用于快速且高效地加热塑料颗粒以准备用于在塑化装置中加工的方法和装置
文献发布时间:2023-06-19 11:14:36
技术领域
本发明涉及一种用于加热并且烘干松疏物料、通常为塑料颗粒的方法,所述松疏物料被准备用于后续的塑化过程。
此外,本发明涉及用于加热并且烘干松疏物料、通常为塑料颗粒的装置,所述松疏物料被准备用于随后的塑化过程。
背景技术
特别是对于松疏物料的使用,所述松疏物料是吸湿的并且由此必须被烘干,以便避免在塑化过程期间材料的降解。在此还将热能供应给材料,所述热能显著地支持所述塑化过程:塑化过程变得更稳定,因为所述塑化必须将用于熔化的较少的能量供应给塑料材料。
用于塑料颗粒的烘干过程根据现有技术已经是非常成熟的。将足够干燥的空气以逆流的方式输入提供材料用于塑化过程的烘干漏斗中,所述空气受控地吸收多余的湿气。
热能的同时输入的情况中在现有技术中是另外一副样子,因为所述过程未始终予以足够关注。对此的原因是,能量输入的测量是要求极其高的。虽然这种情况在质量上不干扰生产过程,例如在过高湿气的情况中,但是显著地影响能量消耗。
除了作为单阶段烘干已知的烘干漏斗以外,也存在双阶段烘干,所述双阶段烘干通常出于空间原因更愿意被使用:在单阶段烘干的情况中,烘干漏斗直接安置在注塑机或挤出机的塑化装置上方。通常所述结构由此是如此高的,以使得该结构不适合放入所有工厂车间。在此通过如下方式有帮助的是,将烘干漏斗放置在机器旁边并且然后将材料输送到也称为直接在该机器上方的增压器的较小的漏斗。
在图1a中示出烘干/增压漏斗的已经公知的结构型式。烘干漏斗和增压器之间的区别主要在于,在烘干漏斗中松疏物料通过被热的、干燥的空气流过而主动地被烘干至大约20-50ppm的剩余湿度并且被加热至例如大约180℃的温度。然而空气为此必须在每次流过松疏物料之后又被冷却至大约50-60℃,以便自身又借助干燥剂烘干并且然后又被加热。
通过冷却空气而浪费了大量能量。所以很显然反映的是,烘干过程在更低的温度水平、例如120℃下进行,以便可以取消接着对过程空气的冷却。对于烘干过程无问题的是,将用于紧接着的熔化过程的极少的热能还是供应给松疏物料。所述工作方式的另一个优点是,通过所述更低的温度在相对大的烘干漏斗中在非常长的5-8小时的停留时间下由材料经受明显更小的损害。在加工再生材料时,此外在较高的温度下产生冷凝物,所述冷凝物污染烘干机并且必须被分离。通常再生材料由此更确切地说在较低的例如160℃的温度下被烘干。
继续输入热能的任务则可以由增压器的加热装置承担。然而目前的增压器几乎仅仅用于由烘干过程获得输入的热能或者可有可无地增大该热能。这种目前在市场上获得的典型的增压器具有其局限性。原则上,增压器应该仅仅接收相对小的材料量,所述材料量例如对于20-40分钟的生产时间是足够的,因为大量塑料、由此也即聚对苯二甲酸乙二酯(PET)在高的温度下降解。在所述20-40分钟内塑料颗粒应该类似于在烘干机中那样通过加热的空气的逆流而吸收另外的能量。
在烘干机中如同所述的那样冷却过程返回空气,以便在具有干燥剂的干燥盒中确保良好地烘干空气并且以便也保护通风装置,而增压器可以应付明显更高的温度水平。过程空气在增压器中持续的循环中被传送通过塑料颗粒,而所述过程空气不必为了烘干被冷却。这意味着,空气密度是相应地更小的并且为了传输热能而需要明显更大的空气体积。
因为过程空气和由此热能根据现有技术图1a逆着松疏物料的流动被导入,所以热量输入过程在大的空气量下快速到达其极限,因为塑料颗粒开始在空气中游动并且由此不能再流出到塑化装置,所以不再确保连续的并且足够的材料供应。然而因为所述过程空气的流速对至颗粒中的能量输入速度起作用,所以增压器现在必须如此大地构造,以便补偿随着在增压漏斗中相应的停留时间而缺少的能量输入速度。然而增大的停留时间又意味着材料降解的直接危险。
所述问题已经在DE000019840358A1中提出。为了将需要的能量需求供应给松疏物料而在此描述,热的过程空气沿着纵向轴线在增压漏斗的核心中通过一个管被吹入(图1b)。在总长度上被打孔的内管允许所述空气此时水平地通过塑料颗粒,而在此不反向于所述塑料颗粒的流动方向作用。对于塑料颗粒形成环形通道的外管同样被打孔。在此,空气又可以从塑料颗粒逸出,以便离开增压漏斗。通过该解决方案能实现明显地增大过程空气的流动并且由此增大所述流动的速度,而颗粒流在其流动方向上不被消极地影响。
该解决方案的缺点在于,热的空气不受控地经过漏斗轴线被输送至材料。这意味着,全部的材料、也即刚刚到达增压漏斗中的材料没必要被供应与几近从增压器到达塑化装置中的材料相同的最大程度加热的空气。试验表明,空气甚至优选地在上部区域中流过材料,因为在那里阻力是最小的。然而在出口处的材料应该优选地被供应最热的空气,以便在塑化之前在最少的停留时间内达到塑料颗粒中的最大能含量并且由此避免在较长的作用持续时间下由高的温度引起的任何损害。
此外,过程空气的环形通道提供了通过塑料颗粒的相对短的通流路径,所述通流路径不能实现热能高效地释放给松疏物料。由此得出,空气不仅全部分散地并且不受控地将热能释放给松疏物料,而且由于通过塑料颗粒的短的路径非常无效率地将热能传输给松疏物料。过程空气由此又以高的温度水平离开增压漏斗。输出空气的明显大于140℃的温度对于通常的通风装置是过高的,从而所述通风装置遭受损害。必须使用昂贵的目前根本不存在的特定通风装置。
如果此时为了支持塑化而利用将颗粒加热超过180℃的通常温度、例如加热到220℃的可能性,则该解决方案如同在DE000019840358A1中所述的那样是不适合的,因为材料过长时间地遭受高温并且通风装置遭受热过载。
附图说明
下面根据实施例更确切地说明本发明。附图中:
图1a示出根据现有技术的增压漏斗,
图1b示出根据DE000019840358A1的增压漏斗,
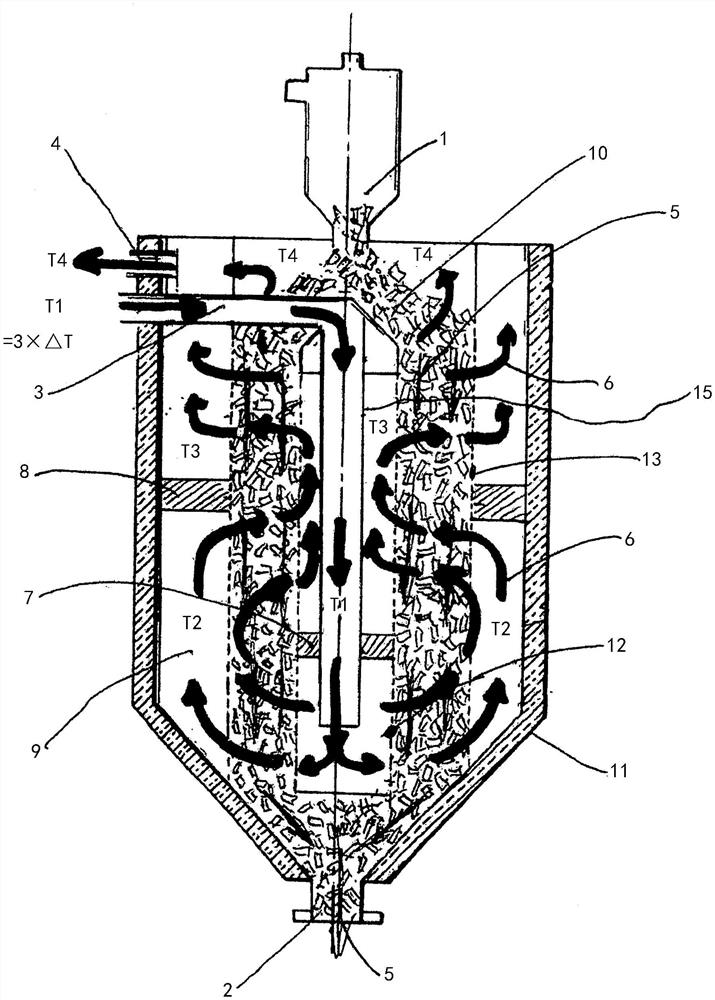
图2示出增压漏斗,该增压漏斗将过程空气在级联系统中多次引导通过塑料颗粒,
图3示出增压漏斗,该增压漏斗将过程空气在级联系统中沿着相反方向多次引导通过塑料颗粒,
图4示出增压漏斗,该增压漏斗具有不同长度的级联系统,所述不同长度的级联系统将过程空气多次引导通过塑料颗粒,其中,通过颗粒的路径阶梯式地改变,以便必要时补偿阻力,
图5示出增压漏斗,该增压漏斗具有不同长度的级联系统,所述不同长度的级联系统将过程空气多次引导通过塑料颗粒,其中,通过颗粒的路径渐次地改变,以便补偿阻力。
附图应该在下文中支持描述直接在塑化过程之前的、松疏物料的烘干或加热过程。
具体实施方式
与现有技术中所述的方法和相应的装置不同地,本发明描述了根据图2至图5的解决方案,在该解决方案中,热的并且干燥的具有温度T1的过程空气通过管3有针对性地被吹入至增压漏斗11的塑化装置2的松疏物料出口的区域中。松疏物料10在此也被存储在环形通道14中,所述环形通道由被打孔的内壳12和被打孔的外壳13形成。热的并且干燥的过程空气6的流动方向由此不正面地反向于松疏物料5的流动方向,而在此阻碍所述松疏物料均匀地流出到塑化装置。这在所述的DE000019840358A1被描述。然而在本发明中通过内部的过程空气阻挡部7阻挡过程空气到达上部的漏斗区域中,所述过程空气而是在塑化之前不久被强制地在松疏物料出口2的区域中以完全的能含量在最大温度下进入到材料中,以便在那里在最少的停留时间下传递最优的热量。
然后过程空气进入到外部的环形的第一级联系统9中,在那里所述过程空气被外部的过程空气阻挡部8阻挡通过过程空气出口4从漏斗11泄漏。因此,过程空气再次被强制地通过被打孔的外壳13进入到松疏物料10中,以便接着又通过被打孔的内壳12到达内空气通道15中,所述内空气通道也形成级联系统。
过程空气在此早就不再具有漏斗入口温度,所述漏斗入口温度根据由第一次流过材料引起的能量释放的情况而显著地变低。因此所述温度T2则也已经对于材料是更小危险的,这涉及降解。温度和停留时间与降解存在直接关系:温度越高,停留时间必须被保持得越短。然而在第二次流过时存在足够的能量,以便继续加热要被流过的颗粒,而不使所述颗粒处于危险的热最终状态中。
内空气通道15将空气引导至漏斗11中的更高处,在那里所述空气第三次被强制以温度T3通过被打孔的内壳12进入到松疏物料10中。因为松疏物料10在上部的漏斗水平上由于所述结构此时根本不能吸收能量,所以过程空气可以在此同样高效地释放热能,以便接着通过被打孔的外壳13经过过程空气出口4以温度T4从漏斗11出去。从那里,此时在此所述的三个阶段中以温度差ΔT冷却的空气在闭合的循环回路中借助通风装置被吹送通过加热装置,以便接着又通过过程空气入口3到达漏斗11中。
在此说明,过程空气三次通过松疏物料,这证明是有效的。然而只要遵守始终较大的反压力和空间关系,仅仅两次的通过或者若有意义多次的通过根据相同的原理就是可能的。
过程空气当然也可以如图3中所示地反向地被吹入,然而这对于接着的塑化的要求不可能具有相同的效率。
此外,根据松疏物料的类型可以有意义的是,过程空气在增压漏斗中从上向下被引导通过松疏物料。级联系统9通常也能够不同长度地构造,以便影响过程空气的速度。(图4和图5的实例)长度A不等于长度B不等于长度C。因此临近颗粒出口2至塑化装置中可以有意义的是,过程空气在最热的状态中在非常大的速度下被吹送通过颗粒,其方式是,将级联腔保持为尽可能短的并且由此也使颗粒的停留时间在例如220℃的极高温度下保持为尽可能短暂的。如果空气接着在随后的级联系统9中已经是较冷的,则级联系统可以相应地较大地(较长地)构造。这考虑下述物理实际情况,即非常热的过程空气可以在非常大的速度下在非常短的时间内将大量能量释放给松疏物料并且所述松疏物料在几分钟内被加热。由此相对少的材料量可以在塑化过程之前不久被高效地加热,因为使材料没有时间停留以在高的温度水平下降解。能量水平在塑化之前越高,则紧接着的塑化过程越稳定并且越节省能量。
如果仅仅级联系统的长度被不同地改变,则这导致对于过程空气的不同的阻力。最小的级联系统由此确定过程空气的每个时间单位的总通过量。如果所述最小的级联系统出于确定的原因是过小的,则这可以通过环形通道X,Y,Z的宽度补偿。图4和图5示出具有不同的壁厚的环形通道14,壁厚X不等于壁厚Y不等于壁厚Z。这可以通过如下方式产生,理想地使被打孔的外壳13在过程空气阻挡部7和8处具有直径跃变,所述外壳优选地沿着流动方向圆锥形地构造。当然,这也可以对被打孔的内壳12或者对这两个壳实施。所述被打孔的壳中的一个壳或者这两个壳也可以圆锥形地构造,从而使环形通道14逐渐变小。这也具有的优点是,过程空气优选地直接在阻挡部8处在最后时刻流入到松疏物料10中。
1 松疏物料供应装置
2 至塑化装置的松疏物料出口
3 过程空气入口(过程空气是热的并且干燥的)
4 过程空气出口
5 松疏物料的流动方向
6 过程空气的流动方向
7 内部的过程空气阻挡部
8 外部的过程空气阻挡部
9 过程空气流动的环形的级联系统
10 松疏物料
11 烘干或增压漏斗
12 被打孔的内壳
13 被打孔的外壳(与内壳形成环形通道)
14 用于松疏物料的环形通道
15 内空气通道
16 环形通道的圆锥形的收窄部
17 窄的环形通道
18 圆锥形地延伸的被打孔的外壳。
- 用于快速且高效地加热塑料颗粒以准备用于在塑化装置中加工的方法和装置
- 压缩空气准备装置、带有压缩空气准备装置的压缩空气供应系统和为此的准备模块以及用于运行压缩空气准备装置的方法、控制模块和带有压缩空气准备装置的车辆