一种用于气动阀体零部件加工的可替换式切槽刀片
文献发布时间:2023-06-19 10:40:10
技术领域
本发明涉及刀具技术领域,具体说,是一种用于气动阀体零部件加工的可替换式切槽刀片。
背景技术
气动阀体零部件加工时,现有的加工工序是采用标准的槽刀片进行加工,加工时需要走成型程序,由于要加工的槽比较窄,如图6所示,碎屑容易卡在槽内排不出来,后续手动除屑效率底下,而且容易弄伤已加工的表面,导致成品率不高。
发明内容
发明目的:针对上述现有技术中的存在的问题和不足,本发明的目的是提供一种用于气动阀体零部件加工的可替换式切槽刀片。
技术方案:为达到上述目的,本发明所述的一种用于气动阀体零部件加工的可替换式切槽刀片,包括柄部和刃部,所述刃部包括切槽刃部和倒角刃部,所述切槽刃部包括底刃、刃尖保护部、侧刃一、侧刃二、所述底刃设置在刃部的最前端,侧刃一和侧刃二相对设置,所述侧刃一、侧刃二与底刃之间均设有刃尖保护部,所述底刃设有两段底刃前角和底刃后角,所述侧刃一、侧刃二设有侧刃后角,两个前角处设置断屑槽一和断屑槽二;底刃与侧刃一、侧刃二构成的刀面上设置断屑槽三和断屑槽四;所述倒角刃部包括一组平行设置的倒角刃,所述倒角刃与侧刃一相邻设置。
进一步地,所述第一前角和第二前角均为15°~25°,所述后角为10°~15°。
进一步地,所述底刃上还设有中凹前角,所述中凹前角为5°~10°。中凹前角的设计使屑形往槽中间卷曲。
进一步地,所述刃部保护部为弧形。
进一步地,所述倒角刃与水平中心轴线所成夹角为58°~62°。
进一步地,为1°~4°,侧刃一和侧刃二上均设有1°~3°的避空。两侧刃的后角设计,保证了刀具的使用寿命,两侧刃1°~3°避空设计,保证槽壁无干涉,光洁度得到保证。
上述技术方案可以看出,本发明的有益效果为:
本发明所述的一种用于气动阀体零部件加工的可替换式切槽刀片,为可替换刀头,加工的零件尺寸稳定,光洁度好,切槽刃部和倒角刃部2段断屑槽设计,使屑形更稳定,使得屑型稳定,不易缠屑;不会卡住已加工表面,容易排出,提高了产品加工的效率和成品率。
附图说明
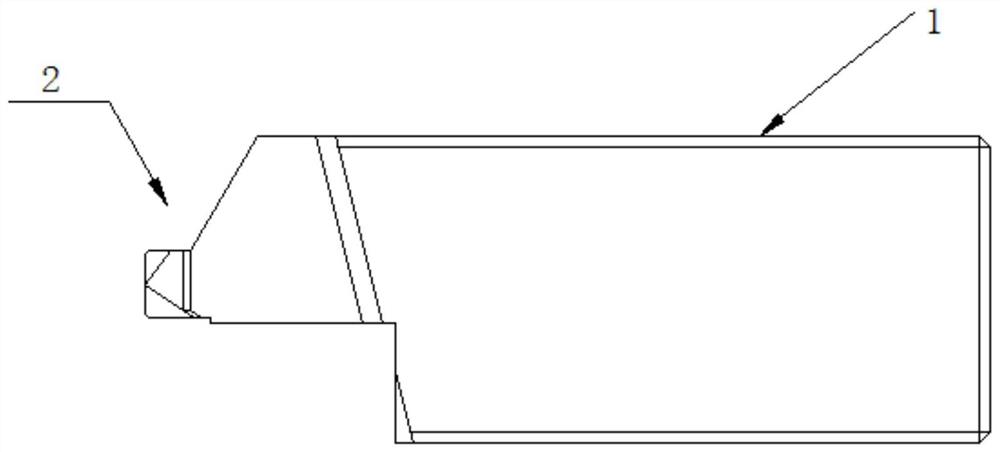
图1为本发明的正视图;
图2为本发明的刃部局部结构示意图;
图3为本发明的后视图;
图4为本发明的左视图;
图5为本发明的安装示意图;
图6为待加工零件的局部结构图。
具体实施方式
下面结合附图和具体实施例,进一步阐明本发明。
如图1-4所示的一种用于气动阀体零部件加工的可替换式切槽刀片,包括柄部1和刃部2,所述刃部包括切槽刃部和倒角刃部,所述切槽刃部包括底刃21、刃尖保护部22、侧刃一23、侧刃二24、所述底刃21设置在刃部2的最前端,侧刃一23和侧刃二24、相对设置,所述侧刃一23、侧刃二24与底刃21之间均设有刃尖保护部22,所述底刃21设有底刃前角211和底刃后角212,所述侧刃一23、侧刃二24设有侧刃后角231,所述前角212处设置断屑槽一261,第二前角212处设置断屑槽二262;底刃211与侧刃一23、侧刃二24构成的刀面上设置断屑槽三263和断屑槽四264;所述倒角刃部包括一组平行设置的倒角刃25,所述倒角刃25与侧刃一23相邻设置。
本实施例中所述底刃前角211均为15°~25°,所述底刃后角212为10°~15°。
本实施例中所述底刃21上还设有中凹前角214,所述中凹前角214为5°~10°。
本实施例中所述刃部保护部22为弧形。
本实施例中所述倒角刃25与水平中心轴线所成夹角为58°~62°。
本实施例中所述侧刃一23和侧刃二24的后角为1°~4°,侧刃一23和侧刃二24上均设有1°~3°的避空。
如图5所示,使用时,将切槽车刀片固定在刀具上,使屑形往槽中间卷曲,不会卡住已加工表面;切槽刃部和倒角刃部2段断屑槽设计,使屑形更稳定,不易缠屑;前角15°~25°设计,更适合加工铝件;两侧刃后角1°~4°设计。
实施例仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价均落于本申请所附权利要求所限定的范围。