桁架半自动焊接工作设备
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及建筑材料生产技术领域,具体涉及桁架半自动焊接工作设备。
背景技术
在制造桁架生产线上,采用切断钢筋骨架以获得不同长度的桁架以满足工程需要,钢筋骨架切断口形成了两个桁架的端头,通常在两个端头分别焊接十字支座筋以加固桁架强度,十字支座筋由横向和竖向的钢筋组成,上述焊接工作需要对横向和竖向的钢筋进行固定并对齐定位到两个桁架端头,现有技术是以人工完成焊接工作,效率低,影响桁架生产流程。为了提高生产效率实现批量焊接,有必要设计一种桁架端头十字支座筋使用机器人半自动焊接的设备。
发明内容
本发明针对上述现有技术的不足,发明了桁架半自动焊接工作设备。
为了实现上述目的,本发明采用如下的技术方案:
桁架半自动焊接工作设备,包括底架、桁架靠模、十字架定位块和焊接机器人,所述的底架的顶面上并排设置有若干个桁架靠模,所述的桁架靠模的前端固定设置有十字架定位块;所述的底架的前方安装设置有焊接机器人。
本发明的创新点在于设计一种与焊接机器人配合使用的设备,先通过人工把桁架放上后再控制机器人进行自动焊接,实现了批量焊接桁架的功能,降低了工人的劳动强度。
进一步,所述的桁架靠模为三角靠模,三角靠模与桁架的结构相配合,桁架放置上去后能够放置稳定不会晃动或移动。
进一步,所述的十字架定位块包括底座、凸块和顶针,所述的底座上设置有呈倒“品”字形分布的3个凸块,所述的顶针设置在位于底下的凸块上,方便放置横向钢筋和竖向钢筋并与桁架的端头位置相配合方便后续的焊接;并且通过调节顶针可以调整竖向钢筋的高度以满足焊接的要求。
进一步,还包括桁架压紧装置,所述的桁架压紧装置包括横架、压紧气缸和压板,所述的横架横跨固定设置在底架上,所述的横架上固定设置有朝下的压紧气缸,所述的压紧气缸上固定设置有压板,所述的压板位于桁架靠模的正上方,通过桁架压紧装置把桁架紧紧的压在桁架靠模上,方便后续焊接时桁架不晃动。
进一步,还包括对齐装置,所述的对齐装置包括滑轨、滑杆、端头定位块和顶升气缸,所述的底架正面的左右两边各设置有一根竖向的滑轨,所述的滑杆滑动设置在2根滑轨上,所述的端头定位块设置在滑杆上并与十字架定位块一一对应;所述的底架上设置有驱动滑杆上下滑动的顶升气缸,对齐装置的作用是在放置桁架时能够把其端头对齐成排,避免端头参差不齐导致后续焊接机器人无法焊接。
进一步,所述的端头定位块为U形定位块,端头定位块上移后十字架定位块被卡在端头定位块内,端头定位块主要是对桁架上位于底下的两根主筋进行定位,避免了端头定位块与十字架定位块产生干涉。
进一步,还包括轨道和移动架,所述的轨道固定放置在底架的后面,所述的移动架滑动设置在轨道上,由于桁架比较长若只有焊接端头处后支撑点,后面那部分可能会在自身的重量下被压弯,所以需要设置轨道和移动架用于放置支撑桁架后半部分使其始终保持水平状态。
本发明的优点在于:本发明采用桁架放置架与焊接机器人相互配合使用,实现了对桁架端头十字支座筋的批量半自动焊接,降低了工人的劳动强度,加快了工作效率;其整体结构简单,制作方便,适合用在建筑材料生产各个环节上。
附图说明
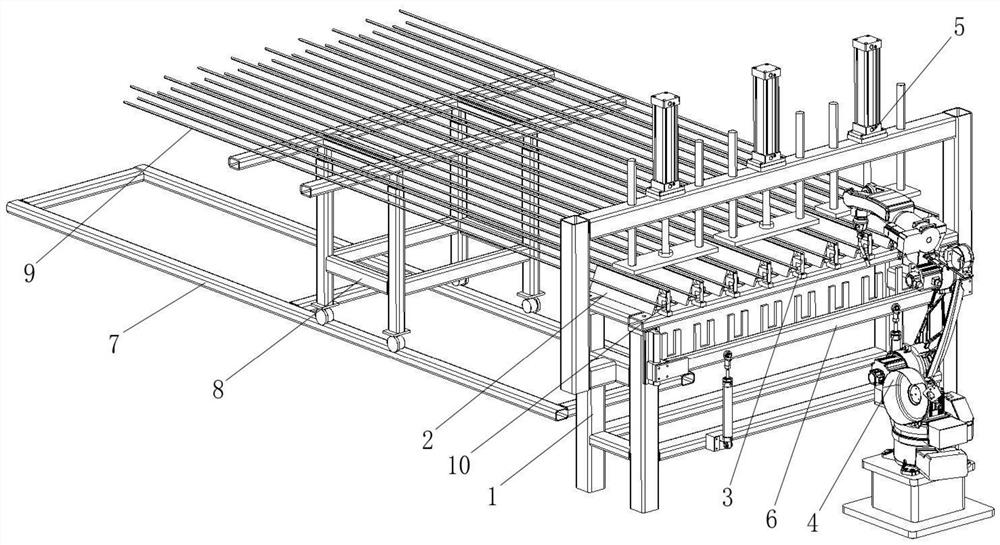
图1是本发明桁架半自动焊接工作设备的立体图;
图2是本发明桁架半自动焊接工作设备中底架及其连接安装部件的立体图;
图3是本发明桁架半自动焊接工作设备中十字架定位块的立体图。
具体实施方式
以下结合附图对本发明进行详细说明:
在本发明的描述中,需要说明的是,“横”、“竖”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1所示,桁架半自动焊接工作设备,包括底架1、桁架靠模2、十字架定位块3、焊接机器人4、桁架压紧装置5、对齐装置6、轨道7和移动架8,所述的底架1的顶面上并排设置有9个桁架靠模2,桁架靠模2与桁架靠模2之间相互间隔设置。桁架靠模2为三角靠模,与桁架9的结构相匹配,方便把桁架9稳定的放置上。在桁架靠模2的前端固定设置有十字架定位块3,十字架定位块3用于放置横向钢筋和竖向钢筋。如图3所示,十字架定位块3包括底座31、凸块32和顶针33,所述的底座31上设置有呈倒“品”字形分布的3个凸块32,底座31和凸块32一体化。所述的顶针33设置在位于底下的凸块32上,顶针33螺旋旋转与凸块32连接。放置十字支座筋10时横向钢筋位于里面,竖向钢筋位于外面并被顶针33顶起,通过顶针33可以调节竖向钢筋的高度以满足焊接的距离搭配要求。在底架1的前方安装设置有焊接机器人4,底架1的上方设置有桁架压紧装置5,对齐装置6固定设置在底架1的正面上,轨道7和移动架8设置在底架1的后面,移动架8滑动设置在轨道7上。
如图2所示,桁架压紧装置5包括横架51、压紧气缸52和压板53,横架51横跨固定设置在底架1上,横架51呈倒U形其两边固定连接在底架1的两边,与桁架靠模2垂直设置。在横架51上固定设置有朝下的压紧气缸52,压紧气缸52上固定设置有压板53,压板53位于桁架靠模2的正上方。通过压紧气缸52控制压板53上下移动实现对放置在桁架靠模2上桁架9的压紧固定作用。为了保证压板53不会晃动或偏移,在压板53上还应设置有2根定位杆,定位杆固定在压板53上并穿过横架51。所述的对齐装置6包括滑轨61、滑杆62、端头定位块63和顶升气缸64,滑轨61固定设置在底架1正面的左右两边,每一边各设置有一根竖向的滑轨61,所述的滑杆62滑动设置在2根滑轨61上,其两端与滑轨61滑动连接。所述的端头定位块63设置在滑杆62上并与十字架定位块3一一对应,即每一个十字架定位块3会配有一个端头定位块63,端头定位块63为U形定位块。在底架1上设置有驱动滑杆62上下滑动的顶升气缸64,端头定位块63上移后十字架定位块3被卡在端头定位块63内。
本实施方式中焊接机器人4采用六轴工业机器人,具体为MA1400安川焊接机器人;压紧气缸52的型号为SU63X250FA;顶升气缸64的型号为MA32X150SDB;顶针33采用型号为QT-12的球头柱塞。
本发明的工作流程:1.在操作前桁架压紧装置5收起,对齐装置6上升;2.人工装入桁架9,与桁架靠模2相吻合,桁架9前端端头接触到端头定位块63,依次装完;3.放下桁架压紧装置5,压紧桁架9,同时把对齐装置6放下使端头定位块63下降;4.手工装入十字支座架10,十字支座架10在顶针的作用下,固定在十架定位块3上;5.启动焊接机器人4进行焊接;6.焊接结束后,桁架压紧装置5收起,人工取出成品,完成。
尽管上文对本发明的具体实施方案进行了详细的描述和说明,但应该指明的是,我们可以对上述实施方案进行各种改变和修改,但这些都不脱离本发明的精神和所附的权利要求所记载的范围。
- 桁架半自动焊接工作设备
- 桁架半自动焊接工作设备