液态供胶式片状单据自动粘贴装置及粘贴方法
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及多张票据集中粘贴于同一基体上,特别是涉及一种液态供胶式片状单据自动粘贴装置,和一种使用液态供胶式片状单据自动粘贴装置粘贴单据的粘贴方法。
背景技术
化验单粘贴是病历整理工作中的一项重要工作,工作内容需要将多张化验单等按照规定方式方法进行粘贴,该部分工作非常耗费时间而且工作效率低下,现有的人工粘贴方式完全不能满足于医院日常工作及患者的需求。
中国实用新型专利“化验单上胶水装置”申请号201921493844.9,公告日2020年09月01日,公开了一种在化验单上涂抹胶水的技术方案,但是上述方案自动化程度低,仍然需要人工辅助进行涂抹,而且无法与粘贴功能集成一起,对于现有的人工化验单粘贴工作无法从根本上进行解决。中国实用新型专利“自动化验单粘贴仪”,申请号201620132992.8,公告日2016年07月27日,虽然该专利给出了一种可能的方案,但是上述方案中设备在实现上仍然有无法克服的困难,在其自动化粘贴过程仍然无法进行保证。
发明内容
针对上述情况,为克服现有技术之缺陷,本发明首先提供一种液态供胶式片状单据自动粘贴装置,以解决现有的片状票据粘贴过程中的自动化程度低,设备集成度低,无法满足高自动化,高效率的市场需求。
其技术方案是:至少包括一用于纸张输送的输送装置,所述输送装置被配置为通过滚轮/辊轴/传动带将指定片材输送至指定目标位置;还至少包括一检测所述片材到达所述指定目标位置的第一检测单元,当片材到达指定位置后所述第一检测单元通过通信单元将到达信息传输至控制器并由控制器控制胶液供应装置在指定位置供应胶液至所述基材表面;所述胶液供应装置被配置为包括储胶仓、供胶口及控制供胶口打开或关闭的供胶开关;所述指定目标位置还包括一用于盛装片状粘贴基材的抽盒,所述抽盒还包括第一驱动机构,所述第一驱动机构被配置为驱动抽盒沿水平一方向做指定距离的间歇运动,所述指定距离与所述片材粘贴于粘贴基材表面的指定位置相匹配,实现多张所述片材依次输送至同一粘贴基材并进行粘贴的结构。
在上述或一些实施例中,还包括位于抽盒间歇直线运动的末端固定安装的输出装置,所述输出装置配置为包括通过一自适应间歇驱动机构进行驱动的上、下位移的顶纸装置,所述顶纸装置用于在其抬升时将到达并覆盖在顶纸装置上方的基材抬升至所述输出装置包括的用于输出基材的搓纸轮/辊/轴,所述顶纸装置还包括第二检测单元,用于检测基材是否到达指定位置。
在上述或一些实施例中,所述自适应间歇驱动机构动力输入端包括带传动的输入轮,所述自适应间歇驱动机构动力输出端包括一不完全齿轮、直线齿条配合形成的齿轮齿条运动副,所述直线齿条与所述顶纸装置固定连接,形成在不完全纸轮驱动下实现间歇上、下间歇运动的结构。
在上述或一些实施例中,自适应间歇驱动机构还包括与输入轮同轴同步转动的不完全齿的输入调节轮,还包括与一完全齿的过渡齿轮。
在上述或一些实施例中,所述第一驱动机构包括一电机和与第一电机输出轴传动配合的丝杠,所述丝杠与所述抽盒的一处位置形成螺纹传递的机构,通过第一电机的间歇动作实现抽盒的间歇运动结构。
在上述或一些实施例中,所述抽盒的下表面设有一托盘,所述托盘与所述抽盒的底部之间设有滑动轨道,形成所述抽盒可相对托盘进行滑出/滑入配合放入基材的结构。
在上述或一些实施例中,所述抽盒、托盘的一端设有与顶纸装置配合,用于顶纸装置穿过的让位长槽,所述顶纸装置对应所述让位孔设有一凸出的顶纸板,所述顶纸板的上端面设有与所述搓纸轮/辊/轴配合的随动轮。
在上述或一些实施例中,所述储胶仓分别延伸形成挤压腔和出液腔,所述挤压腔内壁活动连接有一挤压活塞,所述出液腔的下端滑动密封配合有一调节板,所述调节板上设有与所述供胶口对应的贯穿孔,形成所述调节板滑动至贯穿孔与所述供胶口正对时,胶液可通过空洞挤出的结构;所述调节板、挤压活塞分别通过连杆与一曲轴铰接,形成曲轴转动时同步驱动挤压活塞、调节板运动的结构,实现调节板滑动同时挤压活塞同时挤压或抽取胶液使得供胶口顺利供胶或关闭供胶口的结构,所述曲轴由第二电机进行驱动。
本专利还公开一种利用上述装置实现票据或单据自动粘贴的方法,用来克服现有技术中相关设备实现困难,自动化程度不高的缺点。
其方法为:
STP1:首先将要需要粘贴的票据或单据放置于所述输送装置内;当本方案装置进行启动时,所述第二电机驱动曲轴动作实现将胶液挤出至所述基材表面,同时所述输送装置将片材取出并输送至指定目标位置,该指定目标位置即为基材表面的涂胶位置;
STP2:当首张片材落于基材后,所述第一电机驱动抽盒向顶纸装置位置相反方向运动至让出首张位置覆盖位置并停止;此时供胶装置再次供胶,然后第二张片材输送至涂胶位置并初步粘贴;所述抽盒在第一电机驱动下,重复上述间歇运动,直至片材落满;
STP3:所述第一电机驱动抽盒向顶纸装置方向运动并到达至预设位置,此时位于顶纸装置上的传感器获得抽盒到达信息并将信息通过传输单元传输至控制器,由控制器控制顶纸装置上升并顶起基材至搓纸轮/辊/轴,在搓纸轮/辊/轴和随动轮的滚压下,片材与基材完成可靠粘贴;
STP4:当顶纸板上升到达预设距离后保持设定时间,使得搓纸轮/辊/轴与随动轮完成基材的输出,然后所述直线齿条下落至初始位置;
STP5:所述抽盒在第一电机带动下重复步骤STP1至STP4,直至完成全部粘贴任务。
本专利在具体使用时,首先将要需要粘贴的票据或单据放置于所述输送装置内,同时将粘贴用的基材放置于抽盒内,进行启动前,在第一电机的驱动下,所述抽盒已经调整至指定位置,进行工作时,所述第二电机驱动曲轴动作实现将胶液挤出至所述基材表面,同时所述输送装置将片材取出并输送至指定目标位置,该指定目标位置即为基材表面的涂胶位置;当首张片材落于基材后,所述第一电机驱动抽盒向顶纸装置位置相反方向运动至让出首张位置覆盖位置并停止;此时供胶装置再次供胶,然后第二张片材输送至涂胶位置并初步粘贴;所述抽盒在第一电机驱动下,重复上述间歇运动,直至片材落满;所述第一电机驱动抽盒向顶纸装置方向运动并到达至预设位置,此时位于顶纸装置上的传感器获得抽盒到达信息并将信息通过传输单元传输至控制器,由控制器控制顶纸装置上升并顶起基材至搓纸轮/辊/轴,在搓纸轮/辊/轴和随动轮的滚压下,片材与基材完成可靠粘贴;当顶纸板上升到达预设距离后保持设定时间,使得搓纸轮/辊/轴与随动轮完成基材的输出,然后所述直线齿条下落至初始位置。
本方案与现有技术相比其自动化程度高,其粘贴过程可实现全程自动化,只需要在开始时放置片材和在出口处取出粘贴完毕后基材即可,而且上述方案实施结构以及控制方式都较为简便。
附图说明
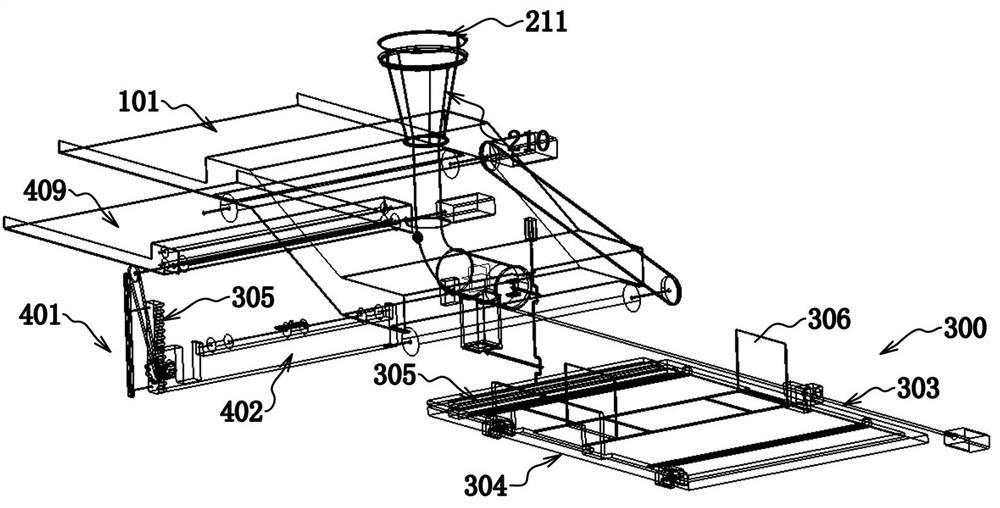
图1为是本发明的立体原理示意图。
图2为本发明平面原理示意图。
图3为本发明中输送装置的一具体实施例示意图。
图4为本发明中抽盒、托盘部分的结构示意图
图5为本发明中顶纸装置及输出结构的部分示意图。
图6为本发明中供胶装置的结构示意图。
图7本发明整体外观示意图。
图8为图5中A部分放大示意图。
具体实施方式
以下结合说明书附图,对具体实施方式做进一步详细说明。
以下将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本领域普通技术人员将认识到的是,“上”、“下”、“外”、“内”等方位用语是针对于附图的描述用语,并不表示对所述权利要求限定的保护范围的限制。
本发明专利当然地包括机架600和控制面板700,其中机架600用于实现本发明方案中公开的各装置安装位置及空间。包括用于存放片材即纸张的存储盒101,位于存储盒101输出端的导纸器,用于存放粘贴票据张贴的输出盒409,和位于输出盒409下方的顶纸装置401,所述搓纸轮/辊/轴402位于输出盒409的端部并由第三电机驱动,所述电三电机与输入轮404之间通过带传动,输送装置100,胶液供应装置200,被第一驱动机构301驱动的抽盒300,以及本方案未公开的用于辅助上述各装置实现安装或功能实现的构件、组件、机构等。
存储盒101、输出盒409,可以为一盒状结构当然也可以由机架600的表面围设形成,其作用为,用于存放需要粘贴的票据或单据,当然地存储盒101的尺寸可以设置为与单据或票据尺寸相适应,更进一步地,存储盒101可以设置为尺寸可调的结构,用于适应不同尺寸单据的存放。在本方案中所述的票据或单据可以为化验单、病历单、发票、凭证等片状的纸质材质,当然单据也不限于上述举例的部分。
输送装置100,所述输送装置100被配置为通过滚轮/辊轴/传动带将指定片材输送至指定目标位置,输送装置100是否将片材输送到指定目标位置可通过位于指定目标位置处的传感器进行检测,例如包括但不限于红外传感器,当纸张遮挡红外传感器的红外线时表示纸张到达指定位置,如若没有遮挡则在输送过程中;所述输送装置100的输入端包括一存储盒101用于存放准备粘贴的票据,所述输送装置100还包括滚轮/辊轴,包括上下多组相对设置的滚轮/辊轴或者传动带,滚轮、辊轴传动带的选择根据安装空间和设计者需求进行两者在实现的功能效果上并不具有区别,同时滚轮和辊轴为了增加与纸张之间的摩擦力,可以经过有限次实验选择合适的材料,本方案的一实施例中,可选用柔性硅胶或橡胶材质制成。滚轮/辊轴的排布可沿纸张通过的路径排布,可采用上下或者两侧排布的方式进行排布。其中取纸器也可集成布置于输送装的一端部,取纸器至少包括一与存储盒101中纸张弹性压紧的滚轮,也即取纸轮,通过取纸轮的摩擦将纸张带送至输送装置100的入口处。
当片材到达指定位置时,所述第一检测单元通过通信单元传输至控制器并由控制器控制胶液供应装置200在指定位置供应胶液至所述片材表面的目标区域,实现供胶过程。在上述或一些实施例中,所述胶液供应装置200被配置为包括储胶仓201、供胶口207及控制供胶口207打开或关闭的供胶开关,具体而言储胶仓201分别延伸形成挤压腔202和出液腔203,所述挤压腔202内壁活动连接有一挤压活塞204,所述出液腔203的下端滑动密封配合有一调节板205,所述调节板205上设有与所述供胶口207对应的贯穿孔206,形成所述调节板205滑动至贯穿孔206与所述供胶口207正对时,胶液可通过空洞挤出的结构;所述调节板205、挤压活塞204分别通过连杆209与一曲轴208铰接,形成曲轴208转动时同步驱动挤压活塞204、调节板205运动的结构,实现调节板205滑动时挤压活塞204同时挤压或抽取胶液使得供胶口207顺利供胶或关闭供胶口的结构,所述曲轴208由第二电机进行驱动。当曲轴驱动连杆对挤压活塞推动时,调节板在曲轴驱动连杆作用下打开供胶口;当曲轴驱动连杆对挤压活塞向外拉动时,调节板在曲轴驱动连杆作用下关闭供胶口。
在上述或一些实施例中,所述储胶仓的上端处为加胶口,且加胶口210露出于机架600的外侧,并且所述加胶口还密封盖合有密封盖211,另一方面为了实时获取剩余胶量可在储胶仓内部底部位置设置压力传感器212,通过压力传感器感知的信号来判断胶液的是否用尽。
抽盒300,用于盛装片状结构的粘贴基材,所述抽盒300还包括第一驱动机构301,所述第一驱动机构301被配置为驱动抽盒300沿水平一方向做指定距离的间歇运动,所述指定距离与所述片材粘贴于粘贴基材表面的指定位置相匹配,实现多张所述片材依次输送至同一粘贴基材并进行粘贴的结构;在上述或一些实施例中,所述第一驱动机构301包括第一电机和与第一电机302输出轴传动配合的丝杠303,所述丝杠303与所述抽盒300的一处位置形成螺纹传递的机构,通过第一电机302的间歇动作实现抽盒300的间歇运动结构;所述抽盒300的下表面设有一托盘304,所述托盘304与所述抽盒300的底部之间设有滑动轨道,形成所述抽盒300可相对托盘304进行滑出/滑入配合放入基材的结构。抽盒300用于盛装片状结构的粘贴基材,为方便粘贴基材的取出与放入,抽盒300与托盘304之间设有滑轨,抽盒300相对托盘304的滑动方向为朝向设备外侧,当然地为了更好实现托盘304位移过程中所述抽盒300同步移动,滑轨朝向设备内部的端部设有相对于抽盒300的限位结构。
在上述或一些实施例中,所述抽盒300与所述托盘304之间通过滑轨形成在抽盒300抽出方向上的滑动配合以及所述的限位结构;所述托盘304的下侧还包括与安装位置滑动配合的滚轮与内凹的滑道,所述滑道固定或一体设置于机架600位置处,形成托盘304相对于机架600再指定移动方向上的滑动结构;为了进一步适应不同尺寸基材的使用,所述抽盒的表面还包括两相对平行设置的挡片306,所述挡片与所述抽盒的底部滑动配合,形成调节两挡片之间距离用于适应不同尺寸基材的使用。
第一驱动机构301,是为了实现单据或票据的依次粘贴,定义各单据或票据与粘贴基材的粘贴区域均匀相连,上一单据或票据粘贴完毕后,在下一张单据或票据到达前所述第一驱动机构301带动抽盒300将粘贴基材带动至下一位置,该下一位置与将要到达的票据或单据涂胶位置对应。为满足上述过程,所述第一驱动机构301被配置为驱动抽盒300沿水平一方向做指定距离的间歇运动,所述指定距离与所述片材粘贴于粘贴基材表面的指定位置相匹配,实现多张所述片材依次输送至同一粘贴基材并进行粘贴的结构。
输出装置400,还包括位于抽盒300间歇直线运动的末端固定安装的输出装置400,所述输出装置400配置为包括通过一自适应间歇驱动机构进行驱动的上下位移的顶纸装置401,还包括位于顶纸装置401上固定安装的传感器即第二检测单元403,所述第二检测单元403可同样采用红外传感器通过检测是否被遮挡判断基材是否到达,所述顶纸装置401用于在其抬升时将到达并覆盖在顶纸装置401上方的基材抬升至所述输出装置400的用于输出基材的搓纸轮/辊/轴402处,此时随动轮408与搓纸轮/辊/轴402处形成相对设置并挤压基材的结构;所述自适应间歇驱动机构动力输入端包括带传动的输入轮404,所述自适应间歇驱动机构动力输出端包括一不完全齿轮、直线齿条405配合形成的齿轮齿条运动副,所述直线齿条405与所述顶纸装置401固定连接,形成在不完全纸轮驱动下实现间歇上、下间歇运动的结构;自适应间歇驱动机构还包括与输入轮404同轴同步转动的不完全齿的输入调节轮406,还包括与一完全齿的过渡齿轮407;当调节轮转动至非啮合区时,所述直线齿条405应当保持在高位一段时间,保持高位的具体技术可设置延时保持机构,所述延时保持机构包括一位于直线齿条405高位处的电磁铁,当直线齿条405到达高位时,所述电磁铁得电与所述直线齿条405形成吸附用于保持其高位状态,当保持一段时间后由时间继电器对电磁铁进行断电使得直线齿条405在重力或弹簧力作用下进行复位;所述抽盒300、托盘304的一端设有与顶纸装置401配合,用于顶纸装置401穿过的让位长槽305,所述顶纸装置401对应所述让位孔设有一凸出的顶纸板410,所述顶纸板410的上端面设有与所述搓纸轮/辊/轴402配合的随动轮。
上装置具体使用其步骤为:
STP1:首先将要需要粘贴的票据或单据放置于所述输送装置100内;当本方案装置进行启动时,所述第二电机驱动曲轴208动作实现将胶液挤出至所述基材表面,同时所述输送装置100将片材取出并输送至指定目标位置,该指定目标位置即为基材表面的涂胶位置;
STP2:当首张片材落于基材后,所述第一电机302驱动抽盒300向顶纸装置401位置相反方向运动至让出首张位置覆盖位置并停止;此时供胶装置再次供胶,然后第二张片材输送至涂胶位置并初步粘贴;所述抽盒300在第一电机302驱动下,重复上述间歇运动,直至片材落满;
STP3:所述第一电机302驱动抽盒300向顶纸装置401方向运动并到达至预设位置,此时位于顶纸装置401上的传感器即第二检测单元403,获得抽盒300到达信息并将信息通过传输单元传输至控制器,由控制器控制顶纸装置401上升并顶起基材至搓纸轮/辊/轴402,在搓纸轮/辊/轴402和随动轮的滚压下,片材与基材完成可靠粘贴;
STP4:当顶纸板410上升到达预设距离后保持设定时间,使得搓纸轮/辊/轴402与随动轮完成基材的输出,然后所述直线齿条405下落至初始位置;
STP5:所述抽盒300在第一电机302带动下重复步骤STP1至STP4,直至完成全部粘贴任务。
本专利在具体使用时,首先将要需要粘贴的票据或单据放置于所述输送装置内,同时将粘贴用的基材放置于抽盒内,进行启动前,在第一电机的驱动下,所述抽盒已经调整至指定位置,进行工作时,所述第二电机驱动曲轴动作实现将胶液挤出至所述基材表面,同时所述输送装置将片材取出并输送至指定目标位置,该指定目标位置即为基材表面的涂胶位置;当首张片材落于基材后,所述第一电机驱动抽盒向顶纸装置位置相反方向运动至让出首张位置覆盖位置并停止;此时供胶装置再次供胶,然后第二张片材输送至涂胶位置并初步粘贴;所述抽盒在第一电机驱动下,重复上述间歇运动,直至片材落满;所述第一电机驱动抽盒向顶纸装置方向运动并到达至预设位置,此时位于顶纸装置上的传感器获得抽盒到达信息并将信息通过传输单元传输至控制器,由控制器控制顶纸装置上升并顶起基材至搓纸轮/辊/轴,在搓纸轮/辊/轴和随动轮的滚压下,片材与基材完成可靠粘贴;当顶纸板上升到达预设距离后保持设定时间,使得搓纸轮/辊/轴与随动轮完成基材的输出,然后所述直线齿条下落至初始位置。
本方案与现有技术相比其自动化程度高,其粘贴过程可实现全程自动化,只需要在开始时放置片材和在出口处取出粘贴完毕后基材即可,而且上述方案实施结构以及控制方式都较为简便。
- 液态供胶式片状单据自动粘贴装置及粘贴方法
- 滑动供胶式片状单据自动粘贴装置及粘贴方法