一种C型磁芯研磨系统
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及研磨装置,具体涉及一种C型磁芯研磨系统。
背景技术
环形磁芯或矩形磁芯被切割后分成两个C型,我们在重新组合对切C型磁芯时理想状态是需要完美无缝配合,在重新组合为一个整体时在结合面上难免存在气隙和错位,目前行业中虽然采用了高精度的砂轮切割机进行加工,但是树脂切割片在高速运转下难免有摆动,且切割的过程中会使砂轮树脂轮片温度上升,使其强度变弱,从而增加摆动幅度,导致磁芯平整度不够,磁芯配合后气隙大等问题,这些问题会导致磁芯组合后电感值低,因此我们需要对切割后互感器的切面进行研磨,以提高磁芯组合后的电感值,从而达到技术标准的要求。
目前采用铁基纳米晶或铁基非晶制做的磁芯研磨都采用平面砂带机,但是在生产批量使用过程中,由于砂带一直在高的张力下高速运转,且产品研磨的位置一直存在压力,长期的高压力或压力不均恒的高速运转会导致平面砂带机的平面位置易磨损成要凹槽变形,降低了平面砂带机平面的使用寿命,一旦变形,这样研磨出的产品端面就会出现平整度不够,导致装配气隙增加导致磁芯性能不合格。
发明内容
本发明的目的在于为克服现有技术的不足而提供一种C型磁芯研磨系统,使砂带机在研磨运转时能够实时的显视水平度的数值,提醒作业员及时校正压力手法或更换水平板。
一种C型磁芯研磨系统,包括水平设置的砂带机,所述砂带机的上方安装有朝下侧施加压力的紧压装置,其特征在于:所述砂带机与紧压装置之间设置有用于对C型磁芯的切口端面进行水平检测的水平检测组件组件。
进一步地,还包括装接固定于C型磁芯定位工装,所述定位工装上设置有与所述C型磁芯的切口端面平行的定位端面;当所述C型磁芯作研磨处理时,所述水平检测组件对所述定位端面进行水平检测设置。
进一步地,所述定位工装包括平行布置的第一定位板以及第二定位板,所述第一定位板与第二定位板之间具有用于所述C型磁芯装配的安装间距,所述第一定位板与第二定位板之间设置有用于调节所述安装间距的调距机构。
进一步地,所述水平检测组件包括安装于所述定位端面上的水平尺。
进一步地,所述水平尺上设置有用于水平检测数据显示的数显仪。
进一步地,所述砂带机上方对应所述紧压装置旁侧设置有用于对C型磁芯位置限定的限位装置。
进一步地,所述砂带机包括主动轮以及从动轮,所述主动轮和从动轮上绕设有砂带,所述主动轮和所述从动轮之间上侧位置设置有水平板,所述水平板上侧承托于所述砂带的上侧段位置。
进一步地,所述限位装置包括于所述紧压装置对应所述砂带的传动朝向一侧位置设置的限位块。
进一步地,所述限位块朝向于所述水平检测组件一侧形成有端面与C型磁芯抵触配合的限位端面。
进一步地,所述水平检测组件电性连接有报警装置。
本发明的工作原理:
先在水平定位台上将C型磁芯的切口端面朝下且使第一磁芯侧面与第一定位侧面和第二定位侧面平行安装在定位工装上,拧紧定位螺母使所述第一定位侧面与所述第二定位侧面与所述第一磁芯侧面装配处紧密贴合,保证C型磁芯与定位工装的装接稳定。研磨时,将安装有C型磁芯的定位工装放置在砂带机与紧压装置之间,保持C型磁芯的切口端面朝砂带机方向安装。启动砂带机,在电动机的作用下使主动轮带动从动轮作逆时针或者顺时针转动从而带动砂带运动,C型磁芯在紧压装置的作用下压在砂带的表面,同时在紧压装置的作用下使砂带贴合在砂带机的水平板上,限位块用于阻挡砂带运动时带动C型磁芯运动,使C型磁芯相对水平板的位置静止从而使C型磁芯与砂带之间产生摩擦力达到研磨的效果。水平检测组件上的水平尺可以测定定位端面的水平度数值,通过测定定位端面的水平度数值,从而间接测定C型磁芯的切口端面以及水平板的水平度数值。
当砂带机静止时,水平尺通过监测定位端面的水平度数值从而间接监测水平板是否在设定标准内,如不在设定标准内报警装置将启动,从而提醒作业员更换水平板。
当砂带机运行时,水平尺实时的显视定位端面的水平度数值并监测是否在设定标准内,从而间接监测C型磁芯的切口端面是否水平度数值,如不在设定标准内报警装置将启动,提醒作业员校正紧压装置的施力方向从而达到水平研磨的效果。
附图说明
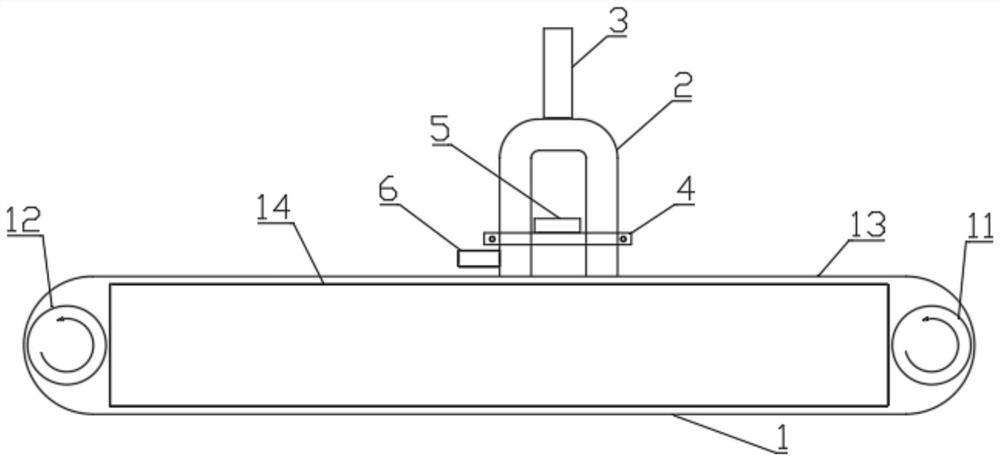
图1为本发明实施例一中C型磁芯研磨系统的结构示意图;
图2为本发明实施例一中C型磁芯的水平检测装置的结构示意图;
图3为本发明实施例一中定位工装的爆炸结构示意图;
图4为本发明实施例一中C型磁芯的结构示意图;
图5为本发明实施例一中水平检测装置安装在水平定位台的结构示意图;
图6为本发明实施例二中C型磁芯研磨系统的结构示意图。
附图标记说明:1.砂带机;11.主动轮;12.从动轮;13.砂带;14.水平板;2.C型磁芯;21.切口端面;22.第一磁芯侧面;23.第二磁芯侧面;3.紧压装置;4.定位工装;41.第一定位板;42第二定位板;43.第一定位端面;44.第二定位端面;45.第一定位侧面;46.第二定位侧面;47.螺杆;48定位螺母;48.定位孔;5.水平检测组件;51.水平尺;6.限位块;61.限位端面;71.第一定位台;72.第二定位台;73.第三定位台。
具体实施方式
为了使本发明的技术方案、目的及其优点更清楚明白,以下结合附图及实施例,对本发明进行进一步的解释说明。
实施例一:
如图1-2所示,C型磁芯研磨系统,包括水平设置的砂带机1,所述砂带机1的上方安装有用于对C型磁芯2朝向所述砂带机1作紧压处理的紧压装置3;当进行所述C型磁芯2的研磨处理时,装接固定于C型磁芯2上的水平检测装置对C型磁芯的切口端面21作水平检测。还包括用于对所述水平检测装置进行水平校准检测的水平定位台。
还包括水平设置的砂带机1,砂带机1的上方安装有朝下侧施加压力的紧压装置3,砂带机1与紧压装置3之间设置有用于C型磁芯2安装的水平检测组件5,所述砂带机1上方对应所述紧压装置3旁侧设置有用于对C型磁芯2位置限定的限位块。
所述砂带机1包括主动轮11以及从动轮12,所述主动轮11和从动轮12上绕设有砂带13,所述主动轮11和所述从动轮12之间上侧位置设置有水平板14,所述水平板14上侧承托于所述砂带13的上侧段位置。所述限位块6包括于所述紧压装置3对应所述砂带13的传动朝向一侧位置设置的限位块6。所述限位块6朝向于所述水平检测组件5一侧形成有端面与C型磁芯2抵触配合的限位端面。所述限位块6为整体呈长方体的挡块,所述挡块朝向朝向于所述水平检测组件5一侧的端面为限位端面,所述限位端面为长方形结构,所述限位端面与所述C型磁芯的厚度位置的第二磁芯侧面23形成装接配合,所述第二磁芯侧面23整体呈长方形结构,安装时,所述限位端面与所述第二磁芯侧面23装配处紧密贴合,从而阻挡砂带13运动时带动C型磁芯2运动,使C型磁芯2保持静止状态从而使C型磁芯2与砂带13之间产生摩擦力达到研磨的效果。
如图1中所示,本实施例中,砂带13为逆时针转动,限位块6安装在C型磁芯2宽度方向的左侧位置。
如图2中所示,水平定位台用于水平检测装置的水平校准检测,该水平定位台包括水平放置的第一定位台71、第二定位台72,第三定位台73,第二定位台72与第三定位台73平行布置并设置在第一定位台71的上方,且第二定位台72与第三定位台73的上端面在同一水平线上。第一定位台71为长方体结构,面积最大的一面朝下水平放置。第二定位台72与第三定位台73为整体呈长条形结构,第二定位台72与第三定位台73的下方形成有与第一定位台71相配合的凹槽,使第二定位台72、第三定位台73能平稳架设在第一定位台71的上方并固定不动,且使第二定位台72的上端面和第三定位台73的上端面分别与第一定位台71的上端面具有一定距离并且两者的距离相等。第一定位台71、第二定位台72、以及第三定位台73之间通过螺丝进行定位连接。定位工装4与第二定位台72、第三定位台73的长度方向垂直放置,且定位工装4的长度方向的两侧端架设于第二定位台72、第三定位台73的上端面。该水平定位台的作用为方便C型磁芯2与水平检测装置的装接固定,同时,还可以校正定位工装4的定位端面是否与C型磁芯2的切口端面21平行。
本实施例中,水平检测装置有多种安装方式,可安装于C型磁芯2上,也可以安装在砂带机1上。
如图3-5所示,C型磁芯的水平检测装置,包括装接固定于C型磁芯2的定位工装4,所述定位工装4上设置有与所述C型磁芯2的切口端面21平行的定位端面,所述定位工装4上设置有用于对该定位端面进行水平检测的水平检测组件5。
所述水平检测组件5包括安装于所述定位端面上的水平尺51,水平尺51上设置有用于水平检测数据显示的数显仪,水平检测组件5电性连接有报警装置,报警装置能够对偏离设定水平度数值的情况产生多种报警方式,如蜂鸣或警示灯。该水平检测组件5除了本实施例中应用水平尺51外,还可以应用有现有技术的红外检测或其他扫描检测技术的检测仪器。
所述定位工装4包括平行布置的第一定位板41以及第二定位板42,所述第一定位板41与第二定位板42之间具有用于所述C型磁芯2装配的安装间距,所述第一定位板41与第二定位板42之间设置有用于调节所述安装间距的调距机构。所述定位端面包括第一定位端面43以及第二定位端面44,所述第一定位板41上侧设置有所述第一定位端面43,所述第二定位板42上侧设置有所述第二定位端面44。水平尺在第一定位端面和/或第二定位端面上设置,本实施例中,水平尺51在第一定位端面43上设置。所述第一定位板41朝向于所述第二定位板42侧设置有第一定位侧面45,所述第二定位板42朝向于所述第一定位板41侧设置有第二定位侧面46,所述第一定位侧面45与所述第二定位侧面46与所述C型磁芯2的两侧宽度位置的第一磁芯侧面22形成装接配合,所述第一磁芯侧面22侧面整体呈“C”型结构,安装时,所述第一定位侧面45与所述第二定位侧面46与所述第一磁芯侧面22装配处紧密贴合。
如图4所示,所述调距机构包括螺栓47,所述第一定位板41上设置有第一螺孔48,所述第二定位板42上设置有第二螺孔49,所述第一螺孔48与第二螺孔49同轴布置,所述螺栓47螺纹连接至所述第一螺孔48及第二螺孔49上,通过螺栓47调节第一定位板41与第二定位板42与C型磁芯2的安装间距。
实施例二:
如图6所示,实施例二与实施例一的不同之处只在于砂带的运动方向以及限位块安装位置不同,本实施例中,砂带13为逆时针转动,限位块6安装在C型磁芯2宽度方向的左侧位置。
本实施新型的工作原理:
先在水平定位台上将C型磁芯2的切口端面21朝下且使第一磁芯侧面22与第一定位侧面45和第二定位侧面46平行安装在定位工装4上,拧紧定位螺母使所述第一定位侧面45与所述第二定位侧面46与所述第一磁芯侧面22装配处紧密贴合,保证C型磁芯2与定位工装4的装接稳定。研磨时,将安装有C型磁芯2的定位工装4放置在砂带机1与紧压装置3之间,保持C型磁芯2的切口端面21朝砂带机1方向安装。启动砂带机1,在电动机的作用下使主动轮11带动从动轮作逆时针或者顺时针转动从而带动砂带运动,C型磁芯2在紧压装置3的作用下压在砂带的表面,同时在紧压装置3的作用下使砂带贴合在砂带机1的水平板14上,限位块6用于阻挡砂带运动时带动C型磁芯2运动,使C型磁芯2相对水平板14的位置静止从而使C型磁芯2与砂带之间产生摩擦力达到研磨的效果。水平检测组件5上的水平尺51可以测定定位端面的水平度数值,通过测定定位端面的水平度数值,从而间接测定C型磁芯2的切口端面21以及水平板14的水平度数值。
当砂带机1静止时,水平尺51通过监测定位端面的水平度数值从而间接监测水平板14是否在设定标准内,如不在设定标准内报警装置将启动,从而提醒作业员更换水平板14。
当砂带机1运行时,水平尺51实时的显视定位端面的水平度数值并监测是否在设定标准内,从而间接监测C型磁芯2的切口端面21是否水平度数值,如不在设定标准内报警装置将启动,提醒作业员校正紧压装置3的施力方向从而达到水平研磨的效果。
以上所述仅为本发明的优选实施方式,对于本技术领域的技术人员,在不脱离本发明的实施原理前提下,依然可以对所述实施例进行修改,而相应修改方案也应视为本发明的保护范围。
- C型磁芯的水平检测装置及应用其的C型磁芯研磨系统
- 一种C型磁芯研磨系统