用于汽车焊装生产吊具中的气缸驱动旋转装置
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及一种吊具旋转设备,特别涉及一种用于汽车焊装生产吊具中的气缸驱动旋转装置。
背景技术
在汽车大型自动化焊装生产线吊具系统中,吊具设备是最主要也是使用最为广泛的一种运输方式,吊具如何快速便利的吊取相应设备后放到规划好的位置,一直以来是吊具系统中的亟待解决的技术难题。
目前,国内主要汽车大型自动化焊装生产线的吊具系统大部分没有旋转取放件功能,或者是只能采用人工手动操作来进行旋转,在短行程的吊取动作中加入人工旋转往往会要求占用较大空间,且不便于安装和维修,而且人工操作生产效率低下,容易发生生产事故,将会造成巨大损失。
因此,提供一种结构简单,设计合理,应用效果显著的用于汽车焊装生产吊具中的气缸驱动旋转装置,成为该领域技术人员亟待着手解决的问题之一。
发明内容
本发明的目的在于克服上述不足之处,提供一种设计合理、结构简单、安装方便、易于操作的用于汽车焊装生产吊具中的气缸驱动旋转装置,最大限度地提高设备运行效率与经济效益。
为实现上述目的本发明所采用的技术方案是:一种用于汽车焊装生产吊具中的气缸驱动旋转装置,其特征在于该装置包括固定框架、旋转轴组件、旋转框架、驱动伸缩气缸、气缸安装支座、到位死挡组件、调整垫片及旋转框架上的气缸座;
所述旋转轴组件中包括轴、推力球轴承、固定端支座、深沟球轴承、轴套A、轴套B、键及圆螺母;其中固定端支座螺接固定在固定支架上,轴通过推力球轴承和轴套A、轴套B固定径向位置,同时通过连接于轴和固定端支座的深沟球轴承实现旋转,轴与旋转框架通过键形成固定连接,圆螺母与轴上螺纹螺接固定住旋转框架在轴上的径向位置;
所述到位死挡组件包括死挡块A、死挡块B、死挡块C及死挡块D;共设有4个到位死挡块,即旋转前和旋转后各设一套;其中死挡块A和死挡块C安装在旋转框架上;死挡块B和死挡块D安装在固定框架上;死挡块A和死挡块B,以限定驱动伸缩气缸缩回的位置;死挡块C和死挡块D,以限定驱动伸缩气缸伸出的位置;
所述驱动伸缩气缸安装在气缸安装支座上,气缸安装支座固定于固定框架上;驱动伸缩气缸另一端的气缸头与旋转框架上的气缸座连接,并将旋转框架上的气缸座固定于旋转框架上,由此组成旋转装置的动力驱动装置;所述旋转轴组件连接于固定框架和旋转框架之间,与旋转框架及旋转框架配合沿旋转轴呈90°角度的旋转。
该气缸驱动旋转装置关键是设置了旋转轴组件,即通过驱动伸缩气缸的伸缩动作带动旋转框架上的吊臂沿旋转轴旋转来完成吊取设备的旋转动作。
本发明的有益效果是:该装置摒弃了吊取设备中常见的无法提供旋转或者只能采用复杂的手动操作旋转的形式,改用伸缩气缸带动旋转框架上的吊臂沿旋转轴旋转来完成吊取设备的旋转动作。其中,伸缩气缸通过伸缩带动旋转的方式,不仅仅简化了设备的安装结构而且还大大简化了操作的复杂性,更为简单的结构与可靠的性能使该装置可以满足绝大多数设备在吊取工件的同时达到精确旋转的功能要求。
该装置可根据现场需要制成各种旋转角度,只需要更换不同规格的伸缩气缸即可,应用时非常方便,简单合理的结构设计可大大节约调试运行时间,有效降低生产成本。本发明可广泛用于汽车大型自动化焊装生产线的吊具系统中,可满足吊具设备取放件呈角度的放置方式。气缸驱动旋转,能够节省设备转序的工作时间,减轻工作人员的劳动负荷,从根本上解决了汽车生产线长期以来吊具设备中亟待解决的技术难题,显著提高了劳动生产率和生产安全性。
总之,该装置结构简单、设计合理、性能安全可靠,安装方便、易于更换、运行平稳,极大地满足了在有限空间内完成吊具吊取设备后呈一定角度旋转放件的使用需求;便于装配、运输、安装,且维护方便;可广泛适用于吊具系统需进行旋转操作的各类设备机构中。
附图说明
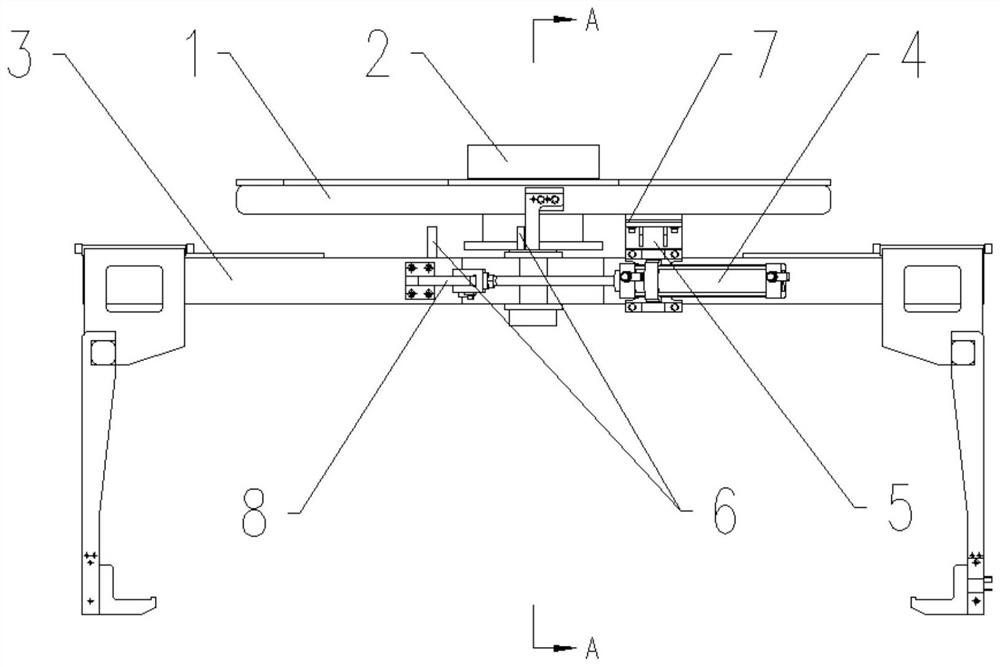
图1是本发明整体结构示意图;
图2是本发明驱动伸缩气缸伸出时的剖视结构示意图;
图3是本发明驱动伸缩气缸收回时的剖视结构示意图;
图4是本发明中旋转轴组件(即图1沿A-A向)剖视结构示意图;
图5是本发明中到位死挡组件剖视结构示意图;
图6是本发明立体结构示意图;
图中:1固定框架;2旋转轴组件,2-1轴,2-2推力球轴承,2-3固定端支座,2-4深沟球轴承,2-5轴套A,2-6轴套B,2-7键,2-8圆螺母;3旋转框架;4驱动伸缩气缸;5气缸安装支座;6到位死挡组件,6-1死挡块A,6-2死挡块B,6-3死挡块C,6-4死挡块D;7调整垫片;8旋转框架上的气缸座。
具体实施方式
以下结合附图和较佳实施例,对依据本发明提供的具体实施方式、结构、特征详述如下:
如图1-图6所示,一种用于汽车焊装生产吊具中的气缸驱动旋转装置,该装置包括固定框架1、旋转轴组件2、旋转框架3、驱动伸缩气缸4、气缸安装支座5、到位死挡组件6、调整垫片7及旋转框架上的气缸座8。
所述旋转轴组件2中包括轴2-1、推力球轴承2-2、固定端支座2-3、深沟球轴承2-4、轴套A 2-5、轴套B 2-6、键2-7及圆螺母2-8;其中固定端支座2-3螺接固定在固定支架1上,轴2-1通过推力球轴承2-2和轴套A 2-5、轴套B 2-6固定径向位置,同时通过连接于轴2-1和固定端支座2-3的深沟球轴承2-4实现旋转,轴2-1与旋转框架3通过键2-7形成固定连接,圆螺母2-8与轴2-1上螺纹螺接固定住旋转框架3在轴2-1上的径向位置;
所述到位死挡组件6包括死挡块A 6-1、死挡块B 6-2、死挡块C 6-3及死挡块D 6-4;共设有4个到位死挡块,即旋转前和旋转后各设一套;其中死挡块A 6-1和死挡块C 6-3安装在旋转框架3上;死挡块B 6-2和死挡块D 6-4安装在固定框架1上。死挡块A 6-1和死挡块B 6-2,以保证驱动伸缩气缸缩回时的到位位置;死挡块C 6-3和死挡块D 6-4,则保证驱动伸缩气缸伸出时的到位位置。该组件可用来保证气缸驱动旋转前与旋转后具有精确的到位角度,可有效避免到位后角度偏差太大的问题。
所述驱动伸缩气缸4采用中间耳轴形式气缸,利用耳轴安装方式安装在气缸安装支座5,气缸安装支座5固定于固定框架1上,固定框架1与气缸安装支座5之间用调整垫片7来调节伸缩气缸的安装位置。驱动伸缩气缸4另一端的气缸头与旋转框架上的气缸座8连接,并将旋转框架上的气缸座8固定于旋转框架3上,通过驱动伸缩气缸4的伸缩来完成旋转装置的动力驱动,即由此组成旋转装置的动力驱动机构。所述旋转轴组件2连接于固定框架1和旋转框架3之间,由此实现旋转框架3及旋转框架3上需要被吊取的设备沿旋转轴呈90°角度的旋转。
该装置结构设置特点及工作原理如下:
该装置中的旋转轴组件2一端通过键2-7固定到旋转框架3上,另一端通过固定端支座2-3固定到固定框架1上,吊具吊取设备后到达指定旋转位置,通过气缸安装支座5固定于固定框架1上的驱动伸缩气缸4伸缩端打开伸出,带动旋转框架3沿旋转轴组件2进行旋转动作,当控制驱动伸缩气缸4缩回时,即可带动旋转框架3及其上面需要吊取旋转的设备进行旋转转回原位置的操作,因此通过控制驱动伸缩气缸的伸缩动作,即可实现装置的旋转功能。
该装置可根据现场需要制成90°旋转角度的吊具装置,所述驱动伸缩气缸只需要采用SMC:MDBT 63-250-XC14型号气缸,行程为250mm即可。应用时非常方便,简单合理的结构设计可大大节约调试运行时间,有效降低生产成本。本发明可广泛用于汽车大型自动化焊装生产线的吊具系统中,可满足吊具设备取放件呈角度的放置方式。驱动伸缩气缸驱动旋转,能够节省设备转序的工作时间,减轻工作人员的劳动负荷,从根本上解决了汽车生产线长期以来吊具设备中亟待解决的技术难题,显著提高了劳动生产率和生产的安全性。
上述参照实施例对该用于汽车焊装生产吊具中的气缸驱动旋转装置进行的详细描述,是说明性的而不是限定性的;因此在不脱离本发明总体构思下的变化和修改,应属本发明的保护范围之内。
- 用于汽车焊装生产吊具中的气缸驱动旋转装置
- 用于汽车焊装生产吊具中的气缸驱动旋转装置