一种高可靠多层陶瓷穿芯电容及其制作方法
文献发布时间:2023-06-19 11:02:01
技术领域
本发明涉及电容器技术领域,尤其涉及到一种高可靠多层陶瓷穿芯电容及其制作方法。
背景技术
多层陶瓷穿芯电容器是基于多层贴片电容器(MLCC)技术,只不过内部构造有所改变。它们制造起来与MLCC相似,因为各层陶瓷电介质材料与贵金属电极交错,它们制作后形成整体结构,然后在陶瓷体上钻孔,以形成与内电极或外电极的接触。电容量形成于孔和外部边缘之间。在平面阵列的情况中,电容量形成于每个孔和外部边缘之间。每个孔的电容量特性会在限制内有所不同。
单孔装置通常称为“碟”,而多孔装置称为平面阵列。其中单孔的盘状多层陶瓷电容器的制造流程大致如下:瓷浆制备、流延、丝网叠印、层压、加工外型、高温烧结、封端、烧端、表面处理。在经过一系列的工艺后制成了由铁电陶瓷体与金属电极组成的盘状多层陶瓷电容器。采用的材料一般为BaTiO3陶瓷电介质和PdAg或Ni内电极。一种典型的盘状多层陶瓷电容器的结构界面如图1所示,包括铁电陶瓷体21与内外设置的金属电极22,以及中心设置的用于固定导针的内孔6。
完工的电容器装置用于装配抗电磁干扰的滤波器和滤波器组合件。比起表面安装贴片滤波,它们的特殊构造使其具有优越的高频性能。对于一些用途,例如军用、航空和医疗,这是非常重要的。制造抗电磁干扰的滤波器时,盘状产品或阵列焊入运载罐或运载体,并焊上一个穿过中心的导针。然后组合件可以进行密封,以使机械和环境的保护改善。待滤波信号通过针,滤波器体外部接地。针和滤波器体通常用铜或铜合金制造,镀以镍、银或金。一种典型的电磁干扰滤波器的结构如图2所述,包括盘状多层陶瓷电容器23及其中心的导针24以及焊接使用的焊剂25、外层的金属壳体26;用于整体外部密封的环氧树脂27。
数年来,人们已认识到,将铜或铜合金导针焊接到盘状陶瓷电容器内部孔上可能会在陶瓷结构内诱发裂缝。该工序产生的裂缝称为“长弓”或“逗号”裂缝,这是因为,分别从侧横截面或顶横截面观察时,它们具有这样的很有特色的形状。
这些裂缝可能为良性的,但也可能导致彻底的电气故障,这取决于它们是否通过电极覆盖区。可能更值得担心的是,裂缝可能在焊接中产生,但仅在进一步加工或使用中才扩散,然后电容器会在运作中发生故障。
电容器故障总是倾向于为短路。如果电源供应足够强,部件会变得非常热,可能成为燃烧源。
陶瓷和针的用料通常是固定、不能改变的,因此现有技术中通过不断的实验发现,使用高铅焊剂可以有效的避免焊接裂缝的产生,高铅焊剂常用的为50Pb/50In、95Pb/5In、93.5Pb/5Sn/1.5Ag;采用高铅焊料是由于其高延展性,可以防止过大的力转移到陶瓷电介质材料上,从而短期内避免裂缝的产生。虽然采用了含铅高的延展性好的焊接材料,但是在经过多次的高温、低温快速变化的温度冲击后,或在恶劣的外部环境中受应力影响盘状多层陶瓷电容器的铁电陶瓷体会产生不同程度的裂痕,尤其是孔与导针的焊接处更容易出现裂痕。同时高铅焊料的使用明显不利于电子产品无铅化的进程,会对环境造成严重污染。
因此使用无铅焊料并保证多层陶瓷穿芯电容器焊接时不产生裂纹以及恶劣的外部环境条件下的可靠性是现在亟需解决的技术问题。
发明内容
本发明的目的在于克服上述现有技术中的不足之处而提供一种低成本、焊接无裂缝的一种高可靠多层陶瓷穿芯电容及其制备方法。
本发明是通过如下方式实现的:一种高可靠多层陶瓷穿芯电容器,包括多层陶瓷穿芯电容器本体,所述多层陶瓷穿芯电容器本体具备至少一个内孔;所述内孔内设有导针,所述内孔的侧壁连接有第一定膨胀合金管;所述第一定膨胀合金管需经过退火后进行表面电镀处理。
进一步的,所述导针穿设在第一定膨胀合金管内;所述导针与第一定膨胀合金管使用无铅焊料焊接固定;所述第一定膨胀合金管与内孔使用无铅焊料焊接固定或直接烧结固定。
进一步的,所述第一定膨胀合金管为无缝管;所述定膨胀合金管的两端分别伸出多层陶瓷穿芯电容器本体的内孔;
进一步的,第一定膨胀合金管的表面电镀分别为镀铜、镀镍、镀银、镀金、镀锡、镀锡铅中的一种镀层或几种镀层组成的复合镀层。
进一步的,所述多层陶瓷穿芯电容器本体为盘状多层陶瓷穿芯电容,其中心具备一个用于穿设第一定膨胀合金管的内孔;所述多层陶瓷穿芯电容器本体外围使用焊料焊接固定有第二定膨胀合金管。
进一步的,所述多层陶瓷穿芯电容器本体为平面阵列电容器,其中心具备若干呈矩阵排列的内孔;所述内孔内穿设有第一定膨胀合金管,第一定膨胀合金管内穿设有导针。
一种高可靠多层陶瓷穿芯电容器的制备方法,包括以下步骤:
S1:选择直径略小于内孔的定膨胀合金管;所述定膨胀合金管为无缝管;
S2:将定膨胀合金管切割成与多层陶瓷穿芯电容器本体厚度相当的长度;
S3:将切割后的定膨胀合金管进行去毛刺处理;
S4:将去毛刺处理后的定膨胀合金管进行真空退火,以消除机械加工应力,消除加工硬化;
S5:将退火后的定膨胀合金管进行内外表面电镀处理,制备成第一定膨胀合金管;
S6:将第一定膨胀合金管通过工装安装在多层陶瓷穿芯电容器本体的内孔中,内孔内穿设导针;所述多层陶瓷穿芯电容器本体为盘状多层陶瓷穿芯电容器或平面阵列电容器;
S7:将导针与第一定膨胀合金管、第一定膨胀合金管与内孔之间均加入焊料进行焊接;
S8:最后将焊接后的产品进行清洗、烘干;带金属壳体的产品还需要灌封、固化。
进一步的,所述真空退火工艺是在氢气气氛中将材料加热到900℃±50℃,保温1-2h,以不大于5℃/min速度冷至200℃以下出炉。
进一步的,所述第一定膨胀合金管为铁镍、铁镍钴、铁镍铬系合金中的一种。
进一步的,所述第二定膨胀合金管套设在盘状多层陶瓷穿芯电容器的外围,其大小与盘状多层陶瓷穿芯电容器相匹配;所述第二定膨胀合金管为铁镍、铁镍钴、铁镍铬系合金中的一种。
进一步的,所述多层陶瓷穿芯电容器设置在金属壳体内并进行灌封制备成抗电磁干扰的滤波器。
本发明的有益效果在于:第一定膨胀合金管一起焊于盘状多层陶瓷电容器的内孔,或内孔及外圈,以此来增强盘状多层电容器抗应力的能力。使得多层陶瓷穿心电容器生产用的焊料不局限于含铅高的、延展性好的焊接材料,当使用的焊接材料延展性不好时也可以承受多次的高温、低温快速变化的温度冲击后不失效。从而获得高可靠性的多层陶瓷穿心电容器。通过加入第一定膨胀合金管,避免了过大的应力直接传递到陶瓷电介质材料上,间隔的形式可以有效的降低热胀冷缩时应力的直接传递;同时加入第一定膨胀合金管,减少了焊料的使用,降低了对焊料高延展性的需求。第一定膨胀合金管与陶瓷具有相近的膨胀系数,从而在冷热交替的恶劣环境下同样可以避免裂缝的产生,进一步提高了电容器的可靠性。
附图说明
为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1一种典型的盘状多层陶瓷电容器截面图;
图2一种典型的抗电磁干扰的滤波器结构;
图3本发明多层陶瓷穿芯电容器结构;
图4本发明多层陶瓷穿芯电容器制备的抗电磁干扰滤的波器结构;
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚明了,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述。显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以依据具体情况理解上述术语在本发明中的具体含义。
实施例1:
如图3所示,一种高可靠多层陶瓷穿芯电容器,包括多层陶瓷穿芯电容器本体1,所述多层陶瓷穿芯电容器本体1具备一个用于穿设第一定膨胀合金管2的内孔;所述第一定膨胀合金管2内穿设有导针4;所述第一定膨胀合金管2经过真空退火后进行表面电镀处理;所述导针4与第一定膨胀合金管、第一定膨胀合金管与内孔之间均使用无铅焊料3焊接固定。
本实施例中,所述第一定膨胀合金管2为无缝管;所述定膨胀合金管2的两端分别伸出多层陶瓷穿芯电容器本体1的内孔;
本实施例中,第一定膨胀合金管2的表面电镀为镀铜。
本实施例中,所述真空退火工艺是在氢气气氛中将材料加热到900℃±50℃,保温1-2h,以不大于5℃/min速度冷至200℃以下出炉。
本实施例中,所述第一定膨胀合金管2为铁镍合金。
实施例2:
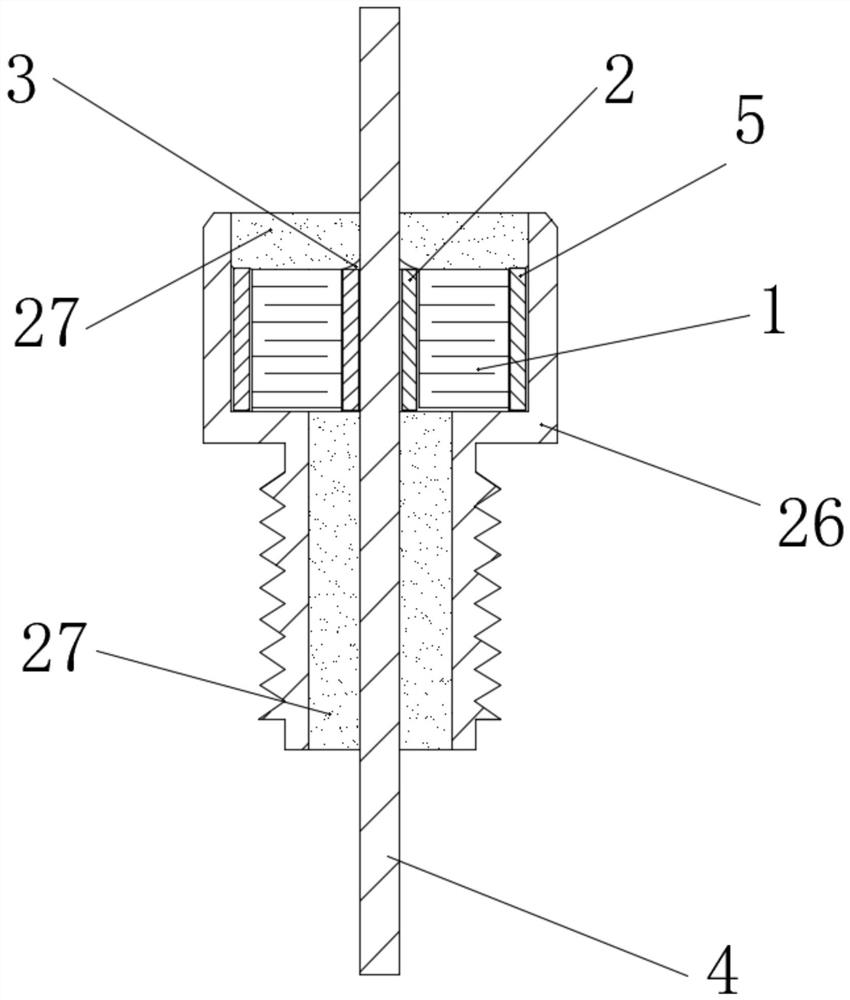
如图4所示,一种高可靠多层陶瓷穿芯电容器,包括多层陶瓷穿芯电容本体1,所述多层陶瓷穿芯电容器本体1为盘状多层陶瓷穿芯电容器,所述多层陶瓷穿芯电容本体1具备一个用于穿设第一定膨胀合金管2的内孔;所述多层陶瓷穿芯电容本体1外围使用焊料焊接固定有第二定膨胀合金管5。所述第一定膨胀合金管2内穿设有导针4;所述第一定膨胀合金管2经过真空退火后进行表面电镀处理;所述导针4与第一定膨胀合金管、第一定膨胀合金管与内孔之间均使用无铅焊料3焊接固定。
本实施例中,所述第一定膨胀合金管2为无缝管;所述定膨胀合金管2的两端分别伸出多层陶瓷穿芯电容器本体1的内孔;
本实施例中,第一定膨胀合金管2的表面电镀为镀金。
本实施例中,所述真空退火工艺是在氢气气氛中将材料加热到900℃±50℃,保温1-2h,以不大于5℃/min速度冷至200℃以下出炉。
本实施例中,所述第一定膨胀合金管2为铁镍合金。
本实施例中,所述第二定膨胀合金管5套设在盘状多层陶瓷穿芯电容器的外围,其大小与盘状多层陶瓷穿芯电容器相匹配;所述第二定膨胀合金管5为铁镍合金。
本实施例中,多层陶瓷穿芯电容器外设有金属壳体26;第二定膨胀合金管5与金属壳体26焊接,以组成抗电磁干扰的滤波器。
实施例3:
如图3所示,一种高可靠多层陶瓷穿芯电容器,包括多层陶瓷穿芯电容器本体1,所述多层陶瓷穿芯电容器本体1具备一个用于穿设第一定膨胀合金管2的内孔;所述第一定膨胀合金管2内穿设有导针4;所述第一定膨胀合金管2经过真空退火后进行表面电镀处理;所述导针4与第一定膨胀合金管2使用无铅焊料3焊接固定;所述第一定膨胀合金管2与内孔直接烧结固定。
本发明的一实施例中,一种高可靠多层陶瓷穿芯电容器的制备方法,包括以下步骤:
S1:选择直径略小于内孔的定膨胀合金管;所述定膨胀合金管为无缝管;
S2:将定膨胀合金管切割成与多层陶瓷穿芯电容本体厚度相当的长度;
S3:将切割后的定膨胀合金管进行去毛刺处理;
S4:将去毛刺处理后的定膨胀合金管进行真空退火,以消除机械加工应力,消除加工硬化;
S5:将退火后的定膨胀合金管进行内外表面电镀处理,制备成第一定膨胀合金管;
S6:将第一定膨胀合金管通过工装安装在多层陶瓷穿芯电容器本体的内孔中,内孔内穿设导针;所述多层陶瓷穿芯电容器本体为盘状多层陶瓷穿芯电容器或平面阵列电容器;
S7:将导针与第一定膨胀合金管、第一定膨胀合金管与内孔之间均加入焊料进行焊接;
S8:最后将焊接后的产品进行清洗、烘干;带金属壳体的产品还需要灌封、固化。
实验例1:
通过使用62Sn/36Pb/2Ag焊剂装配了一个阵列,并使用一个5区热空气回流炉对焊剂进行回流。随着阵列通过最后焊接区,一些针被取下。在清洗和干燥后,阵列取截面,分析内部结构。结果发现,裂缝发现于导针仍然在原位的孔周围。在导针已取下的那些地方,没有“长弓裂缝”。
这显示,裂缝仅在焊接曲线的冷却段产生,而且导针必须在位,以产生形成长弓裂缝的应力。这显示,加于陶瓷上的应力对电容器来说是外部的。
考虑到在冷却循环产生的应力,显然,决定性的应力由焊剂/导针冷却时的收缩而产生。收缩量与陶瓷/焊剂/导针彼此连接率之间的不匹配产生了这种力。为了防止开裂,有必要改变该彼此连接的性质。而在冷热变化交替的环境下,这种变化会更明显,裂缝产生的概率将会进一步的提高。
实验例2:
为了分析不同焊剂合金的效果,使用以下合金进行了一组试验:
本矩阵代表了目前用于抗电磁干扰的滤波器装配的焊剂、常规锡铅焊剂和无铅替代焊剂的例子。
除了两个高熔点合金之外,在每种焊剂情况中,装配两组滤波器试样,并使用一个5区热空气回流炉进行回流。试样组1在第5区后用吹风机进行强制冷却,具有标准焊接曲线。试样组2使用相同的焊接曲线进行回流,但用来冷却的吹风机关闭,使其逐渐冷却,以减小陶瓷体上的应力。
95Pb/5In焊剂具有高熔点,为300℃/313℃,93.5Pb/5In/1.5Ag也具有高熔点,为296℃/301℃。因此二者都不能使用热空气炉来焊接。这些试样使用一张热板在425℃下进行装配。预热不采用。试样组1部件直接放在台扇前强制冷却。试样组2部件则逐渐冷却。
试样组1部件与试样组2部件成品在低温-55℃的试验箱中保持15分钟后,将试验样品移至+125℃的试验箱中保持15分钟后再将样品移至低温箱,试验过程从低温到高温或高温到低温的转移时间不超过5分钟,这样为一个循环。
然后试样取截面,检查焊点周围的电容器结构,以寻找开裂。
结果如下:
1.焊剂品种62Sn/36Pb/2Ag
1.A.62Sn/36Pb/2Ag试样1(强制冷却)
取截面的接合处中80%在邻近焊点有长弓裂缝。检查的所有接合处在陶瓷体中都有某些开裂,大多数为角落裂缝。
1.B.62Sn/36Pb/2Ag试样2(逐渐冷却)
取截面的接合处中20%在邻近焊点有长弓裂缝。总计60%的接合处有与焊剂弯月面相关的角落裂缝。
2.焊剂品种60Sn/40Pb
2.A.60Sn/40Pb试样1(强制冷却)
所有取截面的接合处在邻近焊点有长弓裂缝。所有接合处还有角落裂缝。
2.B.60Sn/40Pb试样2(逐渐冷却)
取截面的接合处中60%在邻近焊点显现有长弓裂缝。总计80%的接合处有与焊剂弯月面相关的角落裂缝。
3.焊剂品种99.3Sn/0.7Cu
3.A.99.3Sn/0.7Cu试样1(强制冷却)
所有取截面的接合处在邻近焊点有长弓裂缝。所有接合处还有角落裂缝。
3.B.99.3Sn/0.7Cu试样2(逐渐冷却)
所有取截面的接合处在邻近焊点有长弓裂缝。所有接合处还有角落裂缝。
4.焊剂品种95.5Sn/3.8Ag/0.7Cu
4.A.95.5Sn/3.8Ag/0.7Cu试样1(强制冷却)
所有取截面的接合处在邻近焊点有长弓裂缝。所有接合处还有角落裂缝。
4.B.95.5Sn/3.8Ag/0.7Cu试样2(逐渐冷却)
取截面的接合处的40%在邻近焊点有长弓裂缝。总计80%的接合处有角落裂缝,主要是与焊接焊盘相关的角落裂缝。
5.焊剂品种50In/50Pb
5.A.50Pb/50In试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
5.B.50Pb/50In试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
6.焊剂品种95Pb/5In
6.A.95Pb/5In试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
6.B.95Pb/5In试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
7.焊剂品种93.5Pb/5Sn/1.5Ag
7.A.93.5Pb/5Sn/1.5Ag试样1(强制冷却)
检查的接合处中10%在邻近焊点显示有非常小的长弓裂缝。这些裂缝明显比其它试样中所见的要小。
7.B.93.5Pb/5Sn/1.5Ag试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷中有受诱发形成开裂的任何迹象。
结果概要
采用本发明使用定膨胀合金管一起焊于盘状多层陶瓷电容器的内孔进行焊接焊接。
实验例3:
为了分析不同焊剂合金的效果,使用以下合金进行了一组试验:
除了两个高熔点合金之外,在每种焊剂情况中,装配两组滤波器试样,滤波器内的多层陶瓷穿芯电容器采用实施例1的结构进行焊接,但无铅焊料替换成试验所需要的不同焊料,并使用一个5区热空气回流炉进行回流。试样组1在第5区后用吹风机进行强制冷却,具有标准焊接曲线。试样组2使用相同的焊接曲线进行回流,但用来冷却的吹风机关闭,使其逐渐冷却,以减小陶瓷上的应力。
95Pb/5In焊剂具有高熔点,为300℃/313℃,93.5Pb/5In/1.5Ag也具有高熔点,为296℃/301℃。因此二者都不能使用热空气炉来焊接。这些试样使用一张热板在425℃下进行装配。预热不采用。试样组1部件直接放在台扇前强制冷却。试样组2部件则逐渐冷却。
试样组1部件与试样组2部件成品在低温-55℃的试验箱中保持15分钟后,将试验样品移至+125℃的试验箱中保持15分钟后再将样品移至低温箱,试验过程从低温到高温或高温到低温的转移时间不超过5分钟,这样为一个循环。
然后试样取截面,检查焊点周围的电容器结构,以寻找开裂。
结果如下:
1.焊剂品种62Sn/36Pb/2Ag
1.A.62Sn/36Pb/2Ag试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
1.B.62Sn/36Pb/2Ag试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
2.焊剂品种60Sn/40Pb
2.A.60Sn/40Pb试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
2.B.60Sn/40Pb试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
3.焊剂品种99.3Sn/0.7Cu
3.A.99.3Sn/0.7Cu试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
3.B.99.3Sn/0.7Cu试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
4.焊剂品种95.5Sn/3.8Ag/0.7Cu
4.A.95.5Sn/3.8Ag/0.7Cu试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
4.B.95.5Sn/3.8Ag/0.7Cu试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
5.焊剂品种50In/50Pb
5.A.50Pb/50In试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
5.B.50Pb/50In试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
6.焊剂品种95Pb/5In
6.A.95Pb/5In试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
6.B.95Pb/5In试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
7.焊剂品种93.5Pb/5Sn/1.5Ag
7.A.93.5Pb/5Sn/1.5Ag试样1(强制冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
7.B.93.5Pb/5Sn/1.5Ag试样2(逐渐冷却)
所有取截面的接合处都没有显示陶瓷体中有受诱发形成开裂的任何迹象。
结果概要
通过上述实验可知,利用本发明结构的盘状多层陶瓷穿芯电容器使用常用焊剂进行焊接,均不会产生长弓裂缝,有效的解决了焊接开裂的问题。同时优选使用无铅焊剂,相比使用高铅焊剂,更加的环保。
本发明第一定膨胀合金管一起焊于盘状多层陶瓷电容器的内孔,或内孔及外圈,以此来增强盘状多层电容器抗应力的能力。使得多层陶瓷穿心电容器生产用的焊料不局限于含铅高的延展性好的焊接材料,即使使用的焊接材料延展性不好的情况下也可以承受多次的高温、低温快速变化的温度冲击后不失效,从而获得具有高可靠性的多层陶瓷穿心电容器。通过第一定膨胀合金管的加入,避免了过大的应力直接传递到陶瓷电介质材料上,间隔的形式可以有效的降低热胀冷缩时应力的直接传递;同时第一定膨胀合金管的加入,减少了焊料的使用,降低了对焊料高延展性的需求;第一定膨胀合金管与陶瓷具有相近的膨胀系数,从而在冷热交替的恶劣环境下同样可以避免裂缝的产生,提高了电容器的可靠性。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种高可靠多层陶瓷穿芯电容及其制作方法
- 一种高可靠多层陶瓷穿芯电容器