一种用于荷载箱的复合活塞式千斤顶
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种用于荷载箱的单液路复合活塞式千斤顶,主要用于基桩自平衡静载试验中。
背景技术
基桩自平衡静载试验中,要使用到荷载箱,荷载箱中的最主要部件是千斤顶。
目前的千斤顶在加压时,小面积千斤顶的推力有限,小面积的千斤顶无法满足大吨位的加压检测。
而且,目前千斤顶普遍只有一根注液管,使得在试验后荷载箱体的缸体与活塞之间充满永不凝固的液体,导致基桩自平衡静载试验后,桩在工程垂直受压状态下产生荷载箱缸内液体被挤出而产生位移。虽然现在有的荷载箱,可通过两根管实现排液注浆,但是由于两根管均在缸体上端侧边的同一标高,使得注浆时往往只能将出液口标高之上的挤压排出,而无法将出液口标高之下的液体排尽,导致注入的浆体被滞留液体所稀释,从而降低了浆液的浓度,以至浆体终凝强度严重降低,满足不了加固要求。
发明内容
本发明的目的是提供一种用于荷载箱的复合活塞式千斤顶,使之能够在同等千斤顶底面积的情况下增加推力,实现小面积大吨位的加压检测。
为了实现上述目的,本发明采用如下技术方案:一种用于荷载箱的复合活塞式千斤顶,包括缸体和活塞,缸体顶板与荷载箱顶板连接,缸体底板上开设有容活塞上下移动的通孔,缸体侧壁上开设有进液口;活塞包括凸形活塞、凹形活塞,凸形活塞包括活塞板、活塞柱,活塞板位于活塞柱顶部,与缸体内腔适配,其顶部设有凸起,用于分隔开活塞板与缸体顶板,活塞柱插入凹形活塞内腔,在凸形活塞上开设有通道,用于连通凹形活塞与进液口,在凹形活塞的顶部设置有限位部,限位部沿凹形活塞径向向外延伸,与缸体内腔适配,当凹形活塞向下移动时,与缸体底板限位来防止凹形活塞向下移出缸体,在凹形活塞的侧壁上开设有出液口,出液口位于缸体底板下方,凹形活塞的底板与荷载箱底板连接。
优选的,在缸体内安装有反力梁,反力梁围绕缸体内腔设置,将活塞板和限位部分别限定在其上部、下部。
优选的,活塞柱的底部与凹形活塞内腔底部接触,注液时,液体对凸形活塞的压力通过活塞柱传递给凹形活塞的底面,从而实现凸形活塞、凹形活塞压力的叠加复合。
优选的,凸形活塞上通道的入口位于活塞板的轴心,出口位于活塞柱的侧壁。
优选的,在反力梁与缸体顶板之间安装有顶柱,顶柱穿过开设在活塞板对应位置的通孔,用于进一步限制反力梁向上移动。
优选的,活塞板采用金属材质,凸起为磁铁,吸附在活塞板上。
优选的,缸体顶板、缸体底板与缸体采用装配式组装方式。
优选的,活塞板与活塞柱可拆卸连接。
优选的,还包括用于连接活塞板与活塞柱的空芯连接杆,空芯连接杆的外径与活塞板、活塞柱间的通道适配,其内部空心,与活塞柱上的通道连通。
工作原理:在注液时,液体通过凸形活塞中间的通道流入下方的凹形活塞中;当液体注满凹形活塞后继续加压,此时,凸形活塞板处的压力和凹形活塞凹槽中的压力相等,即给凸形活塞加压的同时也给凹形活塞进行加压;因此,液体对凸形活塞的压力通过凸形活塞柱传递给凹形活塞的底面,从而实现了两个活塞的压力的叠加复合。在单位直径不变的情况下增加了加压值,从而可以用于小面积大吨位的加压检测;采用圆柱形活塞板+磁铁组合,即活塞板加工成平面,材质是金属,用磁铁吸附在活塞板上,从而形成凸形平台,由于磁铁的位置可移动,可以避开凸形活塞中间的液体通道,使注液时保持液体通道通畅。
与现有技术相比,本发明具有如下优点:
1、凸形活塞和凹形活塞组合而成一个一体式的复合活塞;注液时,液体通过凸形活塞中间的通道流入下方的凹形活塞中,整个液路形成一体,压力相等且可进行叠加复合,能够在同等千斤顶底面积的情况下增加推力,实现了小面积大吨位的加压检测;
2、能够在注浆的同时保证浆体质量、提高充盈率,从而通过注浆加固荷载箱而使被加固的荷载箱与工程桩形成连续整体,保证了基桩桩身强度及完整性,使之有效将荷载箱上部荷载传递到荷载箱下部桩体;
3、千斤顶可拆分成多个部件,分别进行生产加工,降低了生产难度,减少了生产成本,提高了生产效率;
4、采用圆柱形活塞板+磁铁组合形成凸形平台,可以降低加工难度和成本,同时,由于磁铁的位置可移动,可以避开活塞中间的液体通道,从而使注液时保持液体通道通畅;
5、通过凸形活塞空芯连接杆将凸形活塞板和凸形活塞柱连接在一起,从而将原来的一次加工成型的活塞改良成多个部件组装成型的活塞,降低了加工难度,减少了生产成本;
6、通过一进一出两根管,可以实现静载试桩后,先排出加载液,再进行注浆,从而避免单管荷载箱在试验后荷载箱体的缸体与活塞之间充满永不凝固的加载液体,出现桩在工程垂直荷载作用下产生挤出液体致使基桩向下位移的情况。
附图说明
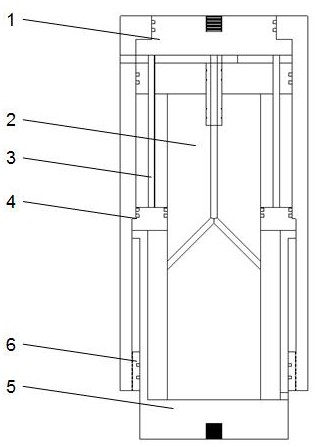
图1为本发明实施例结构示意图;
图2为缸体的结构示意图;
图3为缸身的结构示意图,其中(a)为缸身立体图,(b)为缸身沿进液口轴向截面图;
图4为缸体顶板的示意图,其中(a)为缸体顶板立体图,(b)为缸体顶板轴向截面图;
图5为凸形活塞的结构示意图;
图6为图5中凸形活塞板结构示意图,其中(a)为凸形活塞板立体图,(b)为凸形活塞板1-1截面图;
图7为图5中凸形活塞柱结构示意图,其中(a)为凸形活塞柱立体图,(b)为凸形活塞柱轴向截面图;
图8为图5中凸形活塞空芯连接杆放大图,其中(a)为凸形活塞空芯连接杆立体图,(b)为凸形活塞空芯连接杆轴向截面图;
图9为顶柱放大图;
图10为反力梁放大图,其中(a)为反力梁立体图,(b)为反力梁轴向截面图;
图11为凹形活塞结构示意图,其中(a)为凹形活塞立体图,(b)为凹形活塞在出液口位置的轴向截面图;
图12为缸体底板放大图;
图13为本发明实施例产品的组装流程图,包括(a)-(g);
图14为本发明实施例的应用流程图,包括(a)-(g);
图中,1、缸体;1-1、缸身;1-2、缸体顶板;1-1-1、开孔;1-1-2、上端台阶;1-1-3、中端台阶;1-1-4、进液口;1-1-5、螺纹;1-2-1、上端;1-2-2、下端;1-2-3、密封槽及密封圈;1-2-4、螺纹;
2、凸形活塞;2-1、凸形活塞板;2-2、凸形活塞柱;2-3、凸形活塞空芯连接杆;2-4、磁铁;2-1-1、密封槽及密封圈;2-1-2、顶柱通道;2-1-3、凸形活塞空芯连接杆通道;2-2-1、凸形活塞空芯连接杆通道;2-2-2、液体通道;2-3-1、液体通道;2-3-2、密封槽及密封圈;
3、顶柱;3-1、密封槽及密封圈;
4、反力梁;4-1、密封槽及密封圈;4-2、活塞通道;
5、凹形活塞;5-1、阶梯限位构造;5-2、出液口;5-3、螺纹;
6、缸体底板;6-1、螺纹;6-2、密封槽及密封圈。
具体实施方式
需要指出的是,在本实施例中,方位词“上”、“下”、“顶”、“底”、“内”、“外”等均是依照附图所示进行描述,不构成对本发明的限制;另外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面结合附图1-14对本发明做进一步详述:一种用于荷载箱的复合活塞式千斤顶,如图1所示,其包括缸体1、凸形活塞2、顶柱3、反力梁4、凹形活塞5和缸体底板6;缸体1由缸身1-1、缸体顶板1-2组成,缸体顶板1-2与荷载箱顶板连接,缸体底板6上开设有容凹形活塞5上下移动的通孔,缸体1侧壁上开设有进液口1-1-4;活塞包括凸形活塞2、凹形活塞5,凸形活塞2包括凸形活塞板2-1、凸形活塞柱2-2、凸形活塞空芯连接杆2-3和磁铁2-4,凸形活塞板2-1位于凸形活塞柱2-2顶部,与缸体1内腔适配,磁铁2-4位于其顶部,用于分隔开凸形活塞板2-1与缸体顶板1-2,凸形活塞柱2-2与凹形活塞5内腔适配,凸形活塞空芯连接杆2-3用于连接凸形活塞板2-1、凸形活塞柱2-2,其内部中空,在凸形活塞板2-1、凸形活塞柱2-2的对应位置开设通道,凸形活塞空芯连接杆2-3连通进液口1-1-4、通道及凹形活塞5,在凹形活塞5的顶部设置有阶梯限位构造5-1,阶梯限位构造5-1沿凹形活塞5径向向外延伸,与缸体1内腔适配,当凹形活塞5向下移动时,与缸体底板6限位来防止凹形活塞5向下移出缸体,在凹形活塞5的侧壁上开设有出液口5-2,出液口5-2位于缸体底板6下方,凹形活塞5的底板与荷载箱底板连接。
在本实施例中,具体结构均采用装配式生产和组装,即将千斤顶拆分成多个部件,分别进行生产加工。
如图2-3所示,其中,缸身1-1的顶部开设有开孔1-1-1,其开口的径向尺寸小于缸身1-1内腔的径向尺寸,从而开孔1-1-1边缘与缸身内壁之间形成上端台阶1-1-2,在靠近缸身1-1的中部位置设置中端台阶1-1-3,中端台阶1-1-3上方的缸身内腔径向尺寸小于其下方的缸身内腔径向尺寸,开设在缸体1侧壁上的进液口1-1-4靠近上端台阶1-1-2,在缸身内腔的底部设置有内螺纹1-1-5,螺纹1-1-5与缸体底板6的外螺纹适配;如图4所示,缸体顶板1-2的上端1-2-1与开孔1-1-1适配,下端1-2-2与缸体内腔适配,上端1-2-1与下端1-2-2间的过渡段与上端台阶1-1-2处适配,在上端1-2-1的圆周上设置密封槽及密封圈1-2-3,用于密封缸体顶板1-2与缸体开孔1-1-1,在上端1-2-1的轴心处设置内螺纹1-2-4,从而通过与之适配的螺钉或螺栓与荷载箱顶板固定。
如图5所示,凸形活塞2由凸形活塞板2-1、凸形活塞柱2-2、凸形活塞空芯连接杆2-3和磁铁2-4组成;如图6所示,凸形活塞板2-1为圆柱形平板,沿其柱体圆周上开设有若干密封槽及密封圈2-1-1,用于密封凸形活塞板2-1与缸体内壁间的间隙,沿其轴向开设有至少两个顶柱通道2-1-2,在本实施例中,顶柱通道2-1-2的数量为四个,沿其圆周均匀分布,在凸形活塞板2-1的轴心处开设有凸形活塞空芯连接杆通道2-1-3,其中,顶柱通道2-1-2与顶柱3相适配,凸形活塞空芯连接杆通道2-1-3与凸形活塞空芯连接杆2-3相适配;从缸体侧边向缸内注液时,需要在活塞板上加工出一个切口,使活塞板成为一个凸形平台,从而确保从缸体侧边注液时,液体能进入腔体从而推动活塞向下位移,在本实施例中,为了降低加工难度和成本,凸形活塞板2-1采用金属材质,凸起采用磁铁2-4,在本实施例中,用磁铁2-4吸附在凸形活塞板2-1顶部,从而形成凸形平台,同时,由于磁铁2-4的位置可移动,可以避开活塞中间的液体通道,从而使注液时保持液体通道通畅;如图7所示,凸形活塞柱2-2的轴心处开设有凸形活塞空芯连接杆通道2-2-1,凸形活塞空芯连接杆通道2-2-1与凸形活塞空芯连接杆通道2-1-3连通且相对,二者形成的通道与凸形活塞空芯连接杆2-3相适配,沿凸形活塞空芯连接杆通道2-2-1向凸形活塞柱的侧壁开设若干液体通道2-2-2,液体通道2-2-2结构相同,且对称;如图8所示, 凸形活塞空芯连接杆2-3内部中空,作为液体通道2-3-1,用于连通进液口1-1-4、液体通道2-2-2及凹形活塞5,沿凸形活塞空芯连接杆2-3的圆周设置密封槽及密封圈2-3-2,用于密封凸形活塞空芯连接杆2-3与凸形活塞空芯连接杆通道间的间隙。
如图9所示,顶柱3为杆状件,沿其圆周开设有若干密封槽及密封圈3-1,多个密封槽及密封圈3-1上下分布,在本实施例中,密封槽及密封圈3-1为两个,分别靠近顶柱通道2-1-2的上部、下部,从而密封顶柱3与凸形活塞板2-1间的间隙。
如图10所示,反力梁4为凸形,围绕缸体1内腔设置,其内部为活塞通道4-2,活塞通道4-2与凸形活塞柱10相适配,其外圆周形状与中端台阶1-1-3相适配,且反力梁外圆周及活塞通道圆周设置有密封槽及密封圈4-1,用于密封中端台阶1-1-3上方缸体内壁与反力梁4间的间隙及活塞通道4-2与凸形活塞柱2-2间的间隙;反力梁4将凸形活塞2和凹形活塞5分别限定在缸体的上部、下部。
在本实施例中,由于缸体1与缸体顶板1-2为可拆卸结构,顶柱3的一端抵靠在反力梁顶部,另一端穿过顶柱通道2-1-2,与缸体顶板1-2底部抵靠,不仅可以为缸体顶板1-2提供支撑,还能限制反力梁向上移动,同时,在凸形活塞2移动过程中,还能为凸形活塞2提供导向。
如图11所示,凹形活塞5上的阶梯限位构造5-1与缸体底板6相适配,当凹形活塞5向下移动时,与缸体底板6限位来防止凹形活塞5向下移出缸体1,出液口5-2的起始位置在缸身1-1底部下方,且靠近凹形活塞5底部,凹形活塞5的底板与荷载箱底板连接。
如图12所示,沿缸体底板6的圆周设置有螺纹6-1,螺纹6-1与螺纹1-1-5相适配,其轴心的通孔上开设密封槽及密封圈6-2,用于密封凹形活塞5与缸体底板6间的间隙。
如图13所示,组装流程:
1、组装凸形活塞2:将凸形活塞板2-1、凸形活塞柱2-2、凸形活塞空芯连接杆2-3组装,并将磁铁2-4吸附在凸形活塞板顶部,如图13(a)所示;
2、组装缸体1:将缸体顶板1-2从下方推入,直至与缸身契合密实,如图13(b)所示;
3、将凸形活塞2从缸体1下方推入,直至顶住缸体顶板1-2,如图13(c)所示;
4、将顶柱3从下方推入,穿过凸形活塞板2-1上的顶柱通道2-1-2,直至顶住缸体顶板2-1,如图13(d)所示;
5、将反力梁4从下方推入,直至与缸身1-1的中端台阶1-1-3契合密实,如图13(e)所示;
6、将凹形活塞5从下方推入缸体1,如图13(f)所示;
7、从下方安装缸体底板6,拧紧,如图13(g)所示。
如图14所示,工作流程:
一、注液加压
1、封闭凹形活塞5的出液口5-2,缸体的进液口1-1-4注入液体,液体沿着凸形活塞空芯连接杆中的空芯和凸形活塞柱中的液体通道灌入凹形活塞5,直至灌满凹形活塞5;此阶段,活塞不发生位移,如图14(a)所示;
2、持续注液加压,液体推动凸形活塞2向下位移;同时,液体继续沿着凸形活塞空芯连接杆2-3中的空芯和凸形活塞柱2-2中的液体通道灌入凹形活塞,也推动了凹形活塞向下位移,如图14(b)所示;
3、持续注液加压,直至达到满足设计要求或检测规范所要求的自平衡静载试桩试验终止条件时停止,如图14(c)所示;
二、充气排液
1、注液完成后,开始充气排液,充气排液时,缸体的进液口1-1-4和凹形活塞的出液口5-2均不封闭,气体自上而下填充入缸体,挤压液体从凹形活塞的出液口排出,如图14(d)所示;
2、持续充气,直至凹形活塞的出液口不再出液,表示缸内液体已排尽,停止充气,如图14(e)所示;
三、注浆
1、当凹形活塞的出液口不再出液后,开始注浆,注浆时,缸体的进液口和凹形活塞的出液口均不封闭,浆体自上而下填充入缸体,挤压气体从凹形活塞的出液口排出,如图14(f)所示;
2、持续注浆,直至凹形活塞的出液口有浆溢出后停止,如图14(g)所示。
上述实施例仅仅是本发明的优选实施方式,不构成对本发明的限制。在本发明中也可以部分结构采用装配式生产和组装方式。本领域普通技术人员应该理解的是,在不脱离本发明原理的基础上所做的任何引申、变形、等同替换等均应包含在本发明的保护范围内。
- 一种用于荷载箱的复合活塞式千斤顶
- 一种适用于荷载箱用千斤顶可自动升降的反力检定装置