一种变力矩自动折弯钢带焊接设备
文献发布时间:2023-06-19 11:03:41
技术领域
本发明属于折弯钢带焊接设备技术领域,具体涉及一种变力矩自动折弯钢带焊接设备。
背景技术
钢带具有广泛的应用,焊管打包是焊管生产后的一道重要工序,其打包所用的打包带呈六边形,一般是在打包前先将打包带围成六边形备用。对于不同产品的包装,钢带长度不同,对打包带折弯点的位置需求也不一样,加之打包带在折弯时并不是绝对直线形钢带结构。
目前的折弯方式,大多都是人工对钢带进行标记后,手动放到折弯装置进行折弯,折弯之后再进行人工焊接,折弯的驱动形式主要有电机旋转驱动折弯,液压冲压折弯。折弯装置大多数采用旋转盘的形式,以折弯点为旋转中心,通过主动轴绕折弯旋转中心进行旋转折弯,但是这种主要使用电机旋转驱动,而且多用于对薄钢带的折弯,折弯施力点与折弯旋转中心是固定距离,对于厚钢带的应用较少。
目前折弯机,通常都是用液压折弯,但是都相应的有折弯模具,通过折弯模具来确定折弯后的形状。液压驱动折弯,能够产生强大的推力,但是主要以有折弯模型为主,通过液压直线运动的推力使被折弯机构按照折弯模型的形状进行变形,为防止液压推力缸杆受侧向力产生漏油情况,所以液压驱动常用于直线推力,人工操作导致折弯点位置误差较大,同时重复的精度很难保证。焊接位置及焊接强度不一致,导致打包带的生产一致性较差,难以保障质量稳定性。在打包带长度厚度不同的规格之间转换生产时,还需要进行调整,调整工装时间较长。
发明内容
本发明的目的在于提供一种变力矩自动折弯钢带焊接设备,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种变力矩自动折弯钢带焊接设备,包括校直输送组件、切割组件、液压折弯组件、焊接组件,所述校直输送组件包括校直调节电机、校直机、校直调节旋钮、线缆电机、线缆传送齿轮、线缆滑轮、线缆固定架、副线缆拖链、主线缆拖链,所述校直调节电机的上表面齿轮啮合连接所述校直机,所述校直机的内表面转动连接所述校直调节旋钮,所述校直机的侧表面螺栓连接所述线缆电机,所述线缆电机的上表面线缆链连接所述线缆传送齿轮,所述齿轮外表面卡钳连接所述线缆滑轮,所述线缆滑轮的左右两侧固定连接所述线缆固定架,所述线缆滑轮的外表面活动连接所述副线缆拖链,所述副线缆拖链的侧表面活动连接所述主线缆拖链,所述液压折弯组件包括折弯液压缸、折弯液压杆、液压折弯头,所述折弯液压缸内表面伸缩连接所述折弯液压杆,所述折弯液压杆的下表面活动连接所述液压折弯头,所述焊接组件包括焊接台固定架、焊接工作台、钢带传送电机、钢带传送轮毂、轮毂传送带、焊接头固定架、焊接头,所述焊接台固定架的上表面镶嵌连接所述焊接工作台,所述钢带传送电机的侧表面转动连接所述钢带传送轮毂,所述钢带传送轮毂的外表面包裹连接所述轮毂传送带,所述轮毂传送带的上表面固定连接所述焊接头固定架,所述焊接头固定架的上表面连接所述焊接头。
作为一种优选的实施方式,所述线缆传送齿轮、所述线缆滑轮、所述线缆固定架均设有两个,而所述副线缆拖链也设有两个,分为左副线缆拖链与右副线缆拖链。
作为一种优选的实施方式,所述切割组件包括支撑台、液压杆固定台、锯切升降液压杆、锯切刀,所述支撑台的上表面固定连接所述液压杆固定台,所述液压杆固定台的下表面螺栓连接所述锯切升降液压杆,所述锯切升降液压杆的下表面固定连接所述锯切刀。
作为一种优选的实施方式,所述副线缆拖链中的右副线缆拖链是通过齿轮啮合与所述主线缆拖链进行连接。
作为一种优选的实施方式,所述校直调节旋钮设有四个,且均线型阵列在校直机的内表面,而校直机内方设有齿轮,用于带动钢筋移动。
作为一种优选的实施方式,所述主线缆拖链与所述折弯液压缸是通过连接轴进行连接的。
作为一种优选的实施方式,所述焊接工作台与所述钢带传送电机是通过连接钢柱进行连接的。
作为一种优选的实施方式,所述折弯液压缸和所述折弯液压杆以及所述液压折弯头采用合金钢材质。
作为一种优选的实施方式,所述焊接台固定架和所述焊接工作台以及所述焊接头固定架采用合金钢材质。
作为一种优选的实施方式,所述左副线缆拖链与右副线缆拖链内设有衔架,用于将校直后的钢筋输送到切割组件处。
与现有技术相比,本发明的有益效果是:
该变力矩自动折弯钢带焊接设备,通过设置校直机,有效的使钢通过校直机内的校直调节旋钮左右转动,从而使得钢进行校直,并通过校直调节电机带动校直机内的齿轮,转动的齿轮可使校直后钢进行移动,以机械自动化折弯、自动焊接,可代替人工工作量,速度快,效率高;
该变力矩自动折弯钢带焊接设备,通过设置线缆电机,可有效的使线缆电机侧方的电机齿轮进行转动,通过线缆拖链的连接使得线缆传送齿轮后方的从动齿轮进行转动,从而使嵌套在从动齿轮外的副线缆拖链进行移动,使校直后的钢通过衔板输送到切割组件进行切割,可有效兼容各类规格长度的钢带。
附图说明
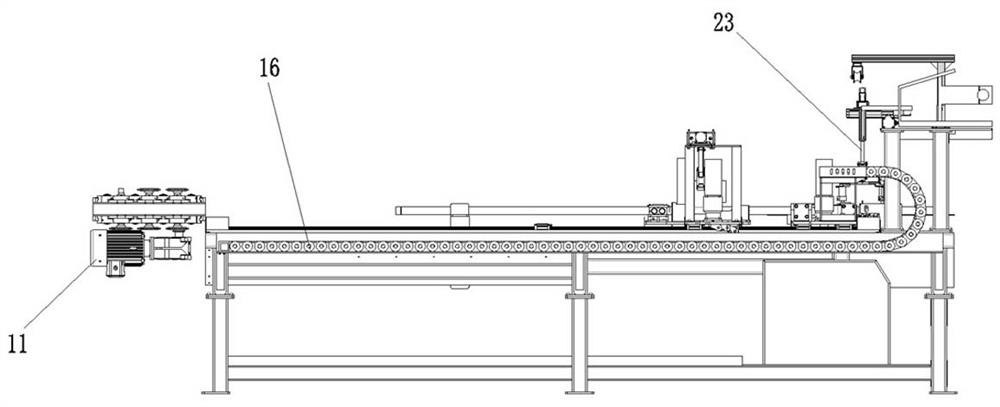
图1为本发明结构的正面示意图;
图2为本发明结构的焊接组件示意图;
图3为本发明结构的线缆示意图;
图4为本发明结构的液压折弯组件局部俯视图;
图5为本发明结构的整体俯视图;
图6为本发明结构的整体左视图;
图7为本发明结构的整体右视图;
图中:1、校直输送组件;2、切割组件;3、液压折弯组件;4、焊接组件;11、校直调节电机;12、校直机;121、校直调节旋钮;13、线缆电机;131、线缆传送齿轮;14、线缆滑轮;141、线缆固定架;15、副线缆拖链;16、主线缆拖链;21、支撑台;22、液压杆固定台;23、锯切升降液压杆;24、锯切刀;31、折弯液压缸;32、折弯液压杆;33、液压折弯头;41、焊接台固定架;42、焊接工作台;43、钢带传送电机;431、钢带传送轮毂;44、轮毂传送带;45、焊接头固定架;451、焊接头。
具体实施方式
下面结合实施例对本发明做进一步的描述。
以下实施例用于说明本发明,但不能用来限制本发明的保护范围。实施例中的条件可以根据具体条件做进一步的调整,在本发明的构思前提下对本发明的方法简单改进都属于本发明要求保护的范围。
请参阅图1-7,本发明提供一种变力矩自动折弯钢带焊接设备,包括校直输送组件1、切割组件2、液压折弯组件3、焊接组件4,校直输送组件1包括校直调节电机11、校直机12、校直调节旋钮121、线缆电机13、线缆传送齿轮131、线缆滑轮14、线缆固定架141、副线缆拖链15、主线缆拖链16,校直调节电机11的上表面齿轮啮合连接校直机12,通过校直机12进行对钢带进行校直,校直机12的内表面转动连接校直调节旋钮121,通过校直调节旋钮121进行旋钮,校直机12的侧表面螺栓连接线缆电机13,通过线缆电机13提供动力,线缆电机13的上表面线缆链连接线缆传送齿轮131,齿轮外表面卡钳连接线缆滑轮14,线缆滑轮14的左右两侧固定连接线缆固定架141,线缆滑轮14的外表面活动连接副线缆拖链15,副线缆拖链15的侧表面活动连接主线缆拖链16,切割组件2包括支撑台21、液压杆固定台22、锯切升降液压杆23、锯切刀24,支撑台21的上表面固定连接液压杆固定台22,液压杆固定台22的下表面螺栓连接锯切升降液压杆23,锯切升降液压杆23的下表面固定连接锯切刀24,液压折弯组件3包括折弯液压缸31、折弯液压杆32、液压折弯头33,折弯液压缸31内表面伸缩连接折弯液压杆32,折弯液压杆32的下表面活动连接液压折弯头33,通过折弯液压杆32的下表面活动连接液压折弯头33进行对钢带进行折弯,焊接组件4包括焊接台固定架41、焊接工作台42、钢带传送电机43、钢带传送轮毂431、轮毂传送带44、焊接头固定架45、焊接头451,焊接台固定架41的上表面镶嵌连接焊接工作台42,通过焊接工作台42进行焊接工作,钢带传送电机43的侧表面转动连接钢带传送轮毂431,钢带传送轮毂431的外表面包裹连接轮毂传送带44,轮毂传送带44的上表面固定连接焊接头固定架45,焊接头固定架45的上表面按动连接焊接头451,通过焊接头固定架45的上表面按动连接焊接头451进行对钢带进行焊接。
其中,线缆传送齿轮131、线缆滑轮14、线缆固定架141均设有两个,而副线缆拖链15也设有两个,通过线缆传送齿轮131、线缆滑轮14、线缆固定架141均设有两个可有效提高传送的稳定性。
其中,切割组件2包括支撑台21、液压杆固定台22、锯切升降液压杆23、锯切刀24,支撑台21的上表面固定连接液压杆固定台22,液压杆固定台22的下表面螺栓连接锯切升降液压杆23,锯切升降液压杆23的下表面固定连接锯切刀24。
其中,副线缆拖链15是通过齿轮啮合与主线缆拖链16进行连接,主线缆拖链16采用不锈钢材质制作而成,通过主线缆拖链16采用不锈钢材质制作而成可有效提高主线缆拖链16的刚度。
其中,校直调节旋钮121设有四个,且均线型阵列在校直机12的内表面,而校直机12内方设有齿轮,用于带动钢筋移动。
其中,主线缆拖链16与折弯液压缸31是通过连接轴进行连接的,通过主线缆拖链16与折弯液压缸31是通过连接轴进行连接的可有效的使得主线缆拖链16与折弯液压缸31之间可以进行角度的活动。
其中,焊接工作台42与钢带传送电机43是通过连接钢柱进行连接的,通过钢带传送电机43提供转动力。
其中,折弯液压缸31和折弯液压杆32以及液压折弯头33采用合金钢材质,通过折弯液压缸31和折弯液压杆32以及液压折弯头33采用合金钢材质可有效提高刚度。
其中,焊接台固定架41和焊接工作台42以及焊接头固定架45采用合金钢材质,通过焊接台固定架41和焊接工作台42以及焊接头固定架45采用合金钢材质可有效提高焊接台固定架41和焊接工作台42以及焊接头固定架45的支撑稳定性。
其中,折弯液压缸31内表面伸缩连接折弯液压杆32且在内表面设置有润滑油,通过折弯液压缸31在内表面设置有润滑油可有效提高润滑效果。
本发明的工作原理及使用流程:首先需要将钢放入校直机12处,通过转动校直机12内的校直调节旋钮121,使得校直调节旋钮纵121向移动,从而将钢进行校直,并通过校直调节电机11带动校直机12内的齿轮,转动的齿轮可使校直后钢运输到衔板处。其次是通过线缆电机13可有效使侧方的电机齿轮进行转动,通过主线缆拖链16的连接使得线缆传送齿轮131后方的从动齿轮进行转动,从而使从动齿轮外嵌套的副线缆拖链15进行移动,使校直后的钢通过衔板输送到切割组件2处,并通过切割组件2中的锯切升降液压杆23使得锯切刀24放置在钢的上方,通过锯切刀24将钢进行切割。将切割后的钢卡钳在副线缆拖链15侧方,可通过副线缆拖链15的转动将钢输送到液压折弯组件3处。而副线缆拖链15则通过齿轮带动主线缆拖链16进行活动,通过主线缆拖链16的活动配合连接轴,使折弯液压缸31将内方的折弯液压杆32进行伸展,并通过下方的液压折弯头33向下按压使得钢的得折弯。最后是通过钢带传送电机43的启动带动钢带传送轮毂431进行转动,从而使钢带传送轮毂431外嵌套的轮毂传送带44将折弯后的钢输送到焊接头固定架45方,并通过按压焊接头451将钢进行焊接。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种变力矩自动折弯钢带焊接设备
- 一种变力矩自动折弯钢带焊接设备