立式铜管焊接工作台
文献发布时间:2023-06-19 10:40:10
技术领域
本发明涉及铜管加工技术领域,尤其涉及一种立式铜管焊接工作台。
背景技术
空调内的各部品分别通过铜管相连接后,被完全密封起来,形成管路。该管路内封入了“冷媒”,制冷铜管焊接工作就是将管路焊好,保持“冷媒”在管路中流动中不发生泄露,提高空调的品质,减少对环境的影响。
铜管一般使用钎焊焊接,钎焊是利用液态钎料填满钎焊金属结合面的间隙面形成牢固接头的焊接方法,其工艺过程必须具备两个基本条件。a)液态钎料能润湿钎焊金属并能致密的填满全部间隙;b)液态钎料与钎焊金属进行必要的物理、化学反应达到良好的金属间结合。
铜管在钎焊焊接过程中,首先使用火焰在铜管一侧进行加热,当铜管加热到一定程度,在铜管的另一侧使用钎条接触铜管,钎条在较冷层融化,形成钎液后,由于毛细作用,从钎液铜管的较冷层侧逐步向较热侧移动,最终填满整个铜管间隙,在此焊接方法过程中,焊液需要进行较多的径向移动和轴向移动,容易出现焊接间隙处焊料不够饱满的现象,在铜管钎焊焊接过程中,其焊料量的控制多依靠工人经验,焊料的过多会出现焊瘤,焊料不足则导致焊接充分,影响焊接质量。
发明内容
本发明的目的是为了解决现有技术中焊接间隙处焊料不够饱满的问题,而提出的一种立式铜管焊接工作台。
为了实现上述目的,本发明采用了如下技术方案:
立式铜管焊接工作台,包括支撑架和位于支撑架上的夹持内铜管的上夹持件、夹持外铜管的下夹持件、夹持焊棒的焊棒夹具、加热喷嘴和抖动盒。所述上夹持件和下夹持件的夹持中心点在同一竖直直线上,所述抖动盒用于触动焊接间隙中的焊液。
具体的,所述支撑架的下部设置环状的下滑块,所述下滑块的内壁设置若干均匀布置的加热喷嘴,所述加热喷嘴可喷出火焰,用于对铜管进行加热,以及对抖动盒进行加热。
进一步的,所述下滑块上设置安装底座,所述安装底座一侧固定设置悬架,所述悬架的一端活动连接抖动盒,所述悬架的下端固定连接下滑块,所述悬架的上端设置移动块,所述移动块与抖动盒之间设置柔性的吊链,所述移动块与悬架之间设置缓冲件,所述缓冲件可为减震弹簧。
进一步的,所述抖动盒与接触头之间设置驱动缸,所述驱动缸内部设置活塞、拉簧和连接杆的一端,所述活塞的一端通过拉簧与驱动缸的内壁连接,所述活塞的另一端固定连接连接杆,所述连接杆位于驱动缸的一端与接触头之间设置水平的伸缩杆和缓冲件,所述伸缩杆由多个圆筒套接而成,所述缓冲件为弹簧。
进一步的,抖动盒的内部装满水,为使抖动盒中水易于沸腾,将抖动盒中的压强降低。所述抖动盒的内部设置浮球,所述浮球的内部设置多个颗粒物,所述颗粒物给浮球施加下沉力,当所述浮球完全浸入抖动盒的水中,浮球可静止漂浮于抖动盒的水中。
进一步的,所述驱动缸通过进汽管和出气管与抖动盒连通。当拉簧处于自然伸长状态,活塞处于初始位置,所述进汽管与驱动缸的连接口和所述出气管与驱动缸的连接口位于活塞的不同侧,抖动盒中的水沸腾,形成的水蒸气可通过进汽管进入驱动缸中,推动活塞运动;当活塞运动处于极限位置,即活塞抵住驱动缸端部内壁,活塞不再运动,所述进汽管与驱动缸的连接口和所述出气管与驱动缸的连接口位于活塞的同侧,此时驱动缸中的蒸汽通过出气管进入抖动盒中。
本发明中,进汽管和出气管上均设置对应的单向阀,防止蒸汽导流。
进一步的,所述支撑架的上部设置若干均匀分布的上滑块,所述上滑块与焊棒夹具之间设置水平的送料油缸,用于调节焊棒的位置。所述焊棒夹具的下方设置定量环,所述定量环与焊棒夹具之间设置用于调节定量环位置的限位油缸。所述定量环的方位满足以下条件:当焊棒夹具夹持焊棒时,所述焊棒从定量环中穿过或者与定量环同轴。
本制冷铜管焊组件的工作过程为:
步骤一:结合内铜管的外径尺寸和外铜管的内径尺寸,计算焊接间隙的体积,得到标准量的焊料,从而得到焊棒的目标融化长度,将焊棒安装于焊棒夹具,通过限位油缸调整定量环的位置,使定量环位于目标融化长度位置。上述标准量的焊料为:焊棒融化的体积与焊接间隙的容积相同,即焊棒的截面面积*长度=焊接间隙的容积。使用标准量的焊料用于保持焊液的量与焊接间隙向匹配,避免焊液不足或者焊液过多留置于焊接间隙底部而形成瘤块的现象。
步骤二:使用上夹持件夹持内铜管,下夹持件夹持外铜管,上夹持件和下夹持件相互靠近移动,使得内铜管插入外铜管中,内铜管的外壁和外铜管的内壁重叠部分之间形成焊接间隙,同时调节下滑块的位置,使得加热喷嘴对准焊接间隙的下部,此时拉簧处于自然伸长状态,活塞处于初始位置,接触头与外铜管不接触。
步骤三:打开加热喷嘴,加热喷嘴喷出火焰对外铜管的外部进行加热,当铜管被加热到合适温度,驱动上滑块和送料油缸,使焊棒的一端位于焊接间隙上端进口,在热管影响下,焊棒的端部开始融化,调小加热喷嘴的火焰,使其对抖动盒形成持续供热;
在火焰加热铜管的同时,火焰对抖动盒中的水进行加热,使得抖动盒中的水沸腾,浮球在抖动盒中沉浮,使得抖动盒产生抖动,同时抖动盒中的水沸腾形成水蒸气,水蒸气可通过进汽管进入驱动缸中,推动活塞运动,当活塞运动处于极限位置,即活塞抵住驱动缸端部内壁,活塞不再运动,所述进汽管与驱动缸的连接口和所述出气管与驱动缸的连接口位于活塞的同侧,此时驱动缸中的蒸汽通过出气管进入抖动盒中,此时接触头稳定压于外铜管的外壁,抖动盒的抖动通过接触头传递给外铜管,触动位于焊接间隙中焊液,使焊液可均匀达到焊接间隙各处,使得焊接饱满。
步骤四:送料油缸一直工作,保持焊棒的持续进给,焊棒不断融化进入焊接间隙中,直到焊棒的融化至定量环处,焊棒不再接触铜管并停止融化,在此过程中,下滑块带动抖动盒不断下移,从上到下对焊接间隙中的焊液进行触动。
步骤五:当标准量的焊液完全进入焊接间隙,停止加热喷嘴对抖动盒进行供热。
本发明的有益效果是:
1、本立式铜管焊接工作台用于制冷铜管的焊接,在铜管的焊接间隙下端进行加热,焊液只需进行轴向运动和微量径向运动,使上端焊液均匀下流,加快焊液流动的速度,提高焊接效率,并使焊液均匀充满焊接间隙,提高焊接质量,且焊接组件结构简单,便于实施,极具应用前景。
2、本立式铜管焊接工作台通过水做媒介,利用铜管加热的热量得到使得焊液抖动的动能和驱动接触头压于外铜管的压力,实现了能源的充分利用。
附图说明
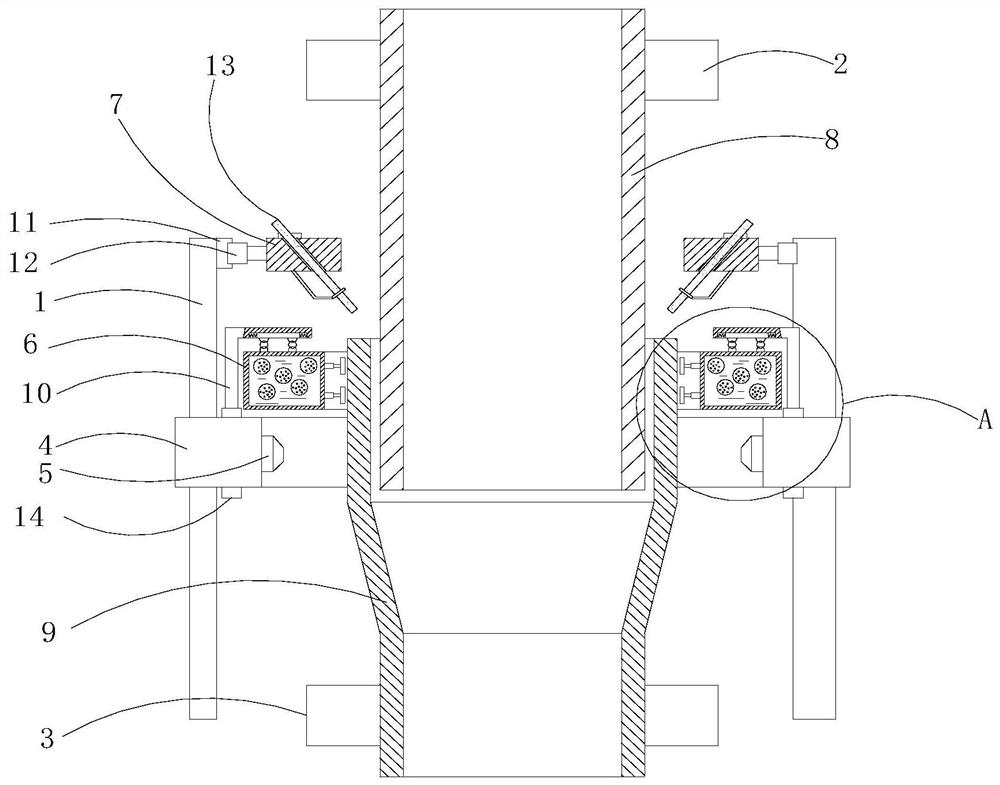
图1为本立式铜管焊接工作台的结构示意图;
图2为本立式铜管焊接工作台A处的结构示意图;
图3为本立式铜管焊接工作台抖动盒处的结构示意图;
图4为本立式铜管焊接工作台抖动盒处俯视的结构示意图;
图5为本立式铜管焊接工作台加热喷嘴处俯视的结构示意图;
图6为本立式铜管焊接工作台焊棒夹具处的结构示意图。
图中:1、支撑架;2、上夹持件;3、下夹持件;4、下滑块;5、加热喷嘴;6、抖动盒;7、焊棒夹具;8、内铜管;9、外铜管;10、悬架;11、上滑块;12、送料油缸;13、焊棒;14、安装底座;15、接触头;16、焊接间隙;17、移动块;18、缓冲件;19、吊链;20、伸缩杆;21、缓冲件;22、浮球;23、定量环;24、限位油缸;25、驱动钢;251、活塞;252、拉弹;253、连接杆;61、出汽管;62、进气管。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参考图1,立式铜管焊接工作台包括支撑架1和位于支撑架1上的夹持内铜管8的上夹持件2、夹持外铜管9的下夹持件3、夹持焊棒13的焊棒夹具7、加热喷嘴5和抖动盒6。所述上夹持件2和下夹持件3的夹持中心点在同一竖直直线上,所述抖动盒6用于触动焊接间隙中的焊液。
具体的,参考图5,所述支撑架1的下部设置环状的下滑块4,所述下滑块4的内壁设置若干均匀布置的加热喷嘴5,所述加热喷嘴5可喷出火焰,用于对铜管进行加热,以及对抖动盒6进行加热。
进一步的,参考图2、图3、图4所述下滑块4上设置安装底座14,所述安装底座14一侧固定设置悬架10,所述悬架10的一端活动连接抖动盒6,所述悬架10的下端固定连接下滑块4,所述悬架10的上端设置移动块17,所述移动块17与抖动盒6之间设置柔性的吊链19,所述移动块17与悬架10之间设置缓冲件18,所述缓冲件18可为减震弹簧。
进一步的,参考图3,所述抖动盒6与接触头15之间设置驱动缸25,所述驱动缸25内部设置活塞251、拉簧252和连接杆253的一端,所述活塞251的一端通过拉簧252与驱动缸25的内壁连接,所述活塞251的另一端固定连接连接杆253,所述连接杆253位于驱动缸25的一端与接触头15之间设置水平的伸缩杆20和缓冲件21,所述伸缩杆20由多个圆筒套接而成,所述缓冲件21为弹簧。
进一步的,抖动盒6的内部装满水,为使抖动盒6中水易于沸腾,将抖动盒6中的压强降低。参考图2,所述抖动盒6的内部设置浮球22,所述浮球22的内部设置多个颗粒物,所述颗粒物给浮球22施加下沉力,当所述浮球22完全浸入抖动盒6的水中,浮球22可静止漂浮于抖动盒6的水中。
进一步的,所述驱动缸25通过进汽管61和出气管62与抖动盒6连通。当拉簧252处于自然伸长状态,活塞251处于初始位置,所述进汽管61与驱动缸25的连接口和所述出气管62与驱动缸25的连接口位于活塞251的不同侧,抖动盒6中的水沸腾,形成的水蒸气可通过进汽管61进入驱动缸25中,推动活塞251运动;当活塞251运动处于极限位置,即活塞251抵住驱动缸25端部内壁,活塞251不再运动,所述进汽管61与驱动缸25的连接口和所述出气管62与驱动缸25的连接口位于活塞251的同侧,此时驱动缸25中的蒸汽通过出气管62进入抖动盒6中。
本发明中,进汽管61和出气管62上均设置对应的单向阀,防止蒸汽导流。
进一步的,所述支撑架1的上部设置若干均匀分布的上滑块11,参考图6,所述上滑块11与焊棒夹具7之间设置水平的送料油缸12,用于调节焊棒13的位置。所述焊棒夹具7的下方设置定量环23,所述定量环23与焊棒夹具7之间设置用于调节定量环23位置的限位油缸24。所述定量环23的方位满足以下条件:当焊棒夹具7夹持焊棒13时,所述焊棒13从定量环23中穿过或者与定量环23同轴。
本制冷铜管焊组件的工作过程为:
步骤一:结合内铜管8的外径尺寸和外铜管9的内径尺寸,计算焊接间隙16的体积,得到标准量的焊料,从而标准量的焊料得到焊棒13的目标融化长度,将焊棒13安装于焊棒夹具7,通过限位油缸24调整定量环23的位置,使定量环23位于目标融化长度位置。
步骤二:使用上夹持件2夹持内铜管8,下夹持件3夹持外铜管9,上夹持件2和下夹持件3相互靠近移动,使得内铜管8插入外铜管9中,内铜管8的外壁和外铜管9的内壁重叠部分之间形成焊接间隙16,同时调节下滑块4的位置,使得加热喷嘴5对准焊接间隙16的下部,此时拉簧252处于自然伸长状态,活塞251处于初始位置,接触头15与外铜管9不接触。
步骤三:打开加热喷嘴5,加热喷嘴5喷出火焰对外铜管9的外部进行加热,当铜管被加热到合适温度,驱动上滑块11和送料油缸12,使焊棒13的一端位于焊接间隙16上端进口,在热管影响下,焊棒13的端部开始融化,调小加热喷嘴5的火焰,使其对抖动盒6形成持续供热;
在火焰加热铜管的同时,火焰对抖动盒6中的水进行加热,使得抖动盒6中的水沸腾,浮球22在抖动盒6中沉浮,使得抖动盒6产生抖动,同时抖动盒6中的水沸腾形成水蒸气,水蒸气可通过进汽管61进入驱动缸25中,推动活塞251运动,当活塞251运动处于极限位置,即活塞251抵住驱动缸25端部内壁,活塞251不再运动,所述进汽管61与驱动缸25的连接口和所述出气管62与驱动缸25的连接口位于活塞251的同侧,此时驱动缸25中的蒸汽通过出气管62进入抖动盒6中,此时接触头15稳定压于外铜管9的外壁,抖动盒6的抖动通过接触头15传递给外铜管9,触动位于焊接间隙16中焊液,使焊液可均匀达到焊接间隙各处,使得焊接饱满。
步骤四:送料油缸12一直工作,保持焊棒13的持续进给,焊棒13不断融化进入焊接间隙16中,直到焊棒13的融化至定量环23处,焊棒不再接触铜管并停止融化,在此过程中,下滑块14带动抖动盒6不断下移,从上到下对焊接间隙16中的焊液进行触动。
步骤五:当标准量的焊液完全进入焊接间隙16,停止加热喷嘴5对抖动盒6进行供热。
本实施例中的立式铜管焊接工作台用于制冷铜管的焊接,在铜管的焊接间隙下端进行加热,焊液只需进行轴向运动和微量径向运动,使上端焊液均匀下流,加快焊液流动的速度,提高焊接效率,并使焊液均匀充满焊接间隙,提高焊接质量,且焊接组件结构简单,便于实施,极具应用前景。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 立式铜管焊接工作台
- 立式拉床工作台座的焊接结构