所述抓取机构连接在所述悬臂上,该抓取机构包括第一夹爪和第二夹爪,其中:
第一夹爪,用来将第一上料位处的吸塑盘抓取至中转台上;
第二夹爪,至少有两个且布置在所述第一夹爪的周向间隔布置,用来将第二上料位处的PCB电路板抓取至吸塑盘上,通过抓取机构的第一夹爪和第二夹爪来对流水线上待装配的PCB电路板与吸塑盘进行分别的抓取,这样一个抓取机构的设置形式,使得第一夹爪和第二夹爪在实现各自功能的同时还受到悬臂的约束,确保不会因为各自的抓取动作而产生相互干渉。
为了方便调整PCB电路板在转载至吸塑盘时的角度和姿态,优选地,所述第一夹爪、第二夹爪均通过安装板连接在所述悬臂上,所述悬臂底部设有连接轴,所述安装板上开设有供连接轴穿过的轴孔,还包括有第三驱动机构,所述第三驱动机构的动力输出端与所述连接轴驱动连接,进而驱动安装板带动第一夹爪、第二夹爪同步相对机架以连接轴的轴线为轴转动。
为了进一步确保对PCB电路板夹持稳定,所述第一夹爪具有夹持件和用来吸持变压器顶部的第一吸盘,所述夹持件的动力输出端具有相对布置的两个夹片,两个所述夹片之间形成用来夹持变压器侧布的夹持区间,且两个所述夹片能相向或者相背离移动进而夹紧或者松开PCB板上的变压器,所述第一吸盘布置在夹持件的上方,且其竖向投影落在所述夹持区间内,这样在两个夹片夹持变压器之前,可以通过吸盘吸持进行初步定位,确保PCB电路板的包装位置。
为了实现对吸塑盘的夹持,优选地,所述第一夹爪还包括有第一升降板和第一气缸,所述夹持件和第一吸盘均连接在该第一升降板上,并且,所述第一气缸的动力输出端与所述第一升降板驱动连接,进而驱动该第一升降板带动夹持件、第一吸盘同步上下移动。
为了在对PCB电路板抓取的同时,还能兼顾对吸塑盘的抓取,所述第二夹爪包括第二气缸、第二吸盘和第二升降板,所述第二吸盘连接在第二升降板上,所述第二气缸的动力输出端与所述第二升降板驱动连接,进而驱动第二升降板和第二吸盘同步上下移动。
为了进一步解决上述第四个技术问题,确保装载有吸塑盘的箱体,能按照工序从第一输送台移送至中转台,装载后再由中转台移送至第二输送台,本发明所采用的技术方案为:该包装机还包括有中转机构,所述中转机构有两组,分别布置在所述中转台的进口端和出口端,用来将第一输送台出口端的吸塑盘输送至中转台上或者将中转台出口端的吸塑盘输送至第二输送台上。
具体地,所述中转机构包括送料座和第一升降组件,所述中转台上设置有支撑板,所述送料座布置在所述支撑板的上方,所述第一升降组件具有第一驱动器,该第一驱动器的动力输出端与所述送料座驱动连接,进而驱动所述送料座相对支撑板上下移动。
为了进一步确保中转机构在不用时不会干涉箱体的输送,所述送料座具有底板,所述第一驱动器的输出轴连接在该底板上,且所述第一升降组件还包括有设于所述支撑板上的导向杆,在所述底板上设有与所述导向杆匹配的滑套,所述送料座通过其底板上的滑套与导向杆的滑动配合,而相对所述支撑板上下移动。
作为改进,所述送料座还包括有第二驱动器和两个侧板,两个所述侧板的延伸方向与吸塑盘在中转台上的行进方向相垂直,且沿吸塑盘的行进方向间隔布置,每个侧板在其前后两端均设有第三传动轮,所述第二驱动器布置在两个侧板之间,且其输出轴上连接有第四传动轮,所述第二驱动器通过依次绕设在第四传动轮和两个第三传动轮上的送料带,从而驱动第四传动轮和两个第三传动轮联动,进而使送料带输送对应的吸塑盘,这样送料带的设计,可以进一步确保对箱体的输送。
与现有技术相比,本发明的优点在于:该PCB电路板包装机中,通过第一输送台向中转台输送空置的吸塑盘,通过翻料机构将料盘中的PCB电路板取出并将取出后的PCB电路板由第一面朝上翻转至第二面朝上状态,随后通过夹料装置中能在翻料机构和中转台之间来回移动的抓取机构,将翻转后的PCB电路板抓取并放置在中转台上对应的吸塑盘内,并通过第二输送台将满载有吸塑盘的箱体输送离开;这样通过将PCB电路板翻转、抓取并放置的包装形式,相对于原有膜包热封的包装方式,不仅无需膜包的耗材,且无需设置复杂的驱动联动部件,结构稳定,且吸塑盘可以设计合适于PCB电路板的孔位,最大程度的PCB避免了PCB电路板在输送时导致的液晶屏幕损坏。
附图说明
图1为本实施例中料盘(盛放有PCB电路板)的示意图;
图2为本实施例中PCB电路板翻转后的示意图;
图3为本实施例中吸塑盘的整体示意图;
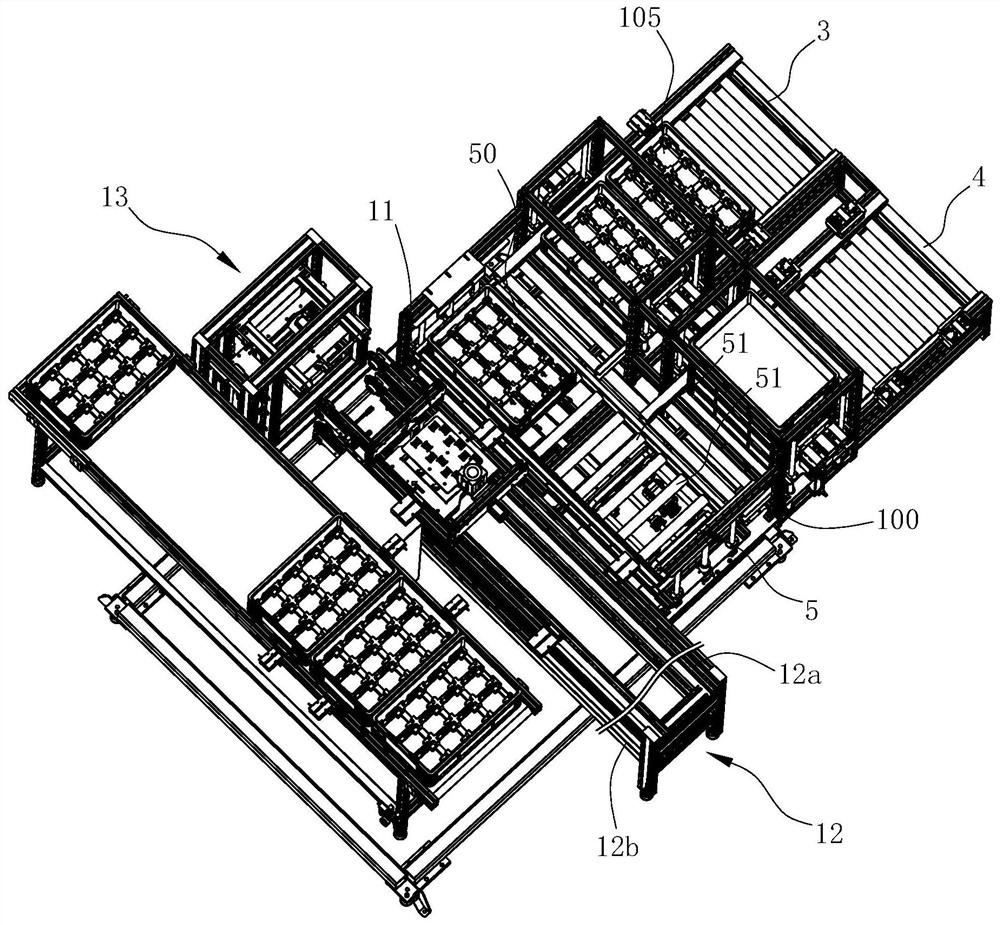
图4为本实施例中PCB电路板包装机省略夹料装置的整体结构示意图;
图5为本实施例中PCB电路板包装机省略部分结构后的整体结构示意图;
图6为本实施例中夹料装置的整体结构示意图;
图7为图6中A处的放大结构示意图;
图8为图6另一角度的结构示意图;
图9为本实施例中翻料机构的整体示意图;
图10为图9另一角度的整体示意图;
图11为图10中A处的放大示意图;
图12为翻转台板的整体示意图;
图13为本实施例中回转机构的整体示意图;
图14为图13另一角度的示意图;
图15为PCB电路板包装机省略翻料机构和夹料装置的整体示意图;
图16为图15第一角度的结构示意图;
图17为图15第二角度的结构示意图;
图18为中转机构的整体示意图;
图19为图18另一角度的示意图;
图20为图17中A处的放大示意图。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
如图1至图20所示,为本发明的一个优选实施例,在本实施例中,该PCB电路板包装机,包括机架100、翻料机构11、第一输送台3、第二输送台4和夹料装置。
上述的机架100具有用来将PCB电路板放置在吸塑盘105上的中转台50,而翻料机构11设于机架100上,用来将吸塑盘中的PCB电路板取出并将取出后的PCB电路板由第一面101朝上翻转至第二面102朝上状态。在本实施例中,吸塑盘105通常两个叠放,装载在一个箱体中,上述的第一输送台3用来向中转台50输送空置的吸塑盘105,即用来将装载有吸塑盘105的箱体向中转台输送,该第一输送台3布置在中转台50的其中一侧,其出口端连接在中转台50的进口端,上述的第二输送台4用来将盛放装载后PCB电路板的吸塑盘105运送离开中转台50,该第二输送台4沿吸塑盘105的输送方向布置在中转台50的下游,其进口端连接在中转台50的出口端,第一输送台3、第二输送台4与中转台50的位置可以是不同的形式,在本实施例中,上述的第一输送台3和第二输送台4并排布置在中转台50的同一侧,且第一输送台3和第二输送台4运料方向相反,中转台50的运料方向与第一输送台3、第二输送台4的运料方向相垂直,翻料机构11布置在中转台50的另一侧。这样上料、装载和码垛形成U字形的流水线,不占用额外的空间,十分便捷。在本实施例中,上述的夹料装置用来将翻料机构11处翻转后的PCB电路板依次夹取并放置在中转台50对应的料盘105内,该夹料装置布置在中转台50的上方且其输出端具有用来抓取PCB电路板、且能在翻料机构11和中转台50之间来回移动的抓取机构20。
参见图9至图14,具体而言,上述的翻料机构11具有运料台12,该运料台12具有用来向翻料机构11输送盛放有PCB电路板的料盘的第一输送带12a以及用来将空置的料盘输出的第二输送带12b,上述的第一输送带12a和第二输送带12b的布置方式可以是并排或者其他的位置形式,为了节省空间,第一输送带12a和第二输送带12b上下布置,翻料机构11位于第一输送带12a的上方且邻近第一输送带12a的出口布置。
本实施例中,为了实现PCB电路板的翻转,上述的翻转组件110包括翻转台板111和第一驱动机构112,第一输送带12a在邻近其出口的位置设有支撑架113,翻转台板111转动地设于该支撑架113上,且该翻转台板111的转动轴线沿PCB电路板的输送方向延伸,第一驱动机构112的动力输出端与翻转台板111驱动连接,以驱动翻转台板111转动。具体地,上述的支撑架113有两个,两个支撑架113沿PCB电路板的输送方向间隔布置,翻转台板111设于两个支撑架113之间。在各支撑架113在对应位置各自开设有轴孔,翻转台板111的两端均设有定位座114,且对于每个定位座114,在邻近对应轴孔的一侧均凸设有与轴孔相适配的转轴部115,翻转台板111通过转轴部115与对应轴孔的配合从而相对支撑架113转动。
在本实施例中,PCB电路板在翻转前需要从料盘中取出,在上述翻转台板111上穿设有定位柱17,负压吸盘15连接在该定位柱17的端部。上述定位座114在邻近翻转台板111的一侧开设有滑槽1141,翻转台板111的两端分别设有与对应滑槽1141相匹配的滑块1142,翻转台板111通过滑块1142和滑槽1141的滑动匹配而相对定位座114往复滑移,从而使翻转台板111在翻转前后能带动负压吸盘15同步相对于移动至翻料机构11处的料盘上下移动。负压吸盘15取出PCB电路板的移动是通过独立的动力源实现的,该翻转装置还包括有第二驱动机构14,该第二驱动机构14的动力输出端与翻转台板111驱动连接,从而驱动翻转台板111相对定位座114滑移。
为了确保取出PCB电路板后的料盘能够重新装载,该翻料机构11还包括有回转机构13,该回转机构13沿料盘的上料方向布置在翻料机构11的下游,且其进料口13a与第一输送带12a的出口相对应、出料口12b与第二输送带12b的进口相对应。上述的回转机构13包括箱体131和设于箱体131内的上料座132,箱体131在邻近运料台12的一侧具有缺口,该缺口的上部形成的进料口13a,下部形成的出料口12b,箱体131内还设有第一驱动源15,第一驱动源15的动力输出端与上料座132驱动连接,进而驱动该上料座132在箱体131内上下移动,从而在进料口13a和出料口12b之间来回移动。具体地,上料座132包括框体1321,框体1321在PCB电路板的输送方向两端中的其中一端设有转轴1322,该转轴1322的两端设有主动轮1323,框体1321的另一端设有从动轮1324,主动轮1323和从动轮1324上绕设有传送带1325;还包括有第二驱动源16,第二驱动源16的动力输出端与转轴1322驱动连接,进而驱动主动轮1323和从动轮1324联动。
参见图5至图8,在本实施例中,上述的夹料装置还包括有悬臂21,该悬臂21设于机架100上且布置在中转台11的上方,抓取机构20连接在悬臂21上,该抓取机构20具体包括第一夹爪22和第二夹爪23,其中:第一夹爪22,用来将第一上料位11a处的吸塑盘105抓取至中转台11上,而第二夹爪23至少有两个且布置在第一夹爪22的周向间隔布置,用来将第二上料位11b处的PCB电路板抓取至吸塑盘105上。
上述的第二夹爪23数目可以根据吸塑盘105的大小以及PCB电路板的包装分布进行调整,为了确保运料稳定,本实施例中的第二夹爪23有四个且沿第一夹爪22的周向间隔布置,即四个第二夹爪23对吸塑盘105的抓取位置在邻近其四个边角的位置附近,这样有利于整个吸塑盘105的稳定。
在本实施例中,上述的第一夹爪22、第二夹爪23均通过安装板24连接在悬臂21上,悬臂21底部设有连接轴251,安装板24上开设有供连接轴251穿过的轴孔。实际上,连接轴251这样的连接方式等同于转轴,可以允许安装板24和连接在其上的第一夹爪22、第二夹爪23同步相对悬臂21转动。这样可转动的连接具有一定优势,即当PCB电路板需要装箱时,一旦夹持的角度不正,就可以利用转动对偏置的角度进行补偿,进而确保每一个PCB电路板都能对准吸塑盘105上的孔位。当然,安装版4的转动可以采用不同的形式驱动,本实施例采用第三驱动机构252作为动力源,第三驱动机构252的动力输出端与连接轴251驱动连接,进而驱动安装板24带动第一夹爪22、第二夹爪23同步相对机架以连接轴251的轴线为轴转动。具体的,在连接轴251上同轴连接有齿轮盘253,第三驱动机构252的输出轴上连接有齿条254,齿条254与齿轮盘253相啮合。
在本实施例中,由于夹持的物料不同,上述的第一夹爪22、第二夹爪23设置形式也略有区别,其中第一夹爪22具有夹持件221,夹持件221的动力输出端具有相对布置的两个夹片222,两个夹片222之间形成用来夹持变压器侧布的夹持区间22a,且两个夹片222能相向或者相背离移动进而夹紧或者松开PCB板上的变压器104。此外,第一夹爪22还包括有用来吸持变压器顶部的第一吸盘223,第一吸盘223布置在夹持件221的上方,且其竖向投影落在夹持区间22a内。第一夹爪22还包括有第一升降板224和第一气缸225,夹持件221和第一吸盘223均连接在该第一升降板224上,并且,第一气缸225的动力输出端与第一升降板224驱动连接,进而驱动该第一升降板224带动夹持件221、第一吸盘223同步上下移动。
而第二夹爪23则包括第二气缸231、第二吸盘232和第二升降板233,第二吸盘232连接在第二升降板233上,第二气缸231的动力输出端与第二升降板233驱动连接,进而驱动第二升降板233和第二吸盘232同步上下移动。
此外,为了方便抓取机构20能在中转台50和翻料机构11之间来回移动,上述的第一夹爪22、第二夹爪23均通过滑座27连接在悬臂21上即抓取机构20连接在滑座27上,悬臂21上还设有驱动电机26,驱动电机26的动力输出端与滑座27驱动连接,进而驱动滑座27、第一夹爪22和第二夹爪23同步沿着悬臂21往复滑移。
参见图15至图20,在本实施例中,为了方便承载有吸塑盘105的箱体由第一输送台3输送至中转台50,再由中转台50输送至第二输送台4上,该包装机还包括有中转机构5,本实施例中中转机构5有两组,分别布置在中转台50的进口端和出口端,用来将第一输送台3出口端的吸塑盘105输送至中转台50上或者将中转台50出口端的吸塑盘105输送至第二输送台4上。
具体而言,上述的中转机构5包括送料座52和第一升降组件53,中转台50上设置有支撑板54,送料座52布置在支撑板54的上方,第一升降组件53具有第一驱动器531,该第一驱动器531的动力输出端与送料座52驱动连接,进而驱动送料座52相对支撑板54上下移动。送料座52具有底板521,第一驱动器531的输出轴连接在该底板521上,且第一升降组件53还包括有设于支撑板54上的导向杆532,在底板521上设有与导向杆532匹配的滑套522,送料座52通过其底板521上的滑套522与导向杆532的滑动配合,而相对支撑板54上下移动。送料座52还包括有第二驱动器523和两个侧板524,两个侧板524的延伸方向与吸塑盘105在中转台50上的行进方向相垂直,且沿吸塑盘105的行进方向间隔布置,每个侧板524在其前后两端均设有第三传动轮525,第二驱动器523布置在两个侧板524之间,且其输出轴上连接有第四传动轮526,第二驱动器523通过依次绕设在第四传动轮526和两个第三传动轮525上的送料带527,从而驱动第四传动轮526和两个第三传动轮525联动,进而使送料带527输送对应的吸塑盘105。
该PCB电路板包装机的工作过程如下:
整个PCB电路板得包装分为两个工序,其中第一项工序是将PCB电路板翻转,而第二项工序则是将翻转后的PCB电路板抓取至中转台50上的吸塑盘105内。
工作时,由第一输送带12a将装载有PCB电路板的料盘输送至翻转台板11处,此时在第二驱动机构14的驱动下,翻转台板11下移,设于其上的负压吸盘15就能将对应地PCB电路板抓取,随后翻转台板11复位至原高度,并在第一驱动机构112得驱动下翻转至PCB电路板位于翻转台板11的上方,即第二面102朝上的状态,等待抓取机构20得抓取。
在PCB电路板输送的同时,承载有吸塑盘105的箱体由第一输送台3输送至中转台50,每个箱体内盛放有两个叠放的吸塑盘105,由抓取机构20中的第一夹爪22对翻转后PCB电路板进行夹持,依次放入的吸塑盘105的各个孔位内。在整个流水线中,最前端的那个箱体中仅盛放有一个吸塑盘105,当这个吸塑盘105盛放满PCB电路板之后,会直接向下一个箱体内继续装载,由于第二个箱体内具有叠放的两个吸塑盘105,当上层吸塑盘105满载之后,上述抓取机构20中的第二夹爪23就会将该吸塑盘105抓取并放至前一箱体内,这样第一个箱体内就存在叠放的两个吸塑盘105,而第二个箱体内则仅有一个,此后再次循环上述的步骤,使每一个输出的箱体都具有两个满载的吸塑盘105,进而完成PCB电路板的包装工序。
- 一种PCB电路板包装机
- 一种用于PCB电路板包装机的送料装置