一种可切换为超声波加工的后端穿线式电主轴及切换方法
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及电主轴,尤其涉及一种可切换为超声波加工的后端穿线式电主轴及切换方法。
背景技术
现有的电主轴,其采用的普通刀柄只能加工一般硬度的材料,对于一些特种金属、先进高分子材料则难以实现有效加工。当前,高性能复合材料作为新兴的材料,其在现代制造业中的应用越来越广泛,但是在使用常规手段进行加工时,刀具或者磨具因过快磨损很容易失效,而且精度控制不良,不仅降低了刀具的使用寿命,而且频繁的更换加工刀具或磨棒也增加加工时间和加工成本,导致新兴材料的利用难以推广,且生产效率低下,不能满足生产要求。此外,现有的超声波加工设备中,超声波发射器的信号线一般设置于主轴的前端,在加工过程中,很容易与其他旋转、运动构件相接触,因此存在引线被卷绕、拉扯等风险。同时,在加工过程中,也容易干涉主轴前端的加工动作,难以实现高可靠性加工。
发明内容
本发明要解决的技术问题在于,针对现有技术的不足,提供一种能够在标准刀柄和超声波刀柄之间灵活切换,从而满足多种加工要求、提高加工品质、具备后端穿线特性、可切换为超声波加工模式的电主轴及切换方法。
为解决上述技术问题,本发明采用如下技术方案。
一种可切换为超声波加工的后端穿线式电主轴,其包括有钢筒、前轴承座、后轴承座、转子、拉杆组件、背盖、油缸组件、保护盖和超声波器件安装座,所述前轴承座和所述后轴承座分别安装于所述钢筒的前后两端,所述转子位于所述钢筒内,且所述转子的前后两端分别穿过所述前轴承座和所述后轴承座,所述拉杆组件设于所述转子内,且所述拉杆组件的前端用于安装标准刀柄或者超声波刀柄,所述背盖固定于所述后轴承座的后端,所述油缸组件安装于所述背盖的后端,所述前轴承座的前端面开设有多个基本孔位,所述保护盖上开设有能够与所述基本孔位相互匹配的第一安装孔位,所述超声波器件安装座上开设有能够与所述基本孔位相互匹配的第二安装孔位,以令所述保护盖和所述超声波器件安装座择一地安装于所述前轴承座的前端,所述超声波器件安装座的前端面开设有环状凹槽,所述环状凹槽内设有环形的超声波发射器,所述超声波刀柄上套设有环形的超声波接收器,当所述超声波刀柄安装于所述拉杆组件前端时,所述超声波接收器与所述超声波发射器相互对齐。
优选地,所述油缸组件包括有油缸座,所述油缸座、所述背盖、所述后轴承座、所述钢筒、所述前轴承座和所述超声波器件安装座内开设有依次连通的走线孔,所述超声波发射器的线缆沿所述走线孔延伸,且由所述油缸座的后端伸出。
优选地,所述钢筒内固定有定子组件,所述定子组件位于所述前轴承座和所述后轴承座之间,所述转子穿过所述定子组件,且由所述定子组件驱使所述转子运转。
优选地,所述拉杆组件的后端设有向外凸出的感应环,所述背盖上穿设有三个接近开关,三个接近开关按照前、中、后依次设置,当所述油缸组件驱使所述拉杆组件运动且所述拉杆组件分别处于松刀、夹刀、无刀状态时,所述感应环分别与三个接近开关相对齐。
优选地,所述前轴承座的前端固定有防尘环,所述转子的前端螺合有防水盖,所述防尘环与所述防水盖之间形成有环状间隙,所述前轴承座内开设有气封通道,所述气封通道与所述环状间隙相连通,所述气封通道内注入的气流经由所述环状间隙向外吹出并形成环状气幕。
优选地,所述防尘环与所述前轴承座的交界处形成有台阶口,当所述保护盖套设于所述防尘环外侧时,所述保护盖位于所述台阶口内。
优选地,所述超声波器件安装座与所述转子、所述防尘环和所述防水盖之间均具有避让间隙。
一种电主轴的超声波加工功能切换方法,所述电主轴包括有钢筒、前轴承座、后轴承座、转子、拉杆组件、背盖、油缸组件、保护盖和超声波器件安装座,所述前轴承座和所述后轴承座分别安装于所述钢筒的前后两端,所述转子位于所述钢筒内,且所述转子的前后两端分别穿过所述前轴承座和所述后轴承座,所述拉杆组件设于所述转子内,且所述拉杆组件的前端用于安装标准刀柄或者超声波刀柄,所述背盖固定于所述后轴承座的后端,所述油缸组件安装于所述背盖的后端,所述超声波器件安装座的前端面开设有环状凹槽,所述环状凹槽内设有环形的超声波发射器,所述超声波刀柄上套设有环形的超声波接收器,所述方法包括:步骤S1,在所述前轴承座的前端面开设有多个基本孔位,所述保护盖上开设有能够与所述基本孔位相互匹配的第一安装孔位,所述超声波器件安装座上开设有能够与所述基本孔位相互匹配的第二安装孔位;步骤S2,进行功能选择,若执行普通加工模式,则执行步骤S3,若执行超声波加工模式,则执行步骤S4;步骤S3,将所述保护盖安装于所述前轴承座的前端,再将所述标准刀柄安装于所述拉杆组件的前端;步骤S4,将所述超声波器件安装座安装于所述前轴承座的前端,再将所述超声波刀柄安装于所述拉杆组件前端,并使得所述超声波接收器与所述超声波发射器相互对齐。
本发明公开的可切换为超声波加工的后端穿线式电主轴中,为了实现功能切换,首先要在所述前轴承座的前端面开设有多个基本孔位,同时在所述保护盖上开设有能够与所述基本孔位相互匹配的第一安装孔位,在所述超声波器件安装座上开设有能够与所述基本孔位相互匹配的第二安装孔位,实际应用过程中,根据需求进行功能选择,若执行普通加工模式,则将所述保护盖安装于所述前轴承座的前端,再将所述标准刀柄安装于所述拉杆组件的前端;若执行超声波加工模式,则将所述超声波器件安装座安装于所述前轴承座的前端,再将所述超声波刀柄安装于所述拉杆组件前端,并使得所述超声波接收器与所述超声波发射器相互对齐。基于上述原理可见,本发明仅需要对主轴前端零件进行简单的拆卸、更换,即可完成普通加工和超声波加工模式的灵活变换,不仅能够满足多种加工要求,而且大大提高了加工品质,有助于节省加工成本。
附图说明
图1为电主轴安装标准刀柄时的局部分解图;
图2为电主轴安装标准刀柄时的局部剖视图;
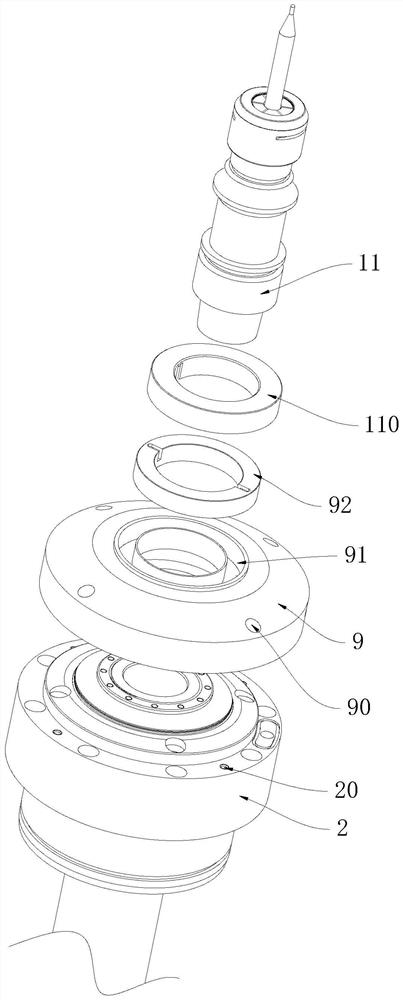
图3为电主轴安装超声波刀柄时的局部分解图;
图4为电主轴安装超声波刀柄时的局部剖视图;
图5为超声波器件安装座的剖视图;
图6为超声波器件安装座的立体图;
图7为电主轴的局部剖视图一;
图8为电主轴的局部剖视图二;
图9为电主轴的局部剖视图三;
图10为背盖和三个接近开关的分解图;
图11为背盖的结构图。
具体实施方式
下面结合附图和实施例对本发明作更加详细的描述。
本发明公开了一种可切换为超声波加工的后端穿线式电主轴,结合图1至图11所示,其包括有钢筒1、前轴承座2、后轴承座3、转子4、拉杆组件5、背盖6、油缸组件7、保护盖8和超声波器件安装座9,所述前轴承座2和所述后轴承座3分别安装于所述钢筒1的前后两端,所述转子4位于所述钢筒1内,且所述转子4的前后两端分别穿过所述前轴承座2和所述后轴承座3,所述拉杆组件5设于所述转子4内,且所述拉杆组件5的前端用于安装标准刀柄10或者超声波刀柄11,所述背盖6固定于所述后轴承座3的后端,所述油缸组件7安装于所述背盖6的后端,所述前轴承座2的前端面开设有多个基本孔位20,所述保护盖8上开设有能够与所述基本孔位20相互匹配的第一安装孔位80,所述超声波器件安装座9上开设有能够与所述基本孔位20相互匹配的第二安装孔位90,以令所述保护盖8和所述超声波器件安装座9择一地安装于所述前轴承座2的前端,所述超声波器件安装座9的前端面开设有环状凹槽91,所述环状凹槽91内设有环形的超声波发射器92,所述超声波刀柄11上套设有环形的超声波接收器110,当所述超声波刀柄11安装于所述拉杆组件5前端时,所述超声波接收器110与所述超声波发射器92相互对齐。
上述电主轴中,为了实现功能切换,首先要在所述前轴承座2的前端面开设有多个基本孔位20,同时在所述保护盖8上开设有能够与所述基本孔位20相互匹配的第一安装孔位80,在所述超声波器件安装座9上开设有能够与所述基本孔位20相互匹配的第二安装孔位90,实际应用过程中,根据需求进行功能选择,若执行普通加工模式,则将所述保护盖8安装于所述前轴承座2的前端,再将所述标准刀柄10安装于所述拉杆组件5的前端;若执行超声波加工模式,则将所述超声波器件安装座9安装于所述前轴承座2的前端,再将所述超声波刀柄11安装于所述拉杆组件5前端,并使得所述超声波接收器110与所述超声波发射器92相互对齐。基于上述原理可见,本发明仅需要对主轴前端零件进行简单的拆卸、更换,即可完成普通加工和超声波加工模式的灵活变换,更换过程中,不拆卸主轴主体部分的构件,保证了主轴主体部分的完整性,进而满足多种加工要求,而且大大提高了加工品质,有助于节省加工成本。
作为一种优选方式,所述油缸组件7包括有油缸座70,所述油缸座70、所述背盖6、所述后轴承座3、所述钢筒1、所述前轴承座2和所述超声波器件安装座9内开设有依次连通的走线孔12,所述超声波发射器92的线缆沿所述走线孔12延伸,且由所述油缸座70的后端伸出。
上述结构中,在电主轴内设置了由前向后延伸的走线孔12,使得所述超声波发射器92的线缆能够从所述油缸座70的后端伸出,有助于从后端完成接线,相比在主轴前端引出线缆的方式,本发明有助于节省主轴前端空间,同时避免在加工过程中损伤线缆,此外还具有美观作用。
本实施例中,所述钢筒1内固定有定子组件13,所述定子组件13位于所述前轴承座2和所述后轴承座3之间,所述转子4穿过所述定子组件13,且由所述定子组件13驱使所述转子4运转。基于所述定子组件13与所述转子4上磁铁的配合,使得电主轴具备了内藏式电动机的结构和相应功能,无需外部驱动力,使得设备结构更加紧凑、可靠性和精度也更高。
为了对松刀、夹刀、无刀状态进行及时监测,本实施例中,所述拉杆组件5的后端设有向外凸出的感应环50,所述背盖6上穿设有三个接近开关60,三个接近开关60按照前、中、后依次设置,当所述油缸组件7驱使所述拉杆组件5运动且所述拉杆组件5分别处于松刀、夹刀、无刀状态时,所述感应环50分别与三个接近开关60相对齐。
作为一种优选方式,所述前轴承座2的前端固定有防尘环22,所述转子4的前端螺合有防水盖23,所述防尘环22与所述防水盖23之间形成有环状间隙24,所述前轴承座2内开设有气封通道25,所述气封通道25与所述环状间隙24相连通,所述气封通道25内注入的气流经由所述环状间隙24向外吹出并形成环状气幕。该环状气幕可以对主轴前端起到清洁作用,特别是在安装所述超声波器件安装座9后,可以对所述超声波器件安装座9与转子4之间的间隙进行气流清洁,并放置尘屑、水等进入主轴内部。
本实施例中,所述防尘环22与所述前轴承座2的交界处形成有台阶口220,当所述保护盖8套设于所述防尘环22外侧时,所述保护盖8位于所述台阶口220内。上述结构有助于将所述超声波器件安装座9和所述保护盖8安装于前轴承座2上,期间所涉及的零件数量较少,有助于提高功能切换效率。
为了避免部件之间发生磨损,本实施例中,所述超声波器件安装座9与所述转子4、所述防尘环22和所述防水盖23之间均具有避让间隙。
在此基础上,本实施例还提出了一种电主轴的超声波加工功能切换方法,所述电主轴包括有钢筒1、前轴承座2、后轴承座3、转子4、拉杆组件5、背盖6、油缸组件7、保护盖8和超声波器件安装座9,所述前轴承座2和所述后轴承座3分别安装于所述钢筒1的前后两端,所述转子4位于所述钢筒1内,且所述转子4的前后两端分别穿过所述前轴承座2和所述后轴承座3,所述拉杆组件5设于所述转子4内,且所述拉杆组件5的前端用于安装标准刀柄10或者超声波刀柄11,所述背盖6固定于所述后轴承座3的后端,所述油缸组件7安装于所述背盖6的后端,所述超声波器件安装座9的前端面开设有环状凹槽91,所述环状凹槽91内设有环形的超声波发射器92,所述超声波刀柄11上套设有环形的超声波接收器110,所述方法包括:
步骤S1,在所述前轴承座2的前端面开设有多个基本孔位20,所述保护盖8上开设有能够与所述基本孔位20相互匹配的第一安装孔位80,所述超声波器件安装座9上开设有能够与所述基本孔位20相互匹配的第二安装孔位90;
步骤S2,进行功能选择,若执行普通加工模式,则执行步骤S3,若执行超声波加工模式,则执行步骤S4;
步骤S3,将所述保护盖8安装于所述前轴承座2的前端,再将所述标准刀柄10安装于所述拉杆组件5的前端;
步骤S4,将所述超声波器件安装座9安装于所述前轴承座2的前端,再将所述超声波刀柄11安装于所述拉杆组件5前端,并使得所述超声波接收器110与所述超声波发射器92相互对齐。
以上所述只是本发明较佳的实施例,并不用于限制本发明,凡在本发明的技术范围内所做的修改、等同替换或者改进等,均应包含在本发明所保护的范围内。
- 一种可切换为超声波加工的后端穿线式电主轴及切换方法
- 一种可切换为超声波加工的后端穿线式电主轴