一种粉末冶金产品表面支撑率提高装置及方法
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及一种机械零部件的表面处理技术方案,具体说是一种粉末冶金产品表面支撑率提高装置及其使用方法。
背景技术
如图4所示,产品表面的支撑率(TP值)即为轮廓支撑长度率曲线Rmr(c),简称支撑率(TP),在评定长度内一条平行于中线的直线从峰顶向下移动到某一水平位置(移动距离为c),轮廓的实体材料长度Ml(c)与评定长度ln之比;即:
TP值=Rmr(c)=(L1+L2+L3+......+Lx)/Ln;
现有技术中对于该产品的表面轮廓均是通过车削和磨削来加工该表面,均是以切除材料的方式提高端面的面粗度,传统的切削和磨削虽然能稳定的保证端面的面粗度,但是不能保证稳定的提升支撑率TP值,因为粉末冶金的产品有大量的空隙,即使切除了表层的材料,但内部的结构仍然是空隙状浮现在表层。
发明内容
本发明的目的是针对现有技术存在的不足,提供一种粉末冶金产品表面支撑率提高装置及方法;其技术方案如下:
一种粉末冶金产品表面支撑率提高装置,包括伺服压力机、滚压刀具以及滚压盘;所述的伺服压力机可设定压力并检测压力,伺服压力机的主轴可相应旋转以及上下运动;所述的滚压刀具的上端通过设置的夹持部位与伺服压力机的主轴可拆卸安装,并且滚压刀具的下端还相应安装有滚针;所述的滚针设置有若干个,并且为环形间隔均匀安装设置,在滚压刀具上可滚动旋转;而所述的滚压盘上设置有与滚压刀具位置对应的工位槽,粉末冶金产品可相应固定在该工位槽内,通过上方对应的滚压刀具上的滚针对粉末冶金产品的表面进行滚压。
作为优选,所述的滚压刀具的中部还设置有滚压柄。
作为优选,所述滚压刀具上端面的夹持部位设置为阶梯槽结构;而所述伺服压力机的主轴端部同样设置为阶梯轴形状。
作为优选,还包括底部旋转机构,所述的滚压盘相应安装在底部旋转机构上,可相应带动滚压盘旋转;而若干个滚压盘上都有相应的工位槽,转动滚压盘使其位置与上方的滚压刀具位置对应。
作为优选,所述的滚压刀具上的滚针至少间隔均匀的设置有四个;而带有工位槽的滚压盘至少间隔均匀的设置有六个。
作为优选,所述的滚压盘上还设置有与工位槽相连通的漏油孔。
本发明还提供一种提高粉末冶金产品表面支撑率的方法,包括以下步骤:
1)准备伺服压力机,该伺服压力机的主轴可转动以及上下运动,以及在伺服压力机的主轴上安装滚压刀具,该滚压刀具的下端至少设置有四个间隔均匀的呈圆柱状的滚针;
2)准备与伺服压力机配套使用的滚压盘,滚压盘设置在底部旋转机构上,可相应旋转,并且滚压盘上设置有工位槽,与上方的伺服压力机上主轴上的滚压刀具的位置对应;
3)每一工位槽内均放置有一粉末冶金产品,通过上方的伺服压力机控制滚压刀具向下移动,使得滚压刀具上的滚针压紧在粉末冶金产品的表面,伺服压力机控制滚压刀具旋转,对粉末冶金产品的表面进行滚压;
4)调整伺服压力机的压力以及运动行程,滚压至满足粉末冶金产品表面支撑率;之后伺服压力机调整滚针上移,通过底部旋转机构旋转调整滚压盘上工位槽与上方滚压刀具的位置,重复进行滚压。
其中,所述步骤中的滚针设置为硬质合金滚针,其表面粗糙度小于0.1。
有益效果:本发明具有以下有益效果:本发明整体通过滚压的方式来实现粉末冶金产品表面支撑率的提高;通过设置可以旋转以及上下运动的伺服压力机,来实现下端可拆卸安装的滚压刀具的上下移动以及旋转,下方的滚压盘上设置工位槽,用于固定安装粉末冶金产品,并且可以完成一个工位的滚压后,调节位置继续滚压;本发明可以显著减小粉末颗粒的峰值,提高端面的支撑率,从而减小使用过程中摩擦,减少了摩擦损耗,延长零件的使用寿命。
附图说明
图1为本发明结构图;
图2为图1上下安装图;
图3变速箱内油泵驱动链轮结构图;
图4为滚压之前的粉末冶金产品表面支撑长度率曲线;
图5为滚压之后的粉末冶金产品表面支撑长度率曲线。
具体实施方式
下面结合附图和具体实施例,进一步阐明本发明,本实施例在以本发明技术方案为前提下进行实施,应理解这些实施例仅用于说明本发明而不用于限制本发明的范围。
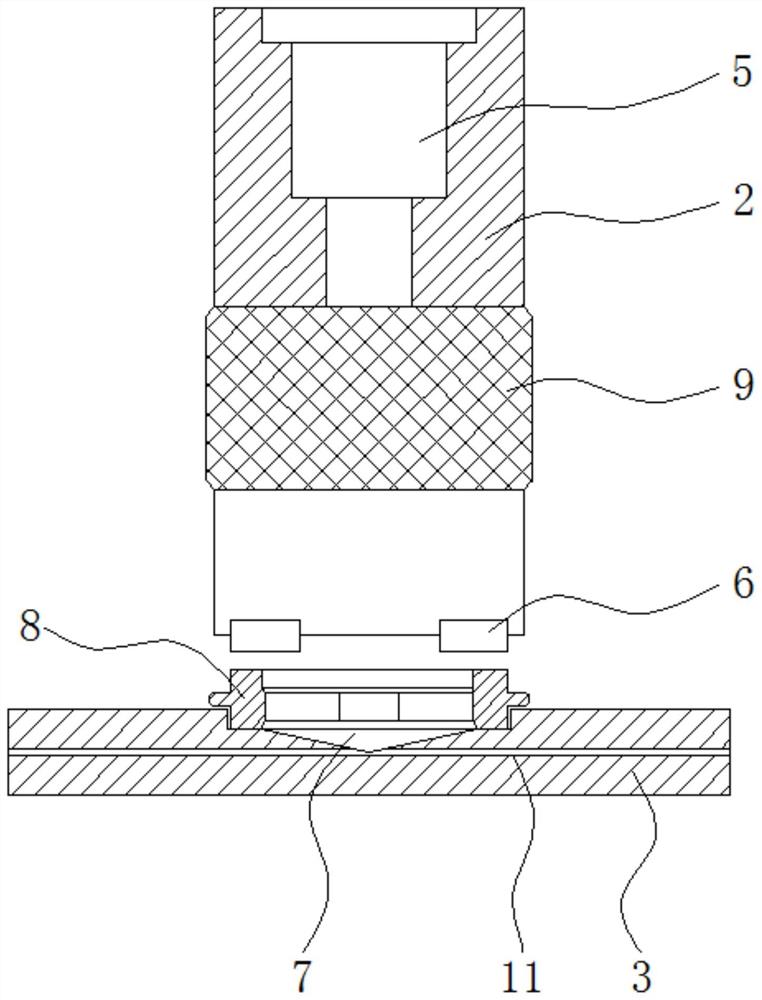
如图1和图2所示,一种粉末冶金产品表面支撑率提高装置,包括伺服压力机1、滚压刀具2以及滚压盘3;伺服压力机1可设定压力并检测压力,伺服压力机1的主轴4可相应旋转以及上下运动;滚压刀具2的上端通过设置的夹持部位5与伺服压力机1的主轴4可拆卸安装,并且滚压刀具2的下端还相应安装有滚针6;滚针6设置有若干个,并且为环形间隔均匀安装设置,在滚压刀具2上可滚动旋转;而滚压盘3上设置有与滚压刀具2位置对应的工位槽7,粉末冶金产品8可相应固定在该工位槽7内,通过上方对应的滚压刀具2上的滚针6对粉末冶金产品8的表面进行滚压。
滚压刀具2的中部还设置有滚压柄9;滚压刀具2上端面的夹持部位5设置为阶梯槽结构;而伺服压力机1的主轴4端部同样设置为阶梯轴形状。
还包括底部旋转机构10,滚压盘3相应安装在底部旋转机构10上,可相应带动滚压盘3旋转;而滚压盘3为环形间隔均匀设置,滚压盘3上设置相应工位槽7,其位置与上方的滚压刀具2位置对应。
滚压刀具2上的滚针6至少间隔均匀的设置有四个;而滚压盘3,至少间隔均匀的设置有六个;滚压盘3上还设置有与工位槽7相连通的漏油孔11;滚针6设置为硬质合金滚针6,其表面粗糙度小于0.1。
本发明还提供一种提高粉末冶金产品表面支撑率的方法,具体如下:准备伺服压力机1,该伺服压力机1的主轴4可转动以及上下运动,以及在伺服压力机1的主轴4上安装滚压刀具2,该滚压刀具2的下端至少设置有四个间隔均匀的呈环形的滚针6;准备与伺服压力机1配套使用的滚压盘3,滚压盘3设置在底部旋转机构10上,可相应旋转,并且滚压盘3上设置有工位槽7,与上方的伺服压力机1上主轴4上的滚压刀具2的位置对应。
每一工位槽7内均放置有一粉末冶金产品8,通过上方的伺服压力机1控制滚压刀具2向下移动,使得滚压刀具2上的滚针6压紧在粉末冶金产品8的表面,伺服压力机1控制滚压刀具2旋转,对粉末冶金产品8的表面进行滚压;调整伺服压力机1的压力以及运动行程,滚压至满足粉末冶金产品8表面支撑率;之后伺服压力机1调整滚针6上移,通过底部旋转机构10旋转调整滚压盘3与上方滚压刀具2的位置,重复进行滚压。
本发明整体通过滚压的方式来实现粉末冶金产品表面支撑率的提高;通过设置可以旋转以及上下运动的伺服压力机,来实现下端可拆卸安装的滚压刀具的上下移动以及旋转,下方的滚压盘上设置工位槽,用于放置粉末冶金产品,并且可以完成一个工位的滚压后,调节位置继续滚压;具体实现时,通过滚压刀具上的滚针紧压在粉末冶金产品的表面。
例如图3中变速箱内油泵驱动链轮的表面,油泵驱动链轮的两端面平整,内径为双D型异形结构,通过滚针在链轮的端面上来回滚动,如图4和图5所示,在检测长度不变的情况下,峰值线下移,平移c段后的支撑长度(l1+l2+l3+l4+……lx)大幅加长,最终导致Rmr(c)变大;因此本发明可以显著减小粉末颗粒的峰值,提高端面的支撑率,从而减小使用过程中摩擦。
而该链轮安装后零件安装后通过内径异形配合轴压紧,由于零件起传动和承载作用,而端面支撑率大,会使配合面之间的接触面积增大,减少了摩擦损耗,延长了零件的寿命。
上述具体实施方式只是本发明的一个优选实施例,并不是用来限制本发明的实施与权利要求范围的,凡依据本发明申请专利保护范围内容做出的等效变化和修饰,均应包括于本发明专利申请范围内。
- 一种粉末冶金产品表面支撑率提高装置及方法
- 用于使用支撑剂表面化学和内部孔隙率来固结支撑剂微粒的方法和组合物